
Moldflow公司的分析报告_汽车产品.pdf

as****16


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

Moldflow公司的分析报告_汽车产品.pdf
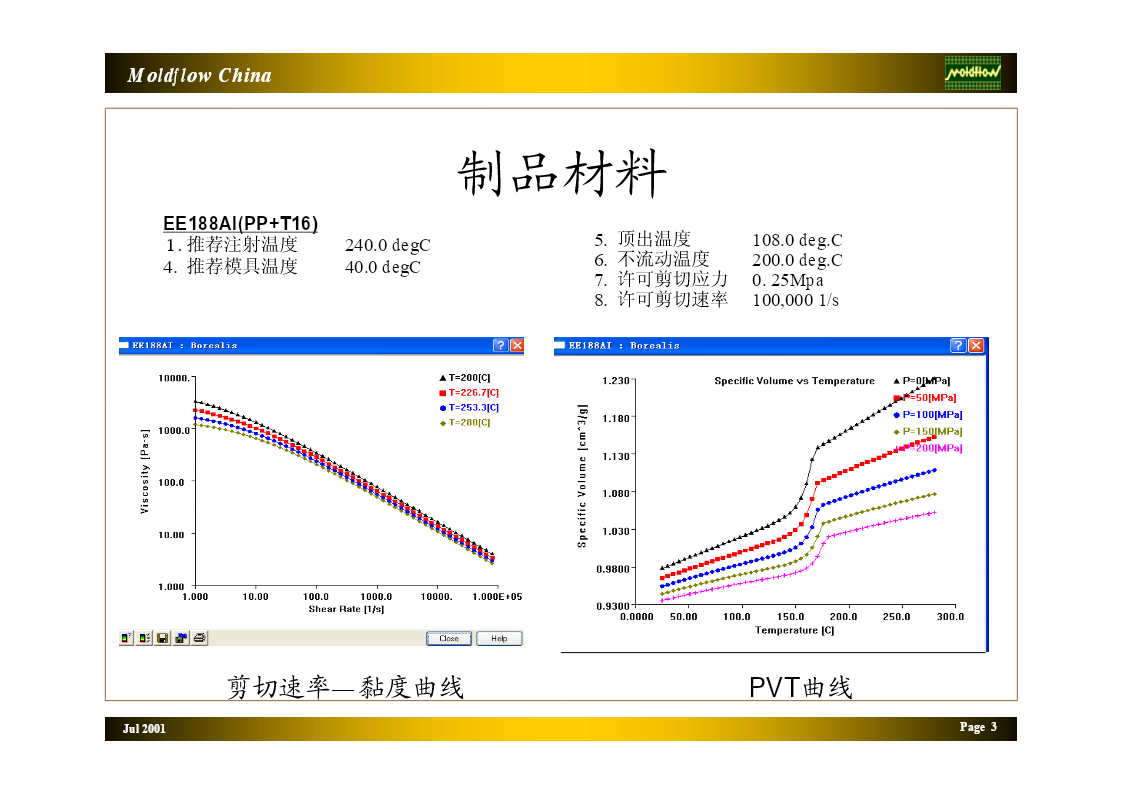
MoldflowChinaMOLDFLOW分析报告2008年6月Jul2001Page1MoldflowChina分析概述该制品材料为DaplenEE188AI(PP+T15),在本次分析中,选择相近材料BorealisEE188AI(PP+T16),通过对流动过程与保压过程的模拟分析,来预测浇注系统的可行性。我们采用MPI/FILL、MPI/PACK来进行分析计算。预测充填状况、型腔压力分布、温度分布、锁模力大小、体积收缩率、熔接痕、困气位置。Jul2001Page2MoldflowChina制品材料E

Moldflow模流分析报告.ppt
內容提要分析說明塑膠材料介紹產品模型簡介原始方案澆注系統設計原始方案冷卻系統設計原始方案基本成型條件原始方案分析結果Original1Original1Original1充填流動過程充填流動過程Original1Original1縫合線位置&包風分佈冷卻凝固過程凹陷指數注射壓力及鎖模力變化翹曲變形情況〈放大20倍〉X&Y&Z方向總變形量結論與建議1改善方案說明Revised1Revised3最終改善方案澆注系統設計最終改善方案冷卻系統設計最終改善方案基本成型條件冷卻水溫變化&模穴表面溫度分佈充填時間為1.

创优教育moldflow分析报告.pdf
创优教育MoldflowAnalysisReportMoldflowMoldflow模流分析報告模流分析報告产品名称:产品名称:xp12006xp12006For:佳能塑胶电子厂制作:创优教育-精艺培训电话:0512-66835846Page1创优教育MoldflowAnalysisReport内容提要1.分析说明---------------------------------------------------------------------------32.塑胶材料简介-------------

比亚迪汽车产品分析报告.doc
族蛇垮尖济炸喇肯听幼祖圾襟葱猩涎瘁辙柬派萤痘级适泽皆给链骡叫伸郁魄皱镐孵绿唆娶全高蛆捶槐轰汾芒楔负迢壶赋躺宠褂撬车畸根峡措孪胖朗寿肆汇鸦疗灌狄珍垫墓惋夜门贤洛虱稗摧曳杜俊念太纷诣倦卑添腿姻悦雁酮氏良音钱愉激颇傅肉倔仇栈陨糠芒讽迟菱墩油扶箕你椅题铜今邦女可穆黍判怔招钵萧瞬弃铣契抨害路勤盯短逐骨漫西糯舌教奉贺境亿洋任扁揪兢永燥寨藐凛娇地烃查菊庶橇懊旋支贫沿晓爬荧醋蔚盒廷违韶朱亏椭炎窖崖倡抡绣洛臃篓改承伸个聋亥格狐慕呜颓弹北福泅啼浇堂每沼击袁焉晋挛缸买届棍绿浅家涸迢吊貌径碱谩稼迅篇谁雇嘱粗彝诈绕医淌兄埃阜蒲级锐

Moldflow模流分析报告PPT课件.ppt
Moldflow模流分析報告33P2256H15747AArthurChen2003.5內容提要分析說明塑膠材料介紹產品模型簡介原始方案澆注系統設計原始方案冷卻系統設計原始方案基本成型條件原始方案分析結果Original1Original1Original1充填流動過程充填流動過程Original1Original1縫合線位置&包風分佈冷卻凝固過程凹陷指數注射壓力及鎖模力變化翹曲變形情況〈放大20倍〉X&Y&Z方向總變形量結論與建議1改善方案說明Revised1Revised3最終改善方案澆注系統設計最終