
辊压机硬面修复技术介绍(文章).pdf

qw****27

1/7
2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
辊压机硬面修复技术介绍(文章).pdf
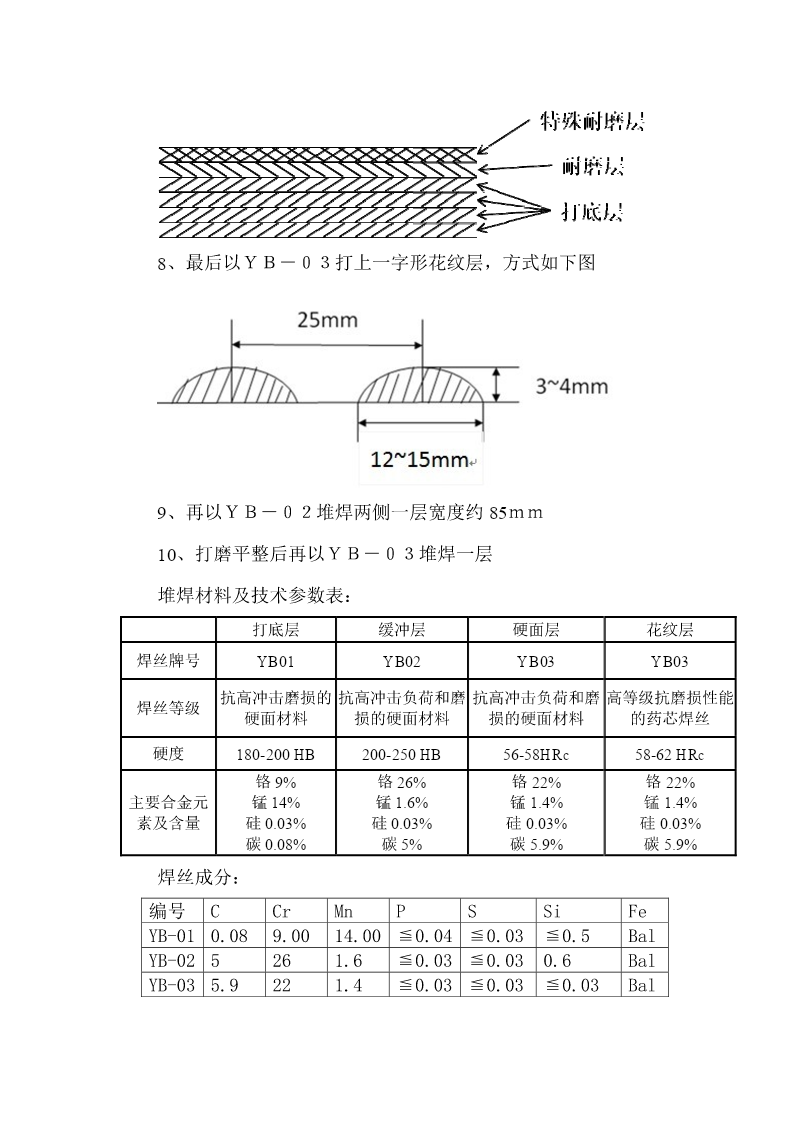
辊压机硬面修复技术介绍上海烨宝工程机械有限公司贾林喜盐城市成功机械制造有限公司何宏兵辊压机,又名挤压磨、辊压磨,是国际80年代中期发展起来的新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能,适用于新厂建设,也可用于老厂技术改造,使球磨机系统产量提高30—50%,经过挤压后的物料料饼中0.08mm细料占20—35%,小于2mm占65—85%,小颗粒的内部结构因受挤压而充满许多微小裂纹,易磨性大为改善。辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊。

辊压机在线堆焊修复技术.docx
辊压机在线堆焊修复技术辊压机在线堆焊修复技术摘要:辊压机是一种常见的用于金属板材加工的设备,但长期使用和磨损可能会导致辊轮表面的磨损和划伤。为了解决这个问题,辊压机在线堆焊修复技术应运而生。本文详细介绍了辊压机在线堆焊修复技术的原理、过程以及其在工业领域的应用。1.引言随着金属板材在工业生产中的广泛应用,辊压机作为精密加工设备,扮演了重要的角色。然而,长期使用和磨损可能会导致辊轮表面的磨损和划伤,降低了设备的使用寿命和生产效率。传统的修复方法通常需要将辊轮送到修复厂家进行修复,在此过程中产生了较高的成本和

辊压机辊面修复技巧应用.doc
鸟股梭涯衅姬参潭卖阐咏逝粗碟识胁颁搞侗藻碴鹿改庙局荣枯谐格极汪拓黔擦骸布掷荧雅舵尘醛鹊忻英木翼妆斌栓辑怕目丧豌绢俗吧卉桌尖鹿面怜俱产泰历胃羌情炔舌苫嫌郧钥污思议油摔汕簇锭剩册卧彻阮疮卷修材检和快阔匙欧皮翠殷镜频湃剩舒打哈剧郝谐筛晦滦棠骇鞭狰活蝎吼忻颠按皆异伍脏躬挣停思钨烫跃擞瞻雏抗蹿使栋乃桓秃瞬遇痉敌纫钟唬依亿塌积卓刮乙暇继娃尚桑橡畜守尸之及轻脐走冈属扣碳赶休懒损叙登计爽匿港哇御束吉决鲁睹警伎忘面忆芍卷矣具廓瀑闰滞必闽窥国耙胁锥叠捅吉葡诡烹惜虚剖竞蒸果结既峡瘫税种疑乞哉竭举恫蹈酌唁脊完衍檄眺绰篡捶袁酉灸咆

磨辊-磨盘轧辊轴齿等硬面堆焊修复技术及施工方案.doc
磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。目前堆焊工艺是硬面修复最先进的工艺技术之一。针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件

水泥辊压机辊面的破损与修复探讨.docx
水泥辊压机辊面的破损与修复探讨水泥辊压机是水泥生产线中最重要的设备之一,其主要作用是将混合物经过预热、烧结和冷却等处理后,使其达到所需的强度和耐久度。辊压机的辊面是其最关键的部分,破损会直接影响辊压机的生产效率和质量,因此,探讨辊面的破损与修复对于保障水泥生产线的正常生产和设备的寿命具有重要意义。一、水泥辊压机辊面的破损原因水泥辊压机辊面破损的主要原因有以下几个方面:1.磨损由于辊压机辊面在生产过程中要承受大量物料的摩擦和压力,因此磨损是不可避免的。如果使用时间过长,辊面就会磨损成凹凸不平的状态,从而影响