
54加工余量、工序尺寸及工序公差的确定-讲稿.ppt

as****16


1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
54加工余量、工序尺寸及工序公差的确定-讲稿.ppt
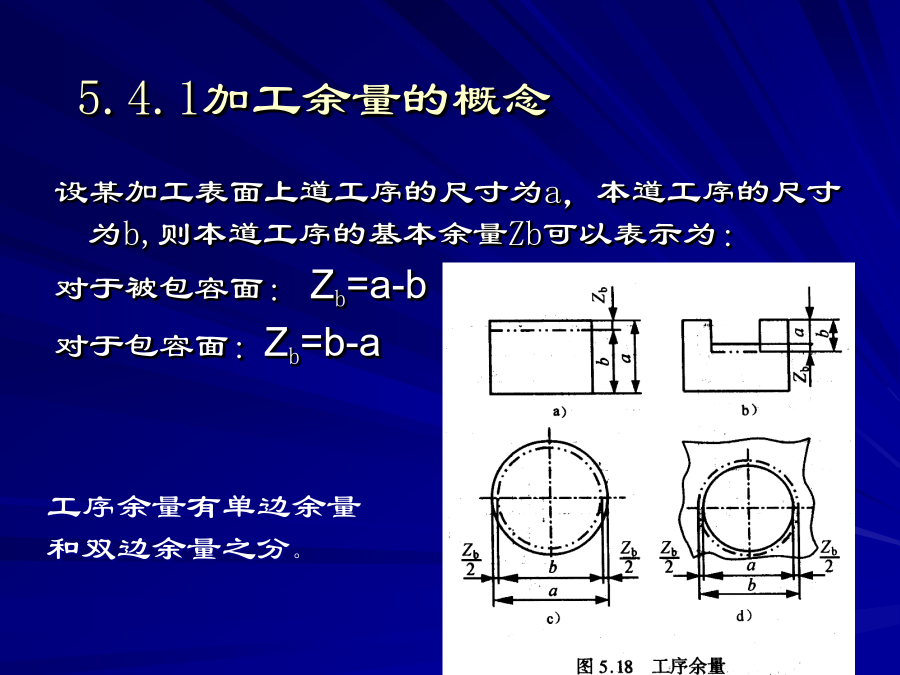
5.4加工余量、工序尺寸及工序公差的确定1.加工总余量与工序(工步)余量加工总余量(即毛坯余量):是指毛坯尺寸与零件设计尺寸之差,也就是某加工表面上切除的金属层总厚度。工序(工步)余量:是指相邻工序(工步)的尺寸之差,也就是某道工序(工步)所切除的金属层厚度。总余量与工步余量之间的关系:设某加工表面上道工序的尺寸为a,本道工序的尺寸为b,则本道工序的基本余量Zb可以表示为:对于被包容面:Zb=a-b对于包容面:Zb=b-a2.最大余量、最小余量、平均余量、余量公差最大余量:Zmax=amax-bmin(被
加工余量工序尺寸与公差.ppt
1、加工余量概念2、加工余量确定3、工序尺寸与公差的确定1、加工余量的概念加工总余量和工序余量的关系可用下式表示:非对称表面,加工余量一般为单边余量,可表示为:对称表面,其加工余量为双边余量,可表示为:Di-1余量公差Tz:Tz=Ta+Tb“入体原则”工序余量的影响因素综合上述各影响因素,可有如下余量计算公式:对于单边余量2、加工余量的确定浮动镗刀块螳孔或采用浮动铰刀铰孔或采用拉刀拉孔时:3、工序尺寸与公差的确定例:某轴直径为φ50mm尺寸精度要求为IT5表面粗糙度要求为Ra0.04um要求高频淬火,毛坯

工序尺寸及其公差的确定与加工余量大小.docx
工序尺寸及其公差的确定与加工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。下面阐述几种常见情况的工序尺寸及其公差的确定方法。(一)从同一基准对同一表面多次加工时工序尺寸及公差的确定属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为:1.确定各工序余量和毛坯总余量。2.确定各工序尺寸公差及表面粗糙度。最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。其它工序公差和表面粗糙度按此工序加

机械制造工艺加工余量工序尺寸及公差.ppt
2)工序余量Zi——相邻两工序基本尺寸之差;即上工序基本尺寸与本工序基本尺寸之差。非对称表面,单边余量。(图4-18a)对称表面,双边余量。(图b)轴、孔的双边余量。(图c、d)3)工序余量公差(TZ)——余量的变动范围Ta——上工序的基本尺寸公差Tb——本工序的基本尺寸公差图4-19被包容件…4)工序尺寸的公差按“入体原则”标注轴类(被包容件):最大尺寸为基本尺寸,上偏差为零(单向偏差)。孔类(包容件):最小尺寸为基本尺寸,下偏差为零(单向偏差)。毛坯:双向对称偏差形式(或双向非对称偏差形式)。与零件公
机械制造工艺-加工余量、工序尺寸及公差.ppt
一、加工余量的概念:1.加工总余量和工序余量:1)加工总余量Z0(毛坯余量)其中:Z1与毛坯的制造精度有关(参看毛坯余量手册)其余工序余量Zi——由相关工序的加工误差确定(上工序和本工序)2)工序余量Zi——相邻两工序基本尺寸之差;即上工序基本尺寸与本工序基本尺寸之差。非对称表面,单边余量。(图4-18a)对称表面,双边余量。(图b)轴、孔的双边余量。(图c、d)3)工序余量公差(TZ)——余量的变动范围Ta——上工序的基本尺寸公差Tb——本工序的基本尺寸公差图4-19被包容件…4)工序尺寸的公差按“入体