
客车蒙皮的成型及安装工艺.doc

Th****s3


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

客车蒙皮的成型及安装工艺.doc
客车蒙皮的成型及安装工艺摘要:简要介绍国内客车蒙皮成型及安装工艺现状,结合目前国内外新材料、新技术的发展动向,浅析客车企业怎样选择应用这些工艺。关键词:客车蒙皮成型与安装工艺国内将客车蒙皮通常分为前、后围蒙皮,侧围蒙皮和车顶蒙皮,其成型及安装工艺方法较多,各客车制造企业可根据自身情况选择相应方法,现简要介绍如下。1前后围蒙皮安装1.1.1靠模手工成型工艺该工艺首先在铁模(或焊胎架)上利用手锤敲打蒙皮成型,然后再在用木块拼装设计成所要求的前后围放样模上靠贴校正,最后焊接于前后围骨架上。该工艺的特点是:(1)

蒙皮的拉伸成型工艺.docx
蒙皮的拉伸成型工艺蒙皮的拉伸成型工艺摘要:蒙皮的拉伸成型工艺是一种常见的制造工艺,用于制作各种工业产品和航空航天器材的外部外壳。本文将详细介绍蒙皮拉伸成型的原理、工艺流程以及在实际应用中的优缺点等方面,以期为相关领域的研究和应用提供一些参考。一、引言蒙皮是指覆盖在产品表面的外皮材料,可以起到保护、装饰和增加产品强度等作用。蒙皮的拉伸成型工艺是一种将薄膜状材料拉伸覆盖在模具上,通过加热、吹气等方法,使其贴合在模具表面,并形成所需形状的制造工艺。该工艺广泛应用于汽车、飞机、舰船等工业产品的制造中。二、蒙皮拉伸
用于加工客车顶圆弧蒙皮的成型装置.pdf
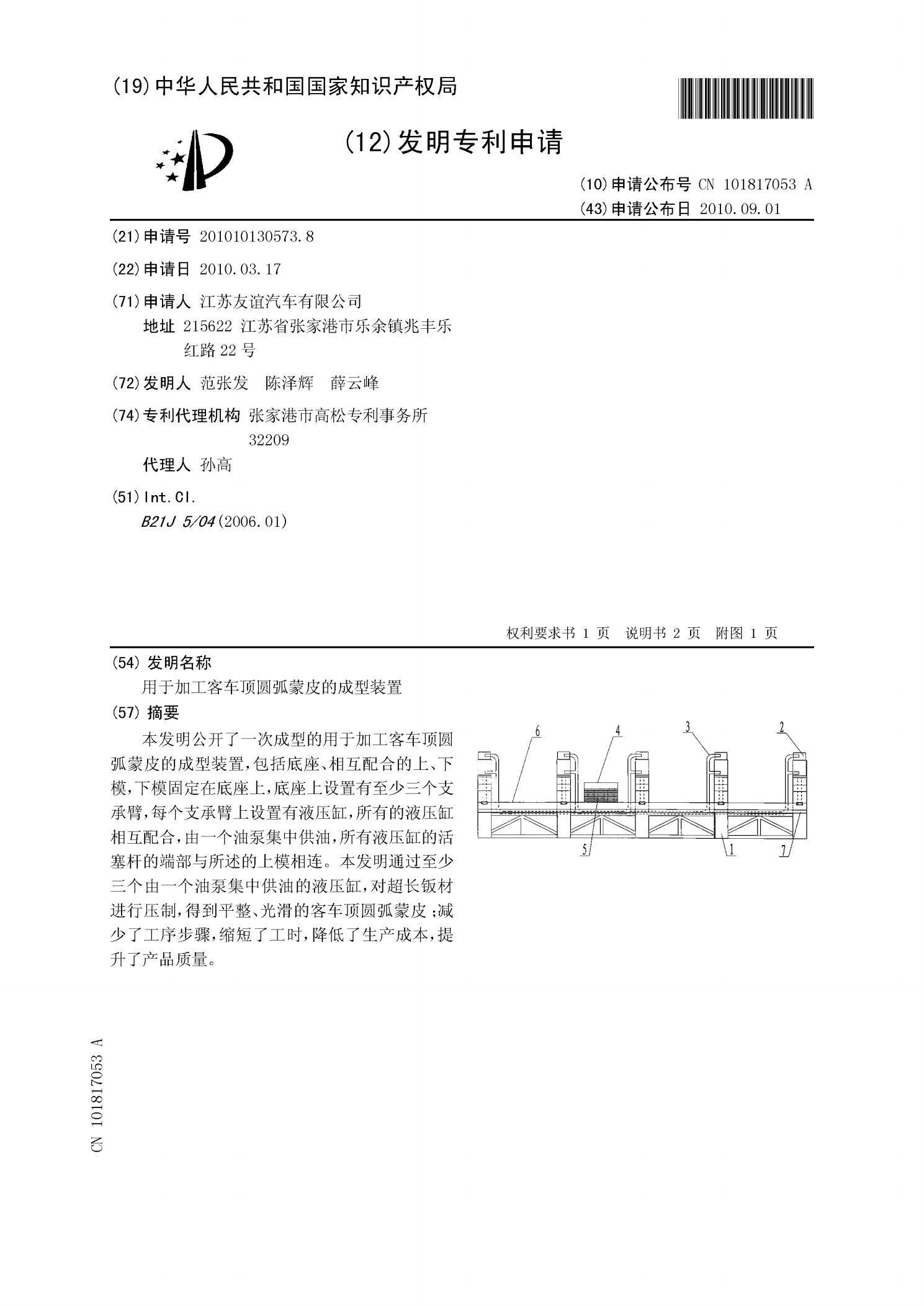
本发明公开了一次成型的用于加工客车顶圆弧蒙皮的成型装置,包括底座、相互配合的上、下模,下模固定在底座上,底座上设置有至少三个支承臂,每个支承臂上设置有液压缸,所有的液压缸相互配合,由一个油泵集中供油,所有液压缸的活塞杆的端部与所述的上模相连。本发明通过至少三个由一个油泵集中供油的液压缸,对超长钣材进行压制,得到平整、光滑的客车顶圆弧蒙皮;减少了工序步骤,缩短了工时,降低了生产成本,提升了产品质量。

客车乘客门蒙皮成形工艺及模具.docx
客车乘客门蒙皮成形工艺及模具标题:客车乘客门蒙皮成形工艺及模具摘要:客车乘客门是车辆的重要部件之一,其蒙皮成形工艺及模具设计对于保证车辆安全性、减少噪音及提升外观质量具有重要意义。本文将介绍客车乘客门蒙皮成形工艺及模具设计的基本原理和方法,并通过案例分析,提出一种有效的成形工艺及模具设计方案,以期对相关领域的研究和实践具有一定的参考价值。第1章:引言1.1研究背景和意义1.2研究目的和内容第2章:客车乘客门蒙皮成形工艺2.1成形工艺流程2.2材料选择和预处理2.3成形工艺参数控制第3章:客车乘客门模具设计

客车车身蒙皮自动化成型设备的研究.docx
客车车身蒙皮自动化成型设备的研究随着我国交通运输业的快速发展和人民生活质量的提高,客车需求量也在不断增长。为满足市场需求,提高客车生产效率和质量,客车车身蒙皮自动化成型设备的研究变得越来越重要。一、客车车身蒙皮自动化成型设备的概述客车车身蒙皮是指车身外部的覆盖物,其作用是保护车身结构,美化车身外观。传统的车身蒙皮生产方式一般采用人工裁剪、贴合、定形等流程,工作环境恶劣,生产效率低下,质量也无法得到保障。客车车身蒙皮自动化成型设备的出现改变了传统生产方式,它能够在无人干预的情况下,将车身蒙皮材料进行精确的裁