
一种用于螺柱焊的螺钉及焊接装置.pdf

雨巷****轶丽


1/9

2/9
3/9

4/9

5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于螺柱焊的螺钉及焊接装置.pdf
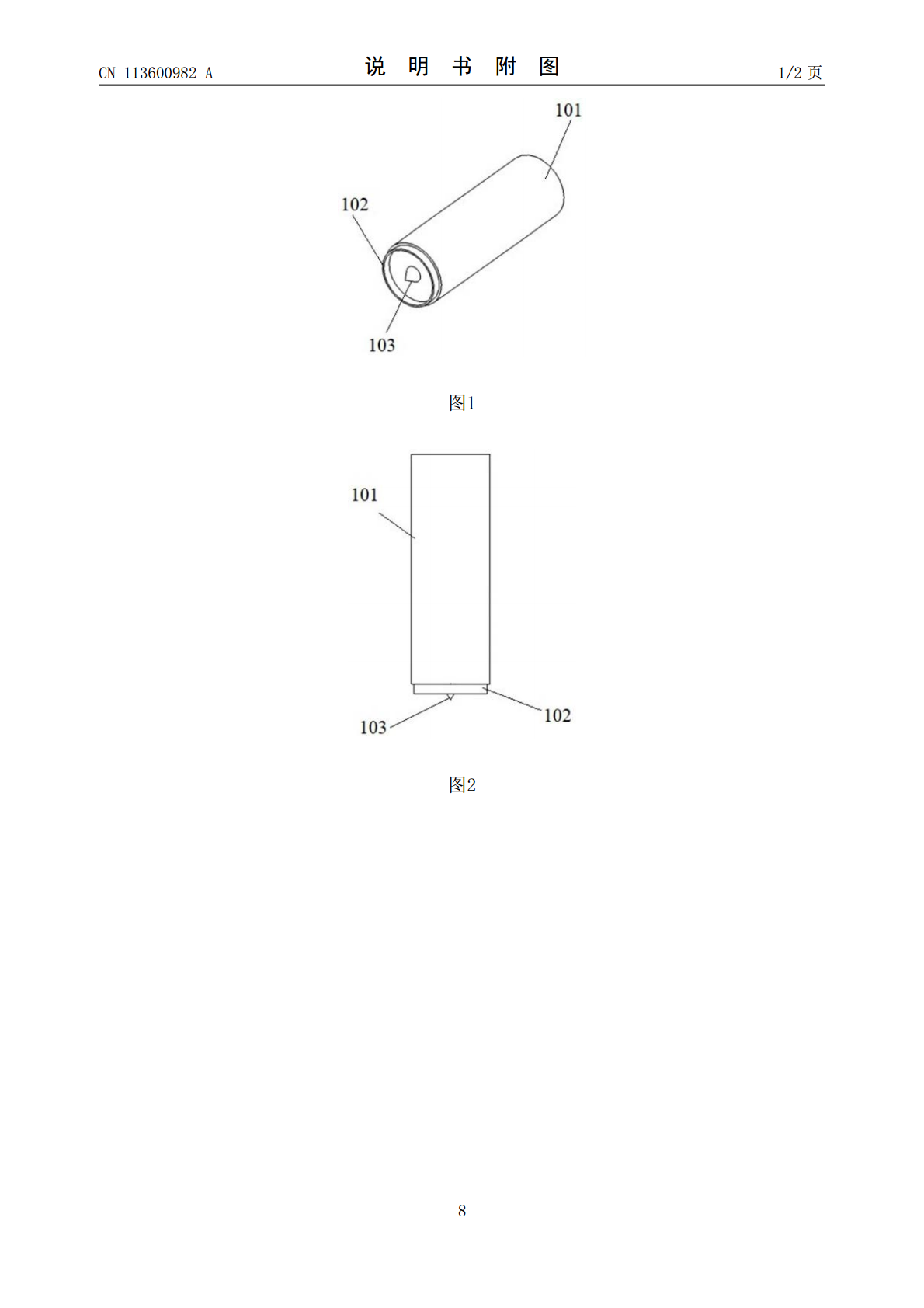
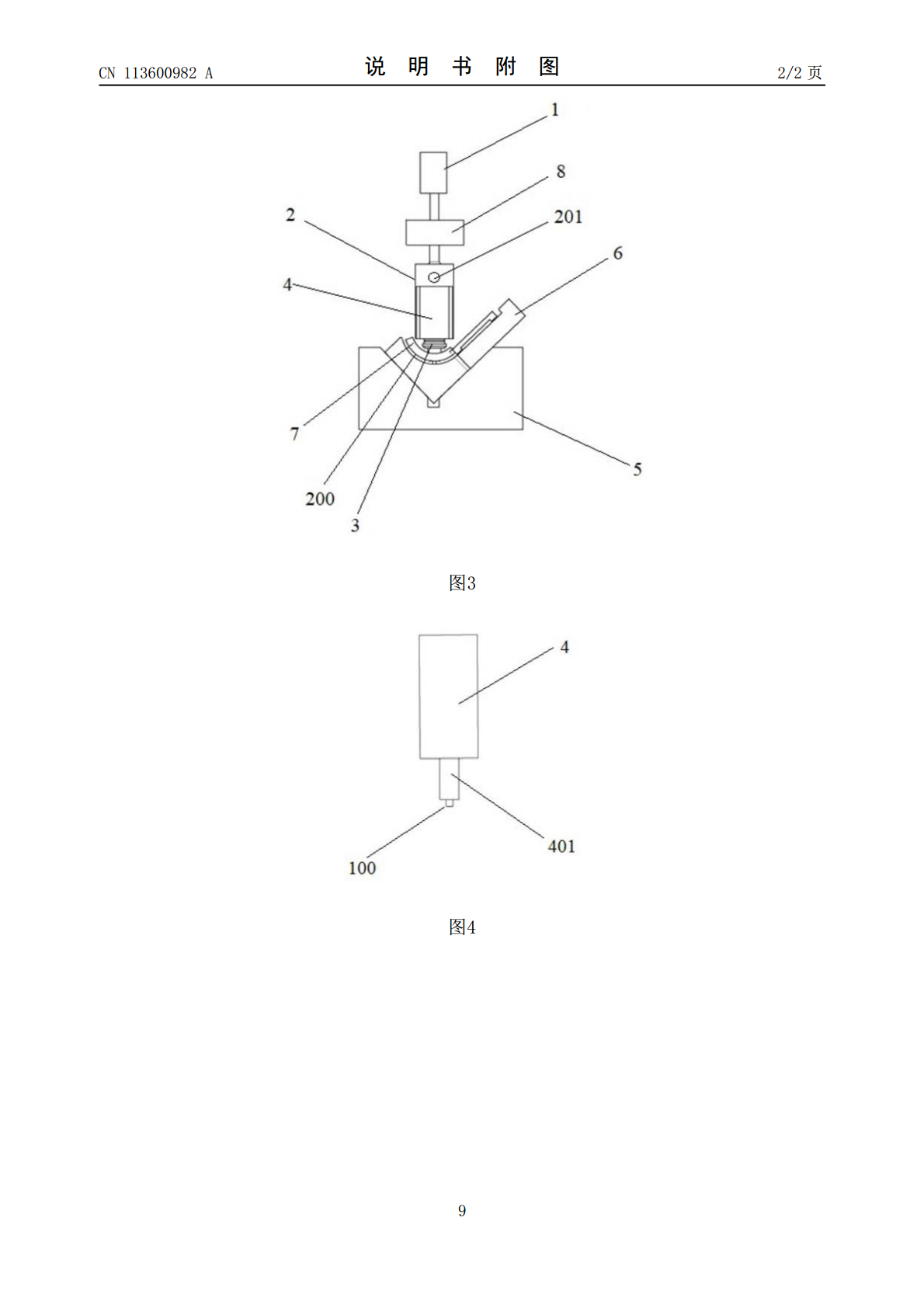
本发明涉及一种用于螺柱焊的螺钉,包括螺钉本体、圆环凸台和锥形凸台,螺钉本体的端部设有圆环凸台以及一个或多个锥形凸台,圆环凸台围设于一个或多个锥形凸台。本发明还涉及一种焊接装置。该用于螺柱焊的螺钉及焊接装置的目的是解决螺柱焊焊接质量及稳定性差的问题。

一种用于螺柱焊的可控型螺柱焊接地座.pdf
本实用新型公开了一种用于螺柱焊的可控型螺柱焊接地座,其特征在于:该螺柱焊接地座包括能够安装在焊接夹具或机器人抓手上的气缸(1),在气缸(1)的活塞杆上固定安装有接地绝缘底座(2),接地绝缘底座(2)上安装有用于和板件接触的接地铜块(3),该接地铜块(3)通过软连接铜带(4)和接地绝缘底座(2)上的焊接地线相连接。本实用新型的可控型螺柱焊接地座通过气缸伸缩控制接地绝缘底座和接地铜块的位置,且采用软连接铜带提高焊接地线回路的稳定性;该可控型螺柱焊接地座具有可调可控的特性,还能有效改善磁偏吹现象,故适宜推广使用
螺柱焊焊接标准.pdf

一种螺柱焊焊接接头的扭矩测试装置.pdf
本发明公开了一种螺柱焊焊接接头的扭矩测试装置,待测螺柱焊接在工件上,包括第一套筒、齿轮螺母、齿轮、第一夹具、第二夹具、第一轴承、扭矩扳手、第二轴承和第二套筒,第一套筒内开设有倒T型槽,齿轮螺母设置在第一套筒上,且与第一套筒一体成型,第二夹具底端和第一夹具分别固定连接工件两端,第一轴承和第二轴承均安装在第二夹具上端,且第一轴承与第一套筒上端配合连接,齿轮通过中心轴与第二轴承配合连接,所述齿轮与齿轮螺母外表面的齿轮啮合连接,中心轴上端通过第二套筒与扭矩扳手配合连接。本发明可以使用更小的力测得扭矩值,从而增加螺
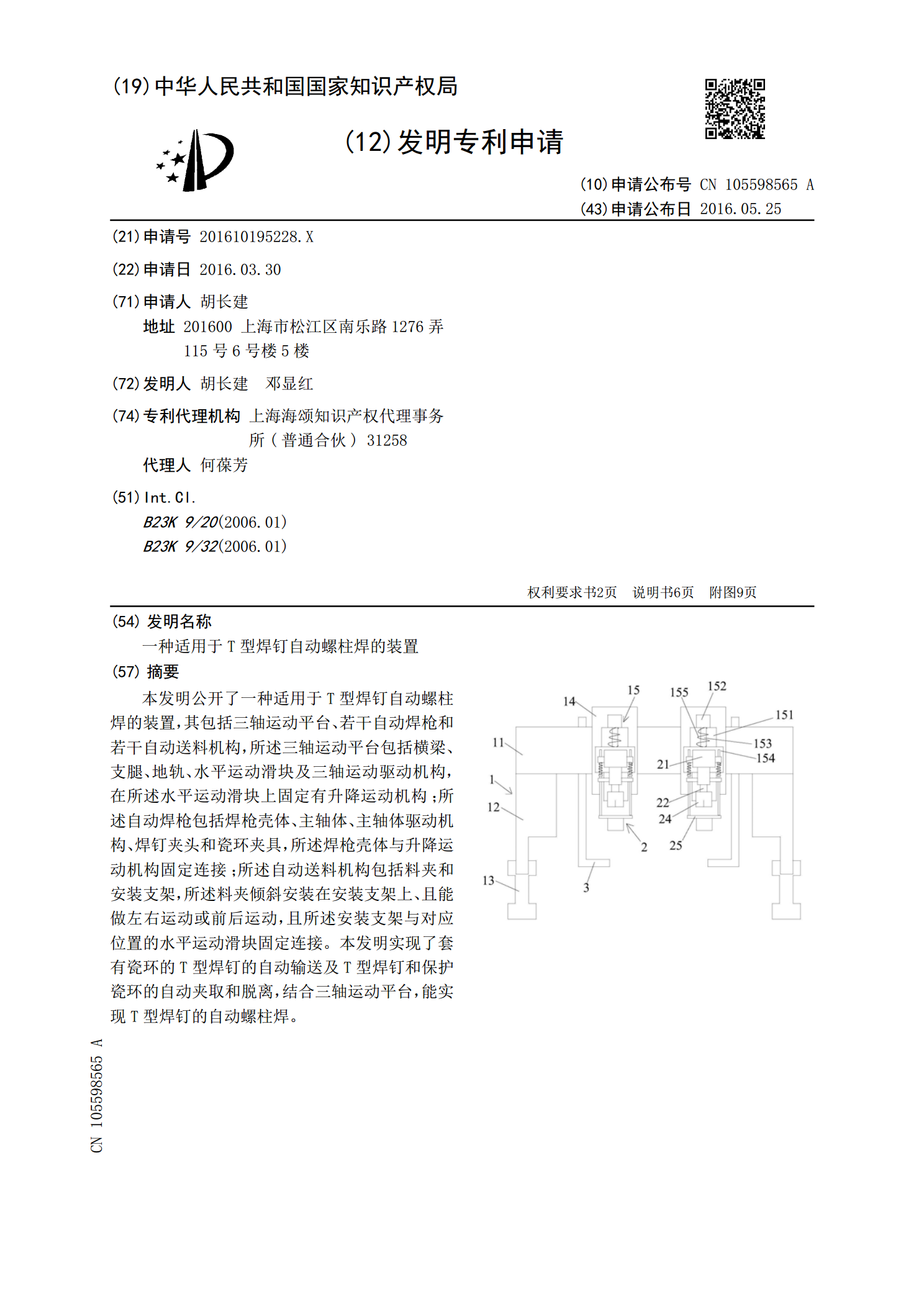
一种适用于T型焊钉自动螺柱焊的装置.pdf
本发明公开了一种适用于T型焊钉自动螺柱焊的装置,其包括三轴运动平台、若干自动焊枪和若干自动送料机构,所述三轴运动平台包括横梁、支腿、地轨、水平运动滑块及三轴运动驱动机构,在所述水平运动滑块上固定有升降运动机构;所述自动焊枪包括焊枪壳体、主轴体、主轴体驱动机构、焊钉夹头和瓷环夹具,所述焊枪壳体与升降运动机构固定连接;所述自动送料机构包括料夹和安装支架,所述料夹倾斜安装在安装支架上、且能做左右运动或前后运动,且所述安装支架与对应位置的水平运动滑块固定连接。本发明实现了套有瓷环的T型焊钉的自动输送及T型焊钉和保