
一种无标准棒的精密主轴径向跳动测量方法及装置.pdf

Th****84

1/9

2/9

3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无标准棒的精密主轴径向跳动测量方法及装置.pdf
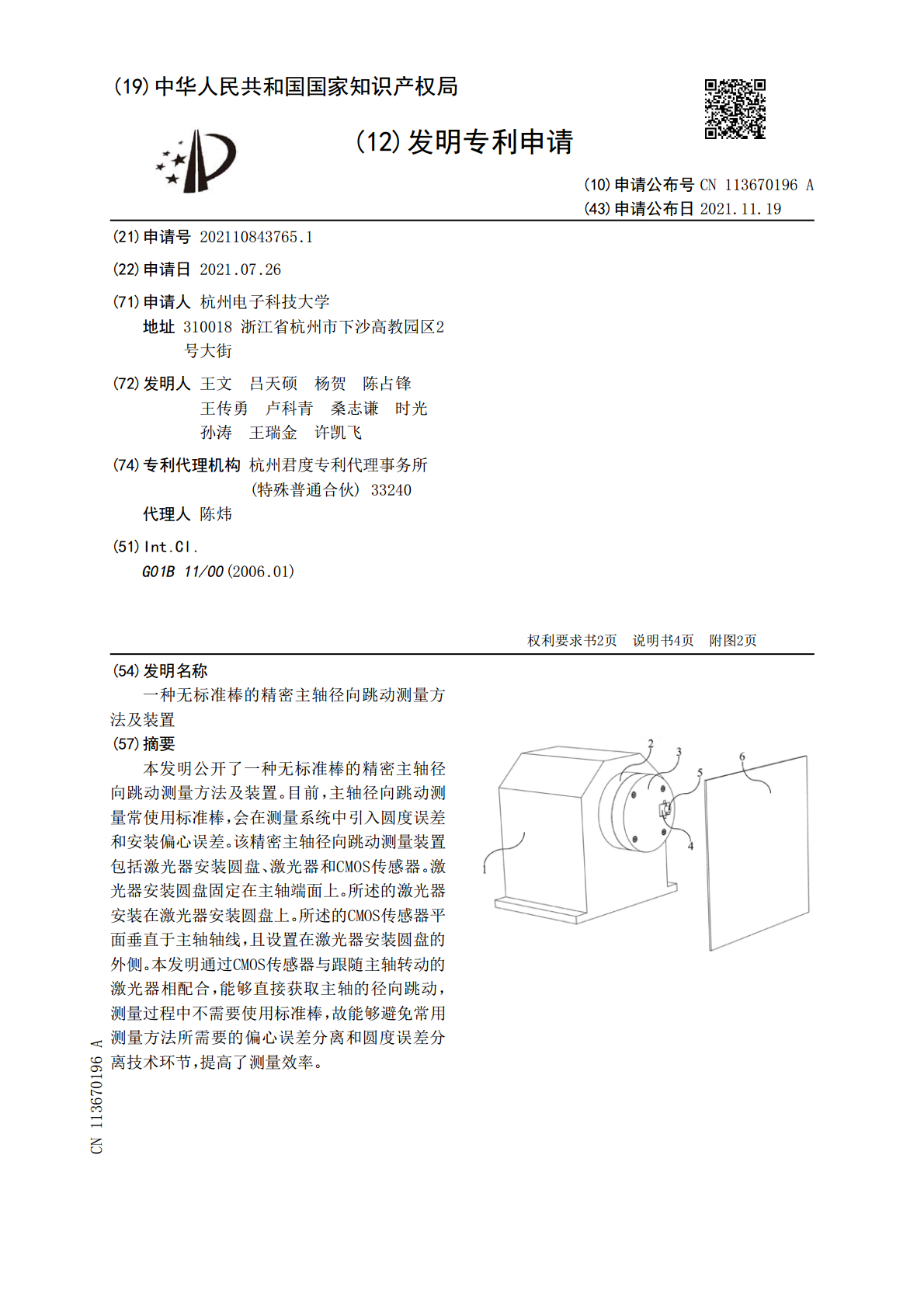
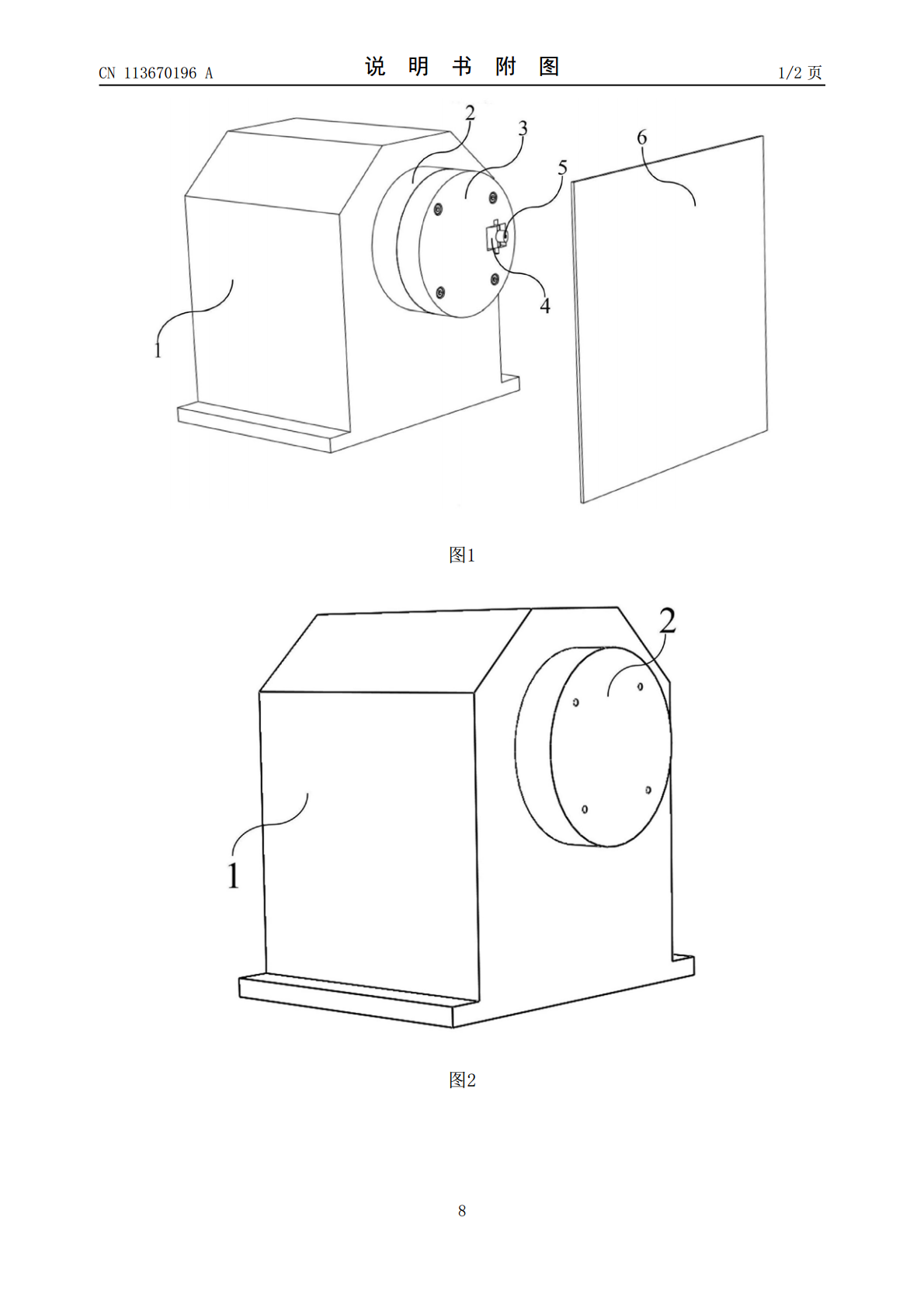
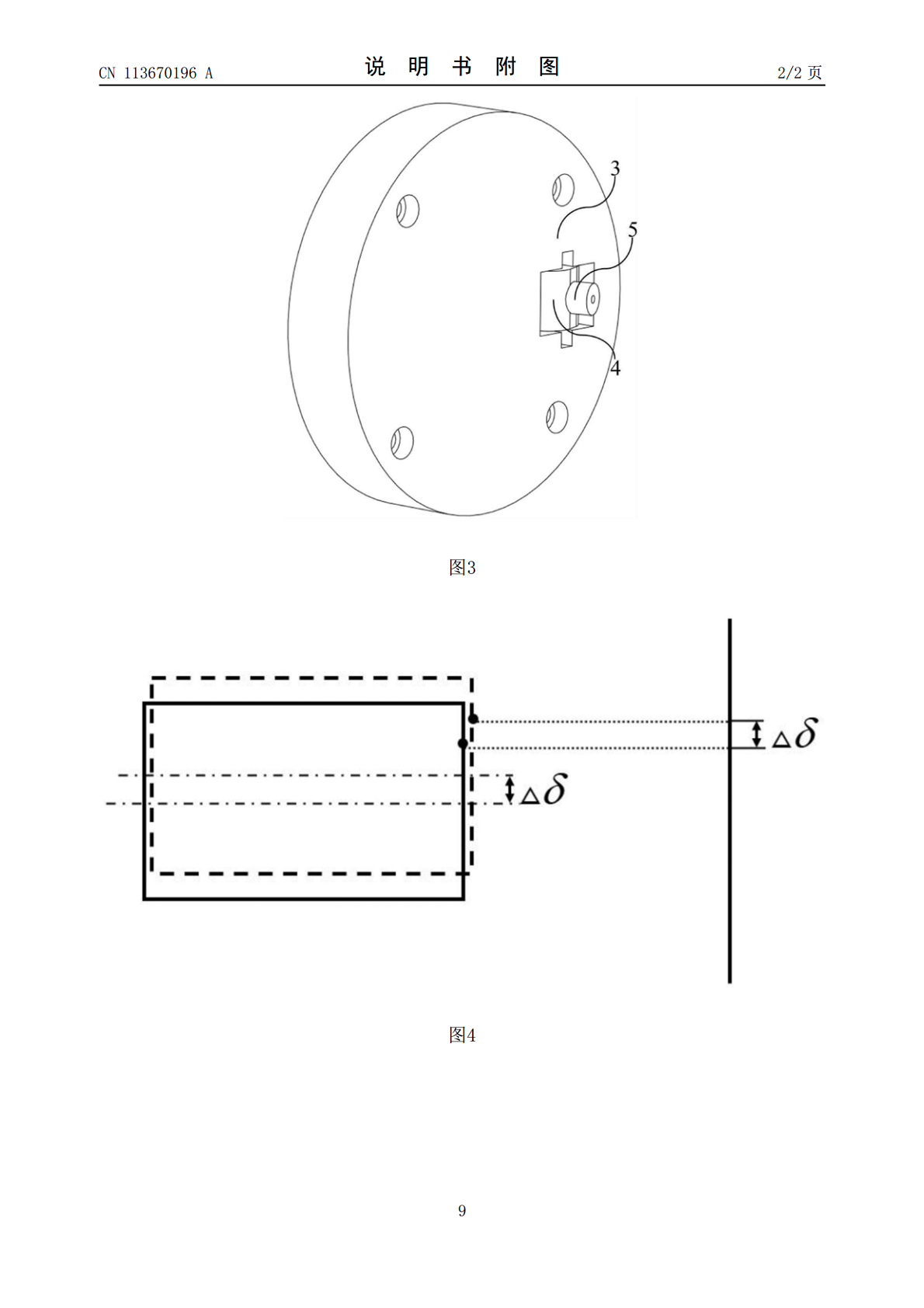
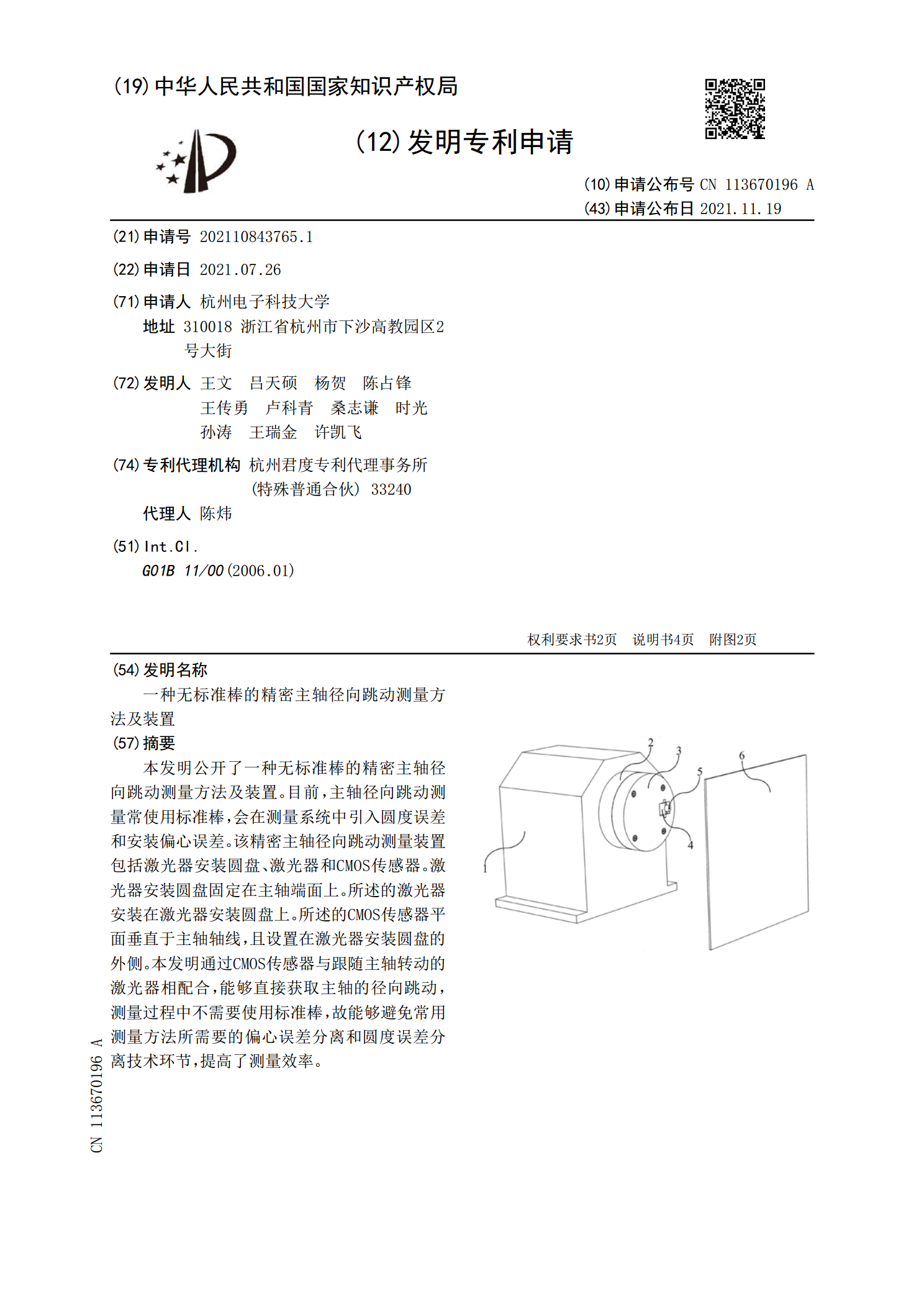
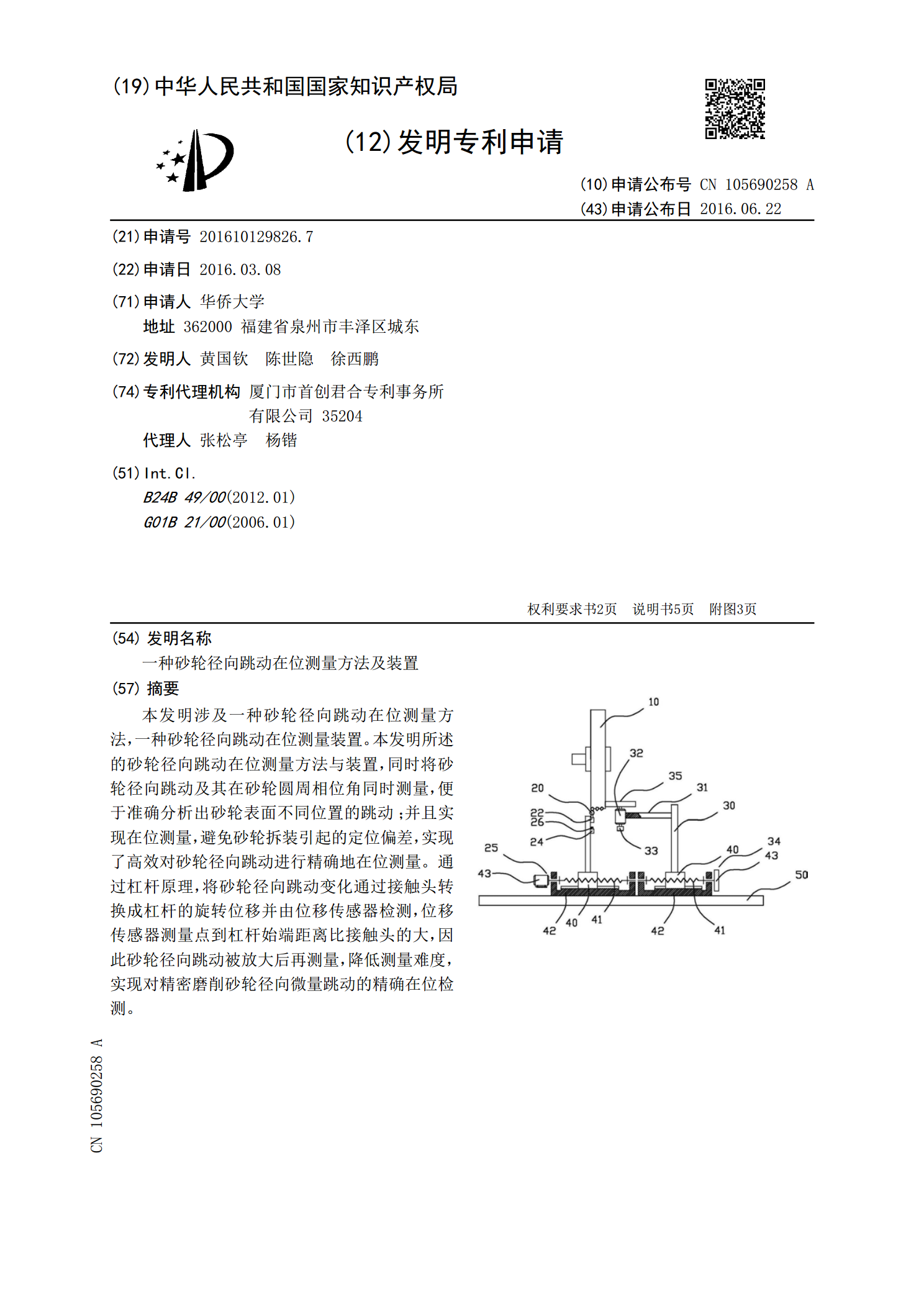
本发明公开了一种无标准棒的精密主轴径向跳动测量方法及装置。目前,主轴径向跳动测量常使用标准棒,会在测量系统中引入圆度误差和安装偏心误差。该精密主轴径向跳动测量装置包括激光器安装圆盘、激光器和CMOS传感器。激光器安装圆盘固定在主轴端面上。所述的激光器安装在激光器安装圆盘上。所述的CMOS传感器平面垂直于主轴轴线,且设置在激光器安装圆盘的外侧。本发明通过CMOS传感器与跟随主轴转动的激光器相配合,能够直接获取主轴的径向跳动,测量过程中不需要使用标准棒,故能够避免常用测量方法所需要的偏心误差分离和圆度误差分离
一种砂轮径向跳动在位测量方法及装置.pdf
本发明涉及一种砂轮径向跳动在位测量方法,一种砂轮径向跳动在位测量装置。本发明所述的砂轮径向跳动在位测量方法与装置,同时将砂轮径向跳动及其在砂轮圆周相位角同时测量,便于准确分析出砂轮表面不同位置的跳动;并且实现在位测量,避免砂轮拆装引起的定位偏差,实现了高效对砂轮径向跳动进行精确地在位测量。通过杠杆原理,将砂轮径向跳动变化通过接触头转换成杠杆的旋转位移并由位移传感器检测,位移传感器测量点到杠杆始端距离比接触头的大,因此砂轮径向跳动被放大后再测量,降低测量难度,实现对精密磨削砂轮径向微量跳动的精确在位检测。

一种轴承内圈径向跳动的测量方法及测量装置.pdf
本发明涉及一种轴承内圈径向跳动的测量方法及测量装置,该测量装置包括支撑架、芯轴、测量部件和供测量部件安装的安装架,所述测量部件包括至少两个测量方向不共线的测量部件,安装架上设有用于与被测轴承的外圈止转定位配合的弹性顶压件,当弹性顶压件为另设的弹性件时测量部件均为非接触式测量部件,当其中一个测量部件为接触式测量部件时接触式测量部件的测量头形成所述弹性顶压件,此时其余测量部件为非接触式测量部件。至少两个测量方向不同的测量部件对被测轴承的外圈的位移进行测量,然后求矢量和,以此得出被测轴承内圈的径向跳动值,采用该

风电轴承径向跳动的测量装置及其测量方法.pdf
本发明公开了一种风电轴承径向跳动测量装置,包括支架、传动部件、万能测量表座、测量表及圆柱形的标准样柱,所述传动部件包括安装在支架上的电动机、安装电动机输出轴上并位于支架上端的转动底座及安装在转动底座上的传动齿轮;所述万能测量表座包括磁性底座、活动测杆及磁性开关,所述活动测杆的一头通过一竖直杆活动连接在磁性底座上,另一头开设一表具孔;所述磁性开关安装在磁性底座上用于控制磁性底座与被测轴承的外圈或内圈吸附连接;所述测量表安装在活动测杆的表具孔中。本发明还公开了一种风电轴承径向跳动测量方法,包括测量轴承内外圈的

CA6140主轴径向跳动分析.docx
摘要CA6140普通车床是在实际生产中应用十分广泛,是最常见的车床之一。是我国在C620-1的基础上自行设计的,其通用性、系列化程度较高、性能较优越、结构较先进、操作方便、外观美观和精度较高。其主要用于加工轴、盘、套和其他具有回转表面的工件。机床的加工精度是衡量机床性能的一项重要指标,影响机床加工精度的因素很多,有机床本身的精度影响,还有因机床及工艺系统变形、加工中产生震动、机床的磨损以及刀具磨损等因素的影响。在这些因素之中,机床本身的精度是一个重要的因素。通过毕业设计使我学会了对相关学科中的基本理论基本