
一种纤维复合材料及其制备方法.pdf

思洁****爱吗


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种纤维复合材料及其制备方法.pdf
本发明公开了一种纤维复合材料及其制备方法,包括以下重量份的原料:丙二醇6‑13份、间苯二甲酸酐8‑15份、亚麻酸12‑18份、树脂酸8‑12份、植物纤维80‑120份、可降解树脂30‑45份、发泡剂0.8‑1.5份、填料6‑10份、玻璃微珠1.2‑1.6份、石蜡2‑3份、植物油1.5‑2.6份、交联剂1.5‑3份、凤眼莲4‑8份、相容剂2‑4份、复合稳定剂1‑2份、分散剂2‑3份和表面活性剂1‑2.4份,植物油采用大豆油、玉米油、蓖麻油和芝麻油中的至少两种。本发明原料来源广泛,通过各组分之间的协同作用,制
一种纤维复合材料及其制备方法.pdf
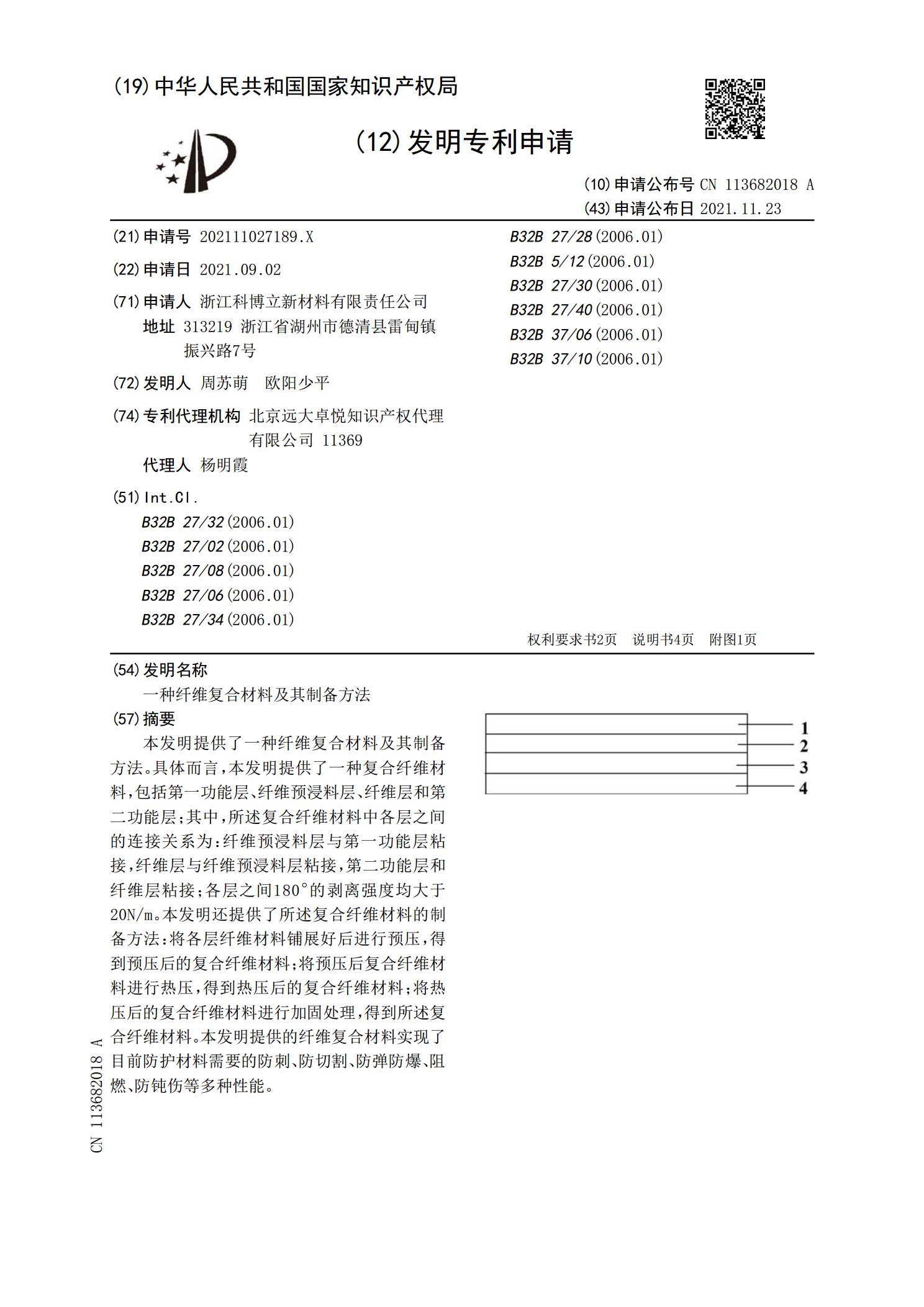
本发明提供了一种纤维复合材料及其制备方法。具体而言,本发明提供了一种复合纤维材料,包括第一功能层、纤维预浸料层、纤维层和第二功能层;其中,所述复合纤维材料中各层之间的连接关系为:纤维预浸料层与第一功能层粘接,纤维层与纤维预浸料层粘接,第二功能层和纤维层粘接;各层之间180°的剥离强度均大于20N/m。本发明还提供了所述复合纤维材料的制备方法:将各层纤维材料铺展好后进行预压,得到预压后的复合纤维材料;将预压后复合纤维材料进行热压,得到热压后的复合纤维材料;将热压后的复合纤维材料进行加固处理,得到所述复合纤维
一种碳纤维复合材料及其制备方法.pdf
本发明公开了一种碳纤维复合材料及其制备方法,所述碳纤维复合材料包括碳纤维、聚对苯二甲酸乙二酯、芳烷基磺酸盐、改性石墨烯、含有改性聚乙烯的混合树脂、偶联剂,该碳纤维复合材料,加入了改性石墨烯和改性聚乙烯,可以极大的提高材料的拉伸强度、弯曲强度和冲击强度,而且改性石墨烯和改性聚乙烯两者会产生协同增效,进一步提高复合材料的性能,解决了现有的碳纤维复合材料,在拉伸强度、弯曲强度和冲击强度的性能上无法满足需求的问题。
一种碳纤维复合材料及其制备方法.pdf
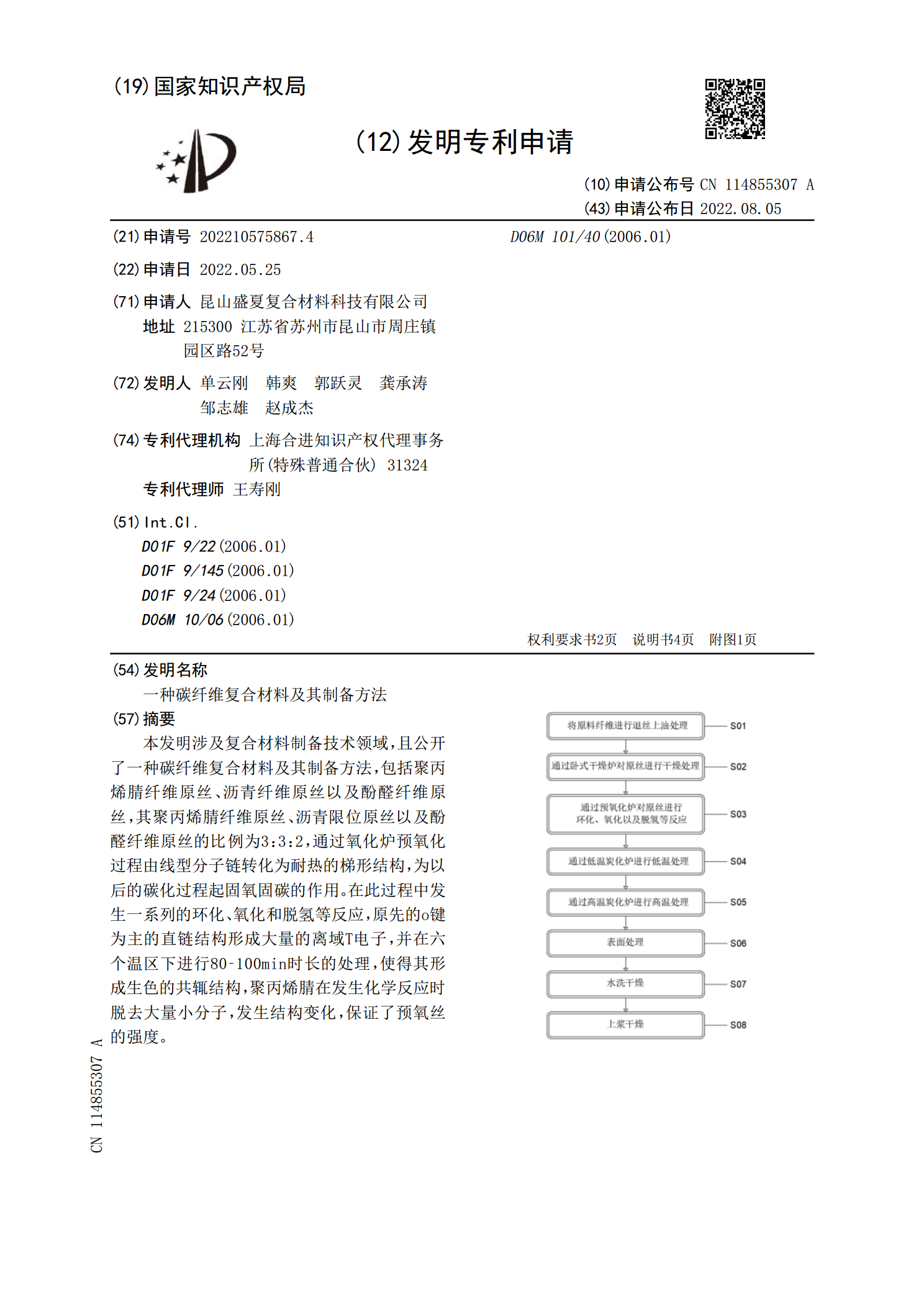
本发明涉及复合材料制备技术领域,且公开了一种碳纤维复合材料及其制备方法,包括聚丙烯腈纤维原丝、沥青纤维原丝以及酚醛纤维原丝,其聚丙烯腈纤维原丝、沥青限位原丝以及酚醛纤维原丝的比例为3:3:2,通过氧化炉预氧化过程由线型分子链转化为耐热的梯形结构,为以后的碳化过程起固氧固碳的作用。在此过程中发生一系列的环化、氧化和脱氢等反应,原先的o键为主的直链结构形成大量的离域T电子,并在六个温区下进行80‑100min时长的处理,使得其形成生色的共辄结构,聚丙烯腈在发生化学反应时脱去大量小分子,发生结构变化,保证了预氧

一种纤维增强复合材料及其制备方法.pdf
本发明公开了一种纤维增强复合材料及其制备方法,所述纤维增强复合材料由纤维树脂层与阻尼层交替铺放,其中:纤维树脂层为被树脂浸润的纤维,阻尼层为被树脂浸润的蜂窝材料;纤维树脂层与阻尼层的层间可以添加橡胶层或金属层;纤维树脂层、阻尼层以及橡胶层、金属层相互交替设置。所述纤维增强复合材料制备方法包括步骤一:将纤维经树脂浸润制成纤维树脂层;步骤二:将蜂窝材料经树脂浸润制成阻尼层,纤维树脂层与阻尼层的层结构间可以添加橡胶层或金属层;步骤三:将纤维树脂层与阻尼层交替铺放于模具型腔内;步骤四:将模具型腔内的层结构经加温、