
一种汽车外覆盖件滑移线控制方法.pdf

山梅****ai


1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车外覆盖件滑移线控制方法.pdf
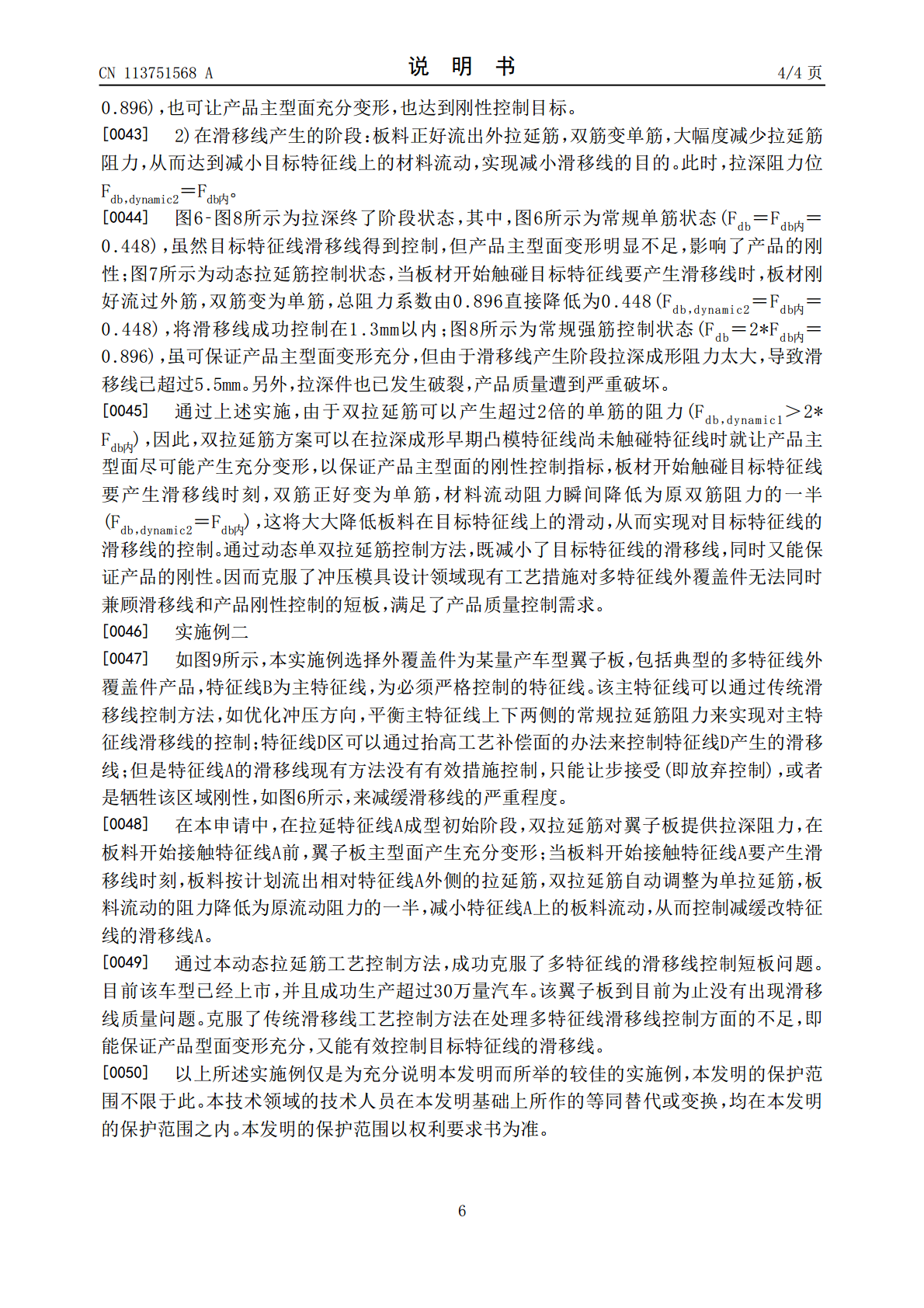
本发明公开了一种汽车外覆盖件滑移线控制方法,包括以下步骤:S1:在目标特征线一侧设置双拉延筋;S2:在拉延成形初始阶段,通过双拉延筋使目标特征线附近的外覆盖件主型面产生充分变形;S3:在滑移线产生的阶段,通过调整双拉延筋相对距离,使板料流出相对外侧的拉延筋,双拉延筋自动调整为单拉延筋,减小目标特征线上的板料流动,从而控制减缓改目标特征线的滑移线。本发明能够在保证产品刚性的前提下,有效减少甚至消除多特征线的滑移线问题。

面向智能制造的汽车外覆盖件棱线滑移线研究.pptx
面向智能制造的汽车外覆盖件棱线滑移线研究目录棱线滑移线研究背景智能制造的发展趋势汽车外覆盖件制造的挑战棱线滑移线的应用价值棱线滑移线的原理与技术棱线滑移线的定义与原理关键技术及其实现方法技术优势与局限性汽车外覆盖件制造中的棱线滑移线应用应用场景与需求分析实际应用案例与效果未来应用前景与挑战棱线滑移线技术的创新与发展技术创新的方向与重点技术发展趋势与展望跨领域应用的潜力与可能性棱线滑移线技术的实践与推广技术推广的策略与措施企业实践经验与教训社会效益与经济效益分析结论与建议研究结论总结对未来研究的建议与展望感

汽车外覆盖件面品提升的控制方法.docx
汽车外覆盖件面品提升的控制方法标题:汽车外覆盖件面品提升的控制方法引言:随着经济的发展和人们生活水平的提高,汽车在现代社会中扮演着重要的角色。汽车外覆盖件是决定汽车外观的重要组成部分,对于消费者来说,外观品质的提升是选择一辆汽车的重要考量因素之一。本文旨在探讨汽车外覆盖件面品提升的控制方法,并提出相应的解决方案。一、汽车外覆盖件面品的重要性汽车外覆盖件作为汽车外观的重要组成部分,直接影响着消费者对汽车的首相印象。良好的面品能够提高汽车的整体质感和价值,吸引消费者产生购买欲望。同时,汽车外观也代表着汽车制造

汽车外覆盖件DL设计方法9解读.doc
—71—E—骄车前侧车门內板;F—骄车前侧车门外板;G—骄车前侧车门外板夹紧器;H—压缩弹簧;I—压缩弹簧;J—骄车前侧车门內板夹紧器;K—压死边凸模;L—上模座;M—预包边转动斜契驱动器。图中虚线所示,按(图七十七)a)包边(扣合)机的包边(扣合)模块分块原则而分块的预包边转动斜契是张开的,待预包边转动斜契受到预包边转动斜契驱动器传动之后,正如图中实线所示,预包边转动斜契向模具中间转动,接触骄车前侧车门外板垂直边,将其予包边(扣合)成形为450的倒钩边。然后预包边转动斜契在预包边转动斜契驱动器的继续传动
汽车外覆盖件DL设计方法9解读.doc
—71—E—骄车前侧车门內板;F—骄车前侧车门外板;G—骄车前侧车门外板夹紧器;H—压缩弹簧;I—压缩弹簧;J—骄车前侧车门內板夹紧器;K—压死边凸模;L—上模座;M—预包边转动斜契驱动器。图中虚线所示,按(图七十七)a)包边(扣合)机的包边(扣合)模块分块原则而分块的预包边转动斜契是张开的,待预包边转动斜契受到预包边转动斜契驱动器传动之后,正如图中实线所示,预包边转动斜契向模具中间转动,接触骄车前侧车门外板垂直边,将其予包边(扣合)成形为450的倒钩边。然后预包边转动斜契在预包边转动斜契驱动器的继续传动