
一种复杂孔系位置度检具及检测方法.pdf

闪闪****魔王

1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种复杂孔系位置度检具及检测方法.pdf
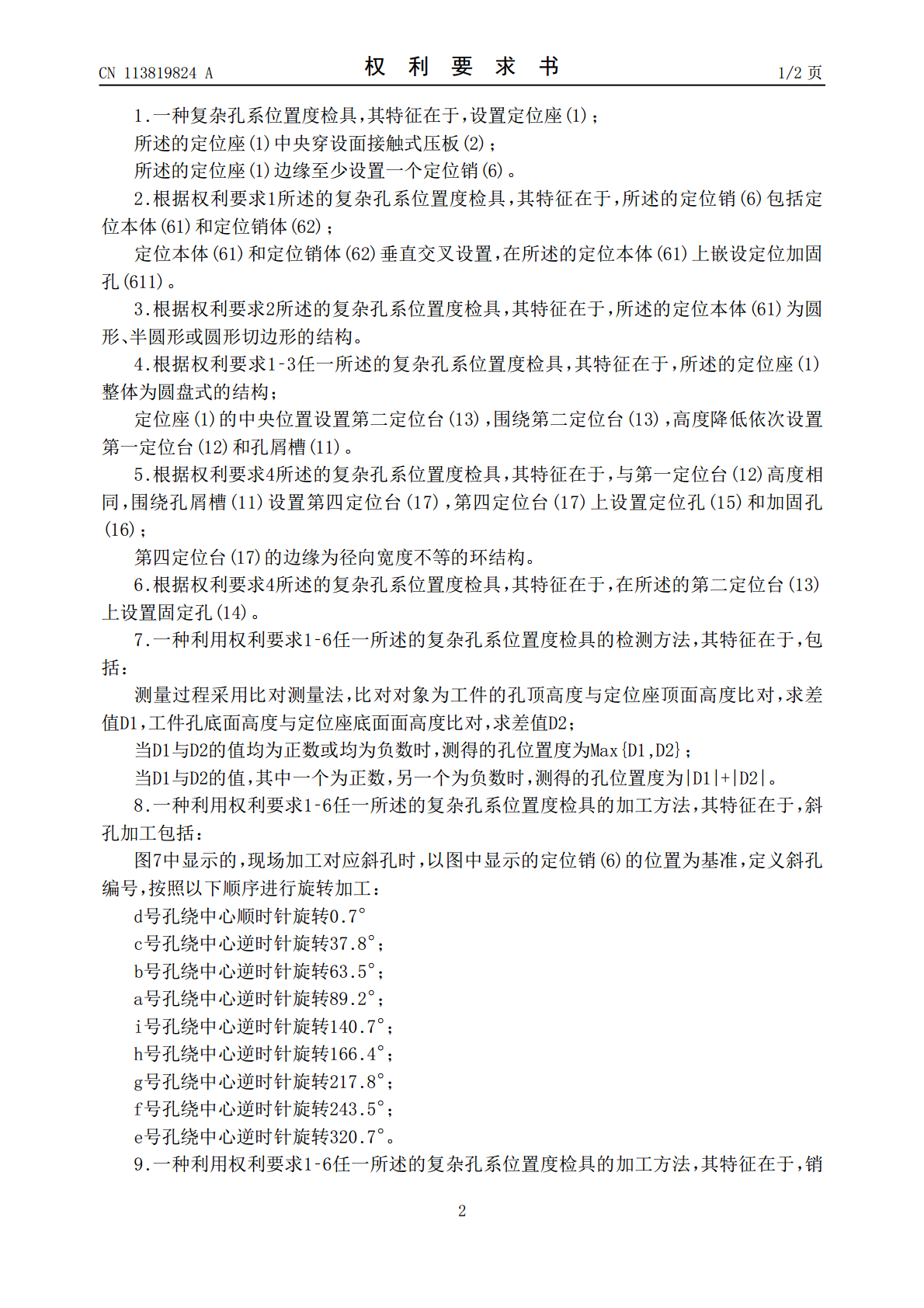
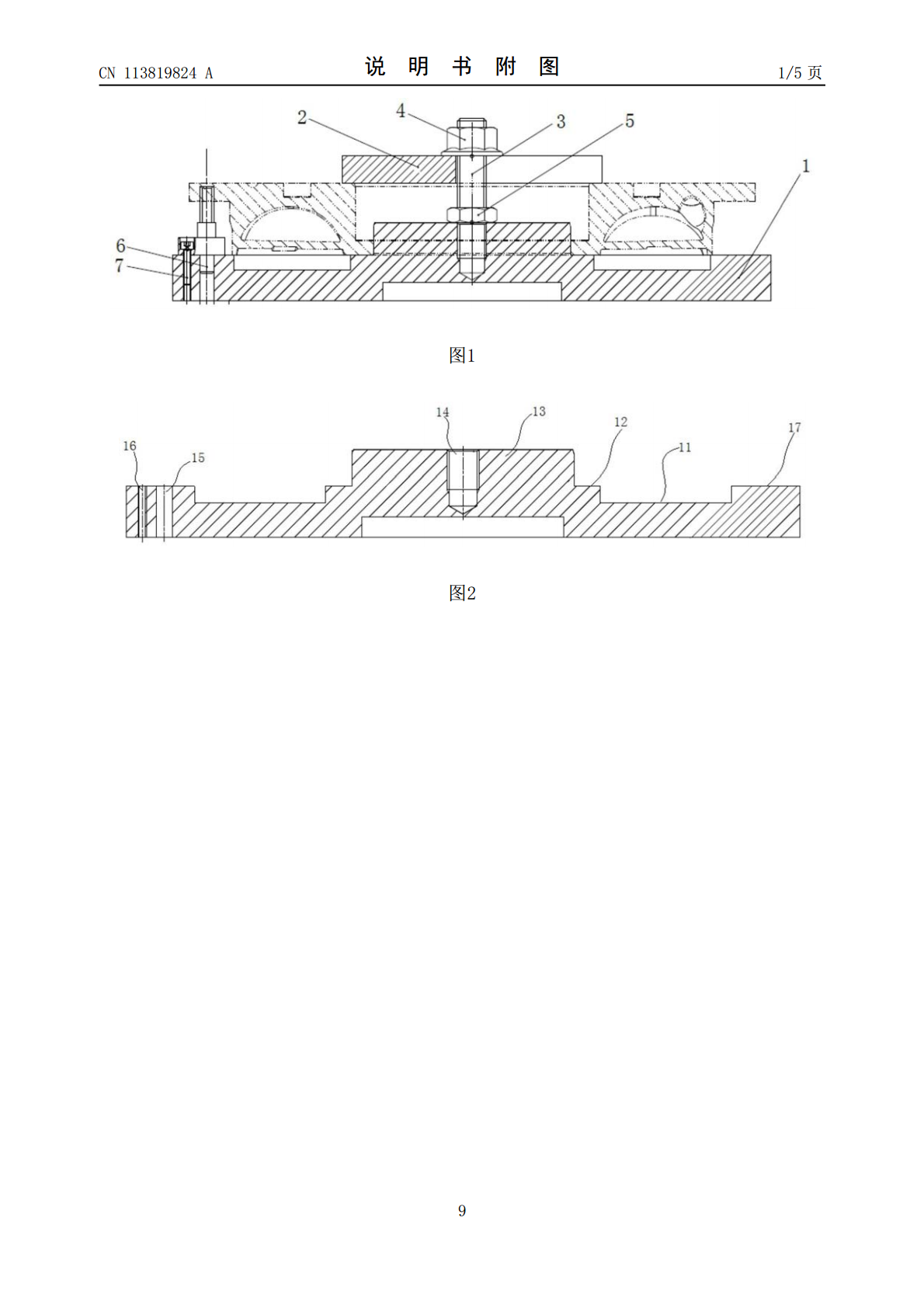
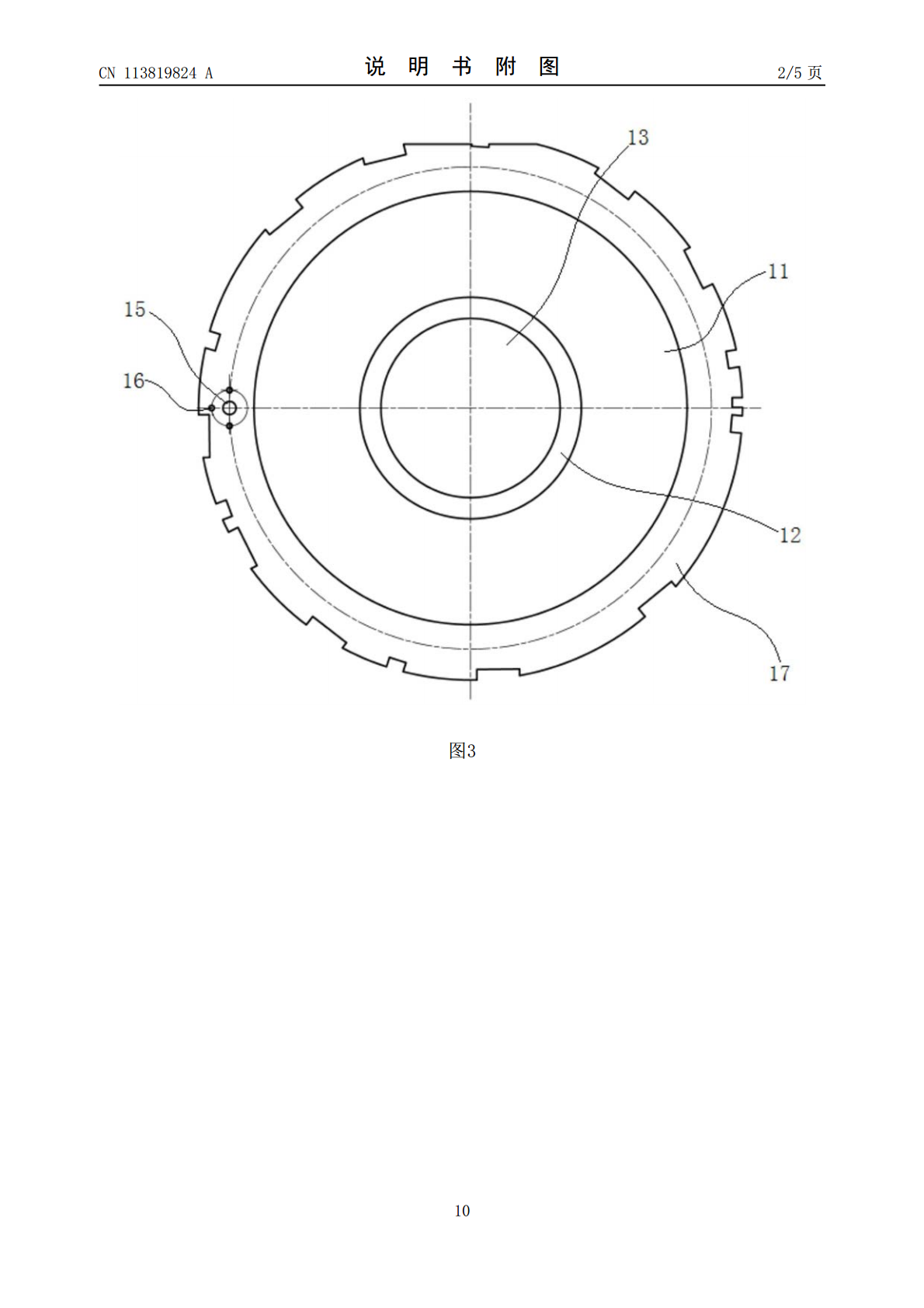
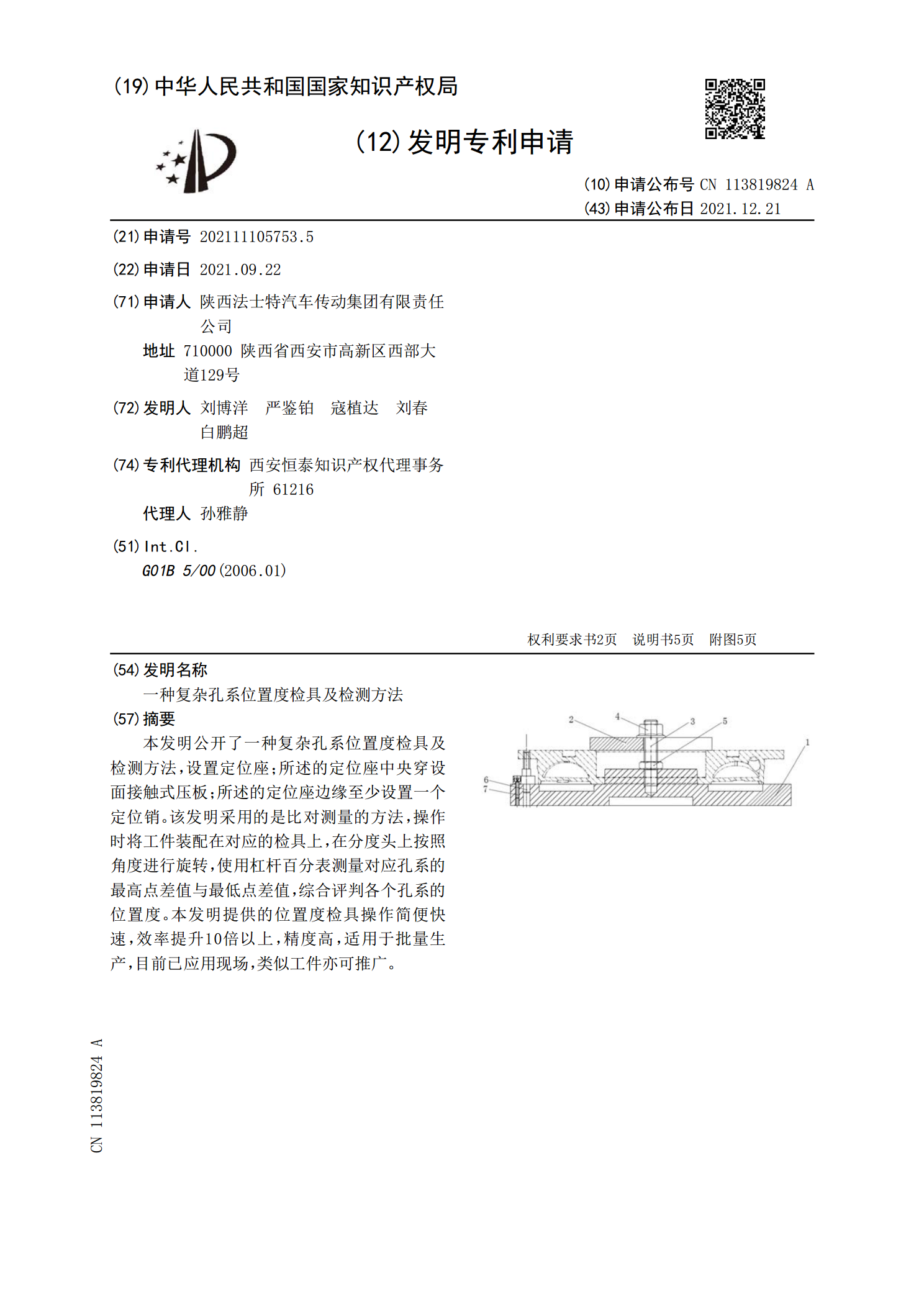
本发明公开了一种复杂孔系位置度检具及检测方法,设置定位座;所述的定位座中央穿设面接触式压板;所述的定位座边缘至少设置一个定位销。该发明采用的是比对测量的方法,操作时将工件装配在对应的检具上,在分度头上按照角度进行旋转,使用杠杆百分表测量对应孔系的最高点差值与最低点差值,综合评判各个孔系的位置度。本发明提供的位置度检具操作简便快速,效率提升10倍以上,精度高,适用于批量生产,目前已应用现场,类似工件亦可推广。
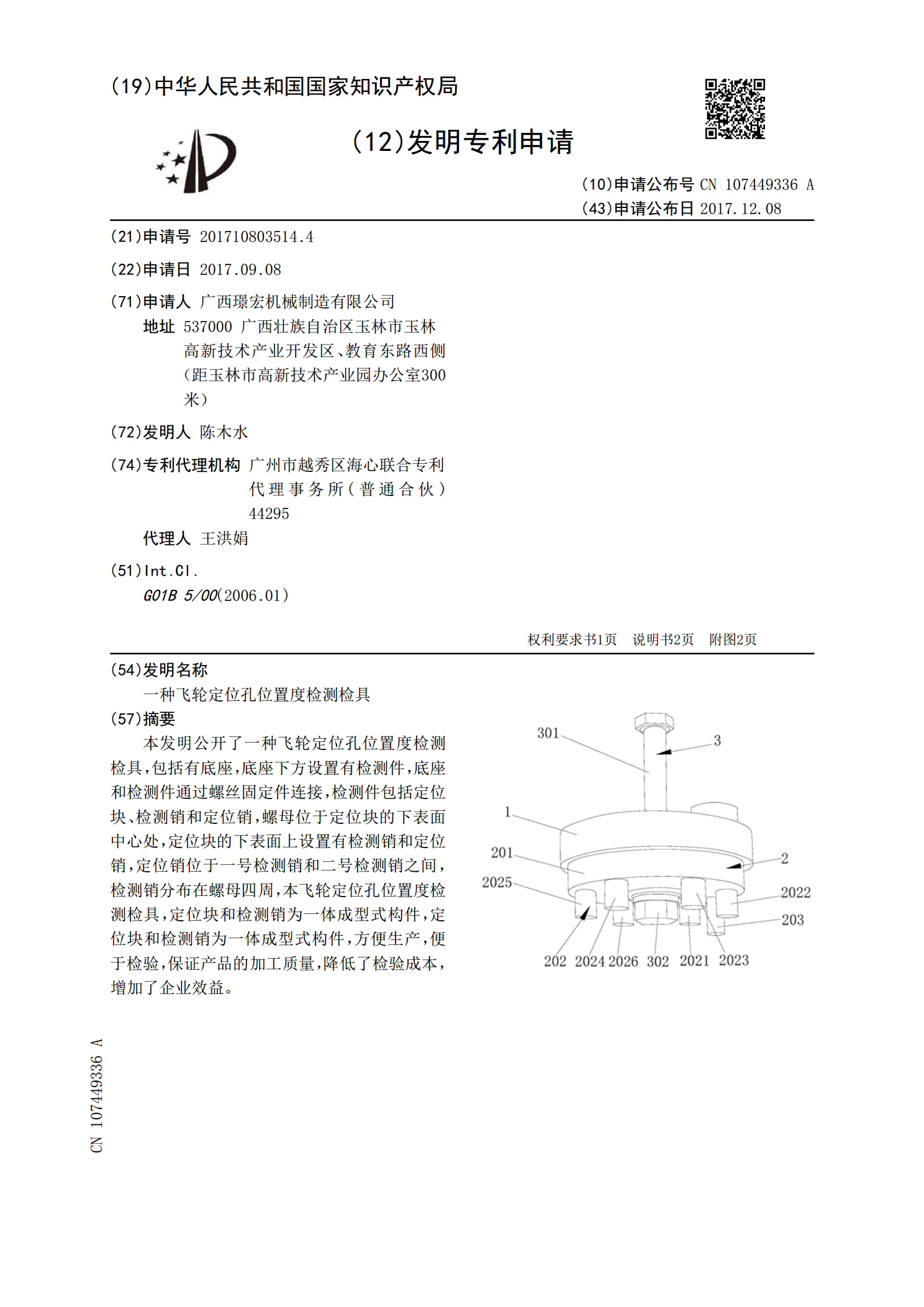
一种飞轮定位孔位置度检测检具.pdf
本发明公开了一种飞轮定位孔位置度检测检具,包括有底座,底座下方设置有检测件,底座和检测件通过螺丝固定件连接,检测件包括定位块、检测销和定位销,螺母位于定位块的下表面中心处,定位块的下表面上设置有检测销和定位销,定位销位于一号检测销和二号检测销之间,检测销分布在螺母四周,本飞轮定位孔位置度检测检具,定位块和检测销为一体成型式构件,定位块和检测销为一体成型式构件,方便生产,便于检验,保证产品的加工质量,降低了检验成本,增加了企业效益。
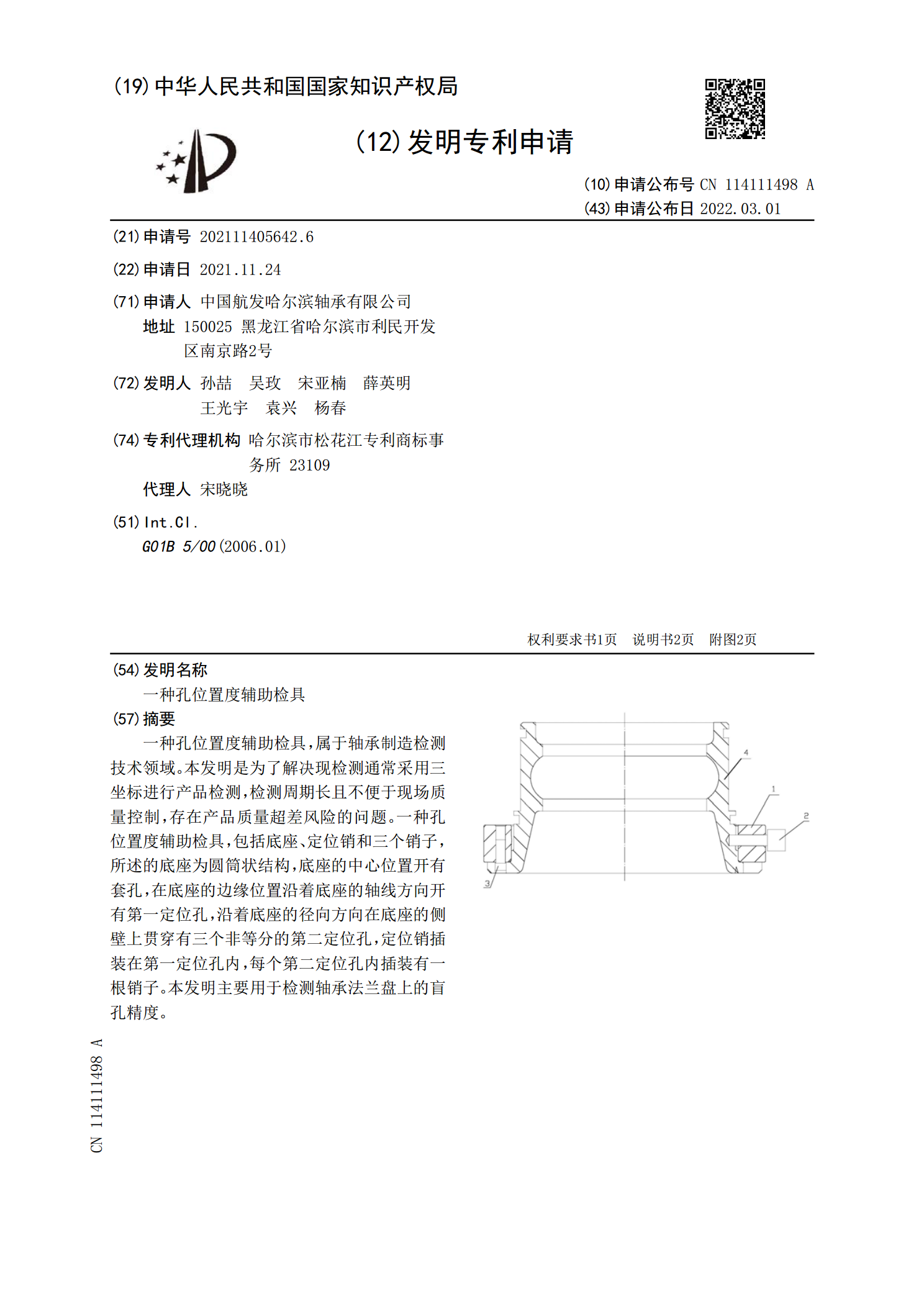
一种孔位置度辅助检具.pdf
一种孔位置度辅助检具,属于轴承制造检测技术领域。本发明是为了解决现检测通常采用三坐标进行产品检测,检测周期长且不便于现场质量控制,存在产品质量超差风险的问题。一种孔位置度辅助检具,包括底座、定位销和三个销子,所述的底座为圆筒状结构,底座的中心位置开有套孔,在底座的边缘位置沿着底座的轴线方向开有第一定位孔,沿着底座的径向方向在底座的侧壁上贯穿有三个非等分的第二定位孔,定位销插装在第一定位孔内,每个第二定位孔内插装有一根销子。本发明主要用于检测轴承法兰盘上的盲孔精度。

一种用于检测齿轮室的轴承孔位置度的检具.pdf
本发明公开了一种用于检测齿轮室的轴承孔位置度的检具,包括:底板,该底板上开设有多个底板孔,多个底板孔分别与齿轮室的多个轴承孔相对应;多个定位销,其设于底板上,多个定位销分别与齿轮室的多个定位点相卡以将齿轮室固定于所述底板上;多个转轴,每个转轴以能够旋转地设于一个轴承孔内;多个表座,每个表座设于一个转轴上以随转轴旋转;以及多个百分表,每个百分表安装于一个表座上,该百分表的测杆头与轴承孔的内周缘相抵,当百分表旋转时,百分表的测杆头能够绕轴承孔的内周缘旋转。本发明通过能够自转的百分表的测杆头对轴承孔的内周缘进行

一种皮带轮孔位位置度检测检具.pdf
本发明涉及皮带轮检具技术领域,特别涉及一种皮带轮孔位位置度检测检具,包括有底座和快速夹具,多个支撑柱均匀分布在第一检测柱周边,所有支撑柱的轴线到第一检测柱的轴线之间的距离相等,第二检测柱的轴线到第一检测柱的轴线的距离小于支撑柱的轴线到第一检测柱轴线的距离,每个支撑柱顶部均设有用于支撑皮带轮的支撑面,所有支撑柱的高度相同。本发明通过三个支撑柱对皮带轮进行支撑,第一检测柱用于检测皮带轮轴线位置的轴孔尺寸,并通过第二检测柱的过渡区对皮带轮上的弧形工艺孔进行孔位检查,还可以通过第二检测柱上的上检测区对皮带轮上的圆