
基于神经网络和遗传算法的稳定铣削工艺参数优化方法.pdf

纪阳****公主

1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于神经网络和遗传算法的稳定铣削工艺参数优化方法.pdf
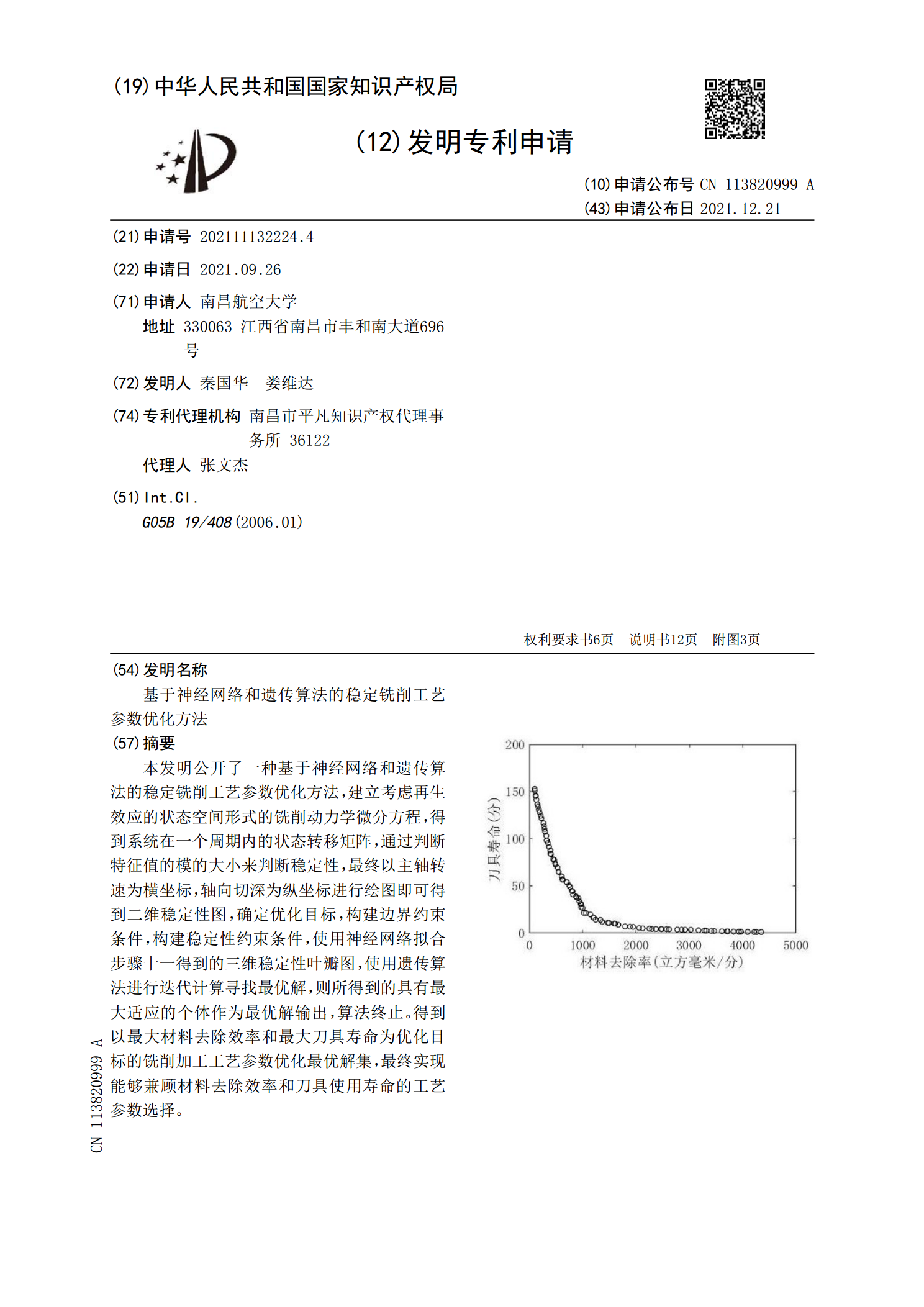
本发明公开了一种基于神经网络和遗传算法的稳定铣削工艺参数优化方法,建立考虑再生效应的状态空间形式的铣削动力学微分方程,得到系统在一个周期内的状态转移矩阵,通过判断特征值的模的大小来判断稳定性,最终以主轴转速为横坐标,轴向切深为纵坐标进行绘图即可得到二维稳定性图,确定优化目标,构建边界约束条件,构建稳定性约束条件,使用神经网络拟合步骤十一得到的三维稳定性叶瓣图,使用遗传算法进行迭代计算寻找最优解,则所得到的具有最大适应的个体作为最优解输出,算法终止。得到以最大材料去除效率和最大刀具寿命为优化目标的铣削加工工

基于铣削力与稳定性预测的铣削工艺参数优化.docx
基于铣削力与稳定性预测的铣削工艺参数优化随着现代制造技术的不断发展,铣削加工领域也逐渐得到了提升和优化。铣削工艺参数的优化对于生产效率和质量都有着至关重要的作用。本文采用基于铣削力与稳定性预测的铣削工艺参数优化方法,通过详细的分析和研究,为优化铣削加工过程提供了一些新思路和方法。一、引言在工业生产中,铣削是一种重要的加工方式,在制造行业中有着广泛的应用。铣削工艺参数的优化是生产过程中提高生产效率和产品质量的重要手段。传统的优化方法主要基于试验,而现代制造技术给出了一些新的思路和方法,数据分析,机器学习算法

基于BP神经网络和遗传算法的硫化工艺参数优化.docx
基于BP神经网络和遗传算法的硫化工艺参数优化摘要硫化工艺是一种非常重要的化学工艺,可以使橡胶材料具有较好的强度和耐用性。然而,硫化工艺有很多参数,这些参数直接影响硫化的质量和效率。为了优化硫化工艺参数,在本文中,我们提出了一种基于BP神经网络和遗传算法的优化方法。首先,我们利用BP神经网络对硫化工艺数据进行建模,然后利用遗传算法对硫化工艺参数进行优化。我们利用MATLAB进行模拟实验,并将结果与其他优化方法进行比较。实验结果表明,我们提出的优化方法可以有效地提高硫化工艺的质量和效率。关键词:硫化工艺,BP

基于遗传算法的高速铣削参数优化研究.docx
基于遗传算法的高速铣削参数优化研究基于遗传算法的高速铣削参数优化研究摘要:高速铣削是现代制造领域中一种重要的加工方法,在加工效率和加工质量方面有着显著的优势。然而,高速铣削参数的选择对加工效果具有重要影响,因此进行参数优化研究具有重要意义。本文基于遗传算法,针对高速铣削的参数优化问题展开研究。通过建立合理的目标函数和约束条件,将遗传算法应用于高速铣削参数优化,实现了对加工效率和加工质量的综合优化。通过实验验证,结果表明遗传算法在高速铣削参数优化中具有较好的性能和效果。1.引言高速铣削作为一种先进的切削加工
f于回归遗传算法的高速铣削工艺参数优化.pdf
基于回归遗传算法的高速铣削工艺参数优化作者:李小忠,龚光荣,陈阿娣,LIXiao-zhong,GONGGuang-rong,CHENA-di作者单位:李小忠,陈阿娣,LIXiao-zhong,CHENA-di(南京理工大学泰州科技学院,江苏,泰州,225300),龚光荣,GONGGuang-rong(南京理工大学,江苏,南京,210094)刊名:装备制造技术英文刊名:EQUIPMENTMANUFACTURINGTECHNOLOGY年,卷(期):2009,""(7)被引用次数:0次参考文献(5条)1.吴兆华