
一种含核级锆合金返回料的锆合金铸锭的制备方法.pdf

一条****彩妍


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含核级锆合金返回料的锆合金铸锭的制备方法.pdf
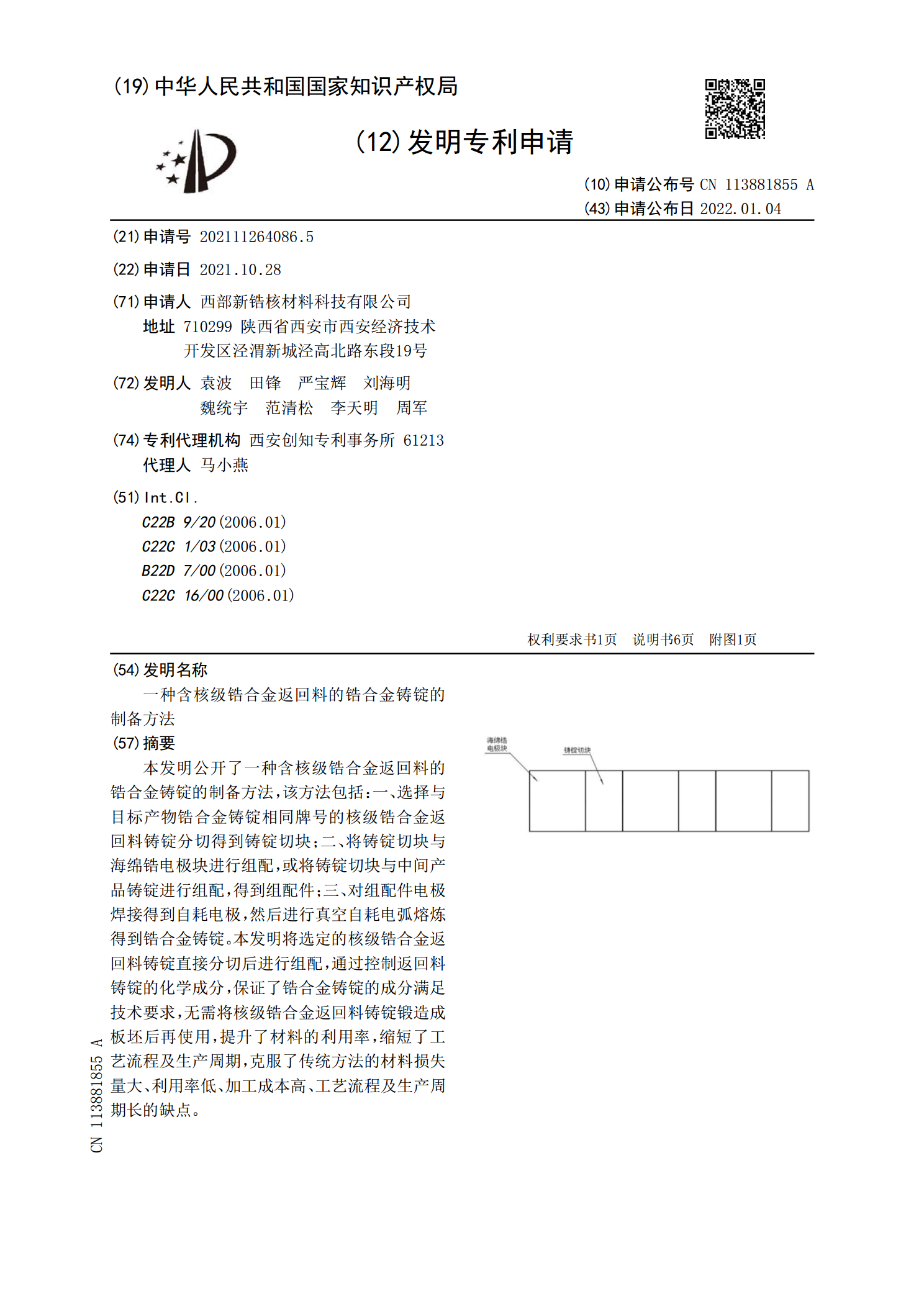
本发明公开了一种含核级锆合金返回料的锆合金铸锭的制备方法,该方法包括:一、选择与目标产物锆合金铸锭相同牌号的核级锆合金返回料铸锭分切得到铸锭切块;二、将铸锭切块与海绵锆电极块进行组配,或将铸锭切块与中间产品铸锭进行组配,得到组配件;三、对组配件电极焊接得到自耗电极,然后进行真空自耗电弧熔炼得到锆合金铸锭。本发明将选定的核级锆合金返回料铸锭直接分切后进行组配,通过控制返回料铸锭的化学成分,保证了锆合金铸锭的成分满足技术要求,无需将核级锆合金返回料铸锭锻造成板坯后再使用,提升了材料的利用率,缩短了工艺流程及生

一种核级锆合金返回料铸锭的制备方法.pdf
本发明公开了一种核级锆合金返回料铸锭的制备方法,该方法包括:一、对锆合金返回料识别归类;二、选择与核级锆合金返回料铸锭牌号相同或化学成分相近的锆合金返回料进行前处理;三、对经前处理后的锆合金返回料进行选定并制备成自耗电极和锆块;四、将自耗电极和锆块进行真空自耗熔炼,得到核级锆合金返回料铸锭。本发明根据核级锆合金返回料铸锭中的O和N的质量含量,对含有不同O和N的质量含量的锆合金返回料进行选定,准确控制了核级锆合金返回料铸锭中的O的质量含量和N的质量含量,得到成分符合GB/T13747《锆及锆合金化学分析方法
一种锆合金铸锭的制备方法.pdf
本发明公开了一种锆合金铸锭的制备方法,该方法包括以下步骤:一、将海绵锆与合金原料混合后进行压制,得到电极块;二、将电极块在保护气氛下进行焊接,得到自耗电极;三、将自耗电极采用控制电流的方式进行真空自耗熔炼,得到一次铸锭;四、将一次铸锭采用控制电极熔化速度的方式进行真空自耗熔炼,得到锆合金铸锭。本发明先采用控制电流的方式进行真空自耗熔炼,解决了自耗电极块的密度分布不均匀,熔炼过程中稳定性相对较差的问题,然后采用控制电极熔化速度的方式进行真空自耗熔炼,建立了合理的电极熔化速度和熔池深度,保证了锆合金铸锭具有最
一种铌锆碳合金铸锭的制备方法.pdf
本发明公开了一种铌锆碳合金铸锭的制备方法,包括以下步骤:一、将铌粉、锆粉、碳化铌粉进行混合;二、将混合粉末在真空烧结炉中进行烧结;三、将烧结条进行捆绑,然后进行焊接;四、进行第一次真空电子束熔炼;五、进行第二次真空电子束熔炼;六、将二次合金铸锭经扒皮至表面无肉眼可见缺陷,得到成品铌锆碳合金铸锭。本发明通过将铌粉、锆粉、碳化铌粉混合后进行烧结形成烧结条,不仅降低了制备合金的原料成本,而且使得制备的铸锭成分均匀性好,脱除原料中带有的氧,减少了熔炼次数,采用低成本的原料,解决了合金原料贵,成分分布不均的问题,极

一种锆或锆合金轧制型材的制备方法.pdf
本发明公开了一种锆或锆合金轧制型材的制备方法,该方法包括:一、采用真空自耗电弧炉熔炼制备得到锆或锆合金铸锭;二、将锆或锆合金铸锭在800℃~1100℃进行1~3火次锻造得到锻造方坯;三、将锻造方坯加工得到轧制型坯;四、将轧制型坯加热后进行热轧得到轧制型材;五、将轧制型材依次进行矫直和表面处理,然后进行真空退火,得到锆或锆合金型材。本发明采用热轧制备得到的锆或锆合金型材表面质量好,且具有均匀的微观组织、稳定的力学性能与耐腐蚀性能,可根据实际需求灵活生产不同形状、规格的锆或锆合金型材,制备效率高,批次稳定性好