
铁芯叠压工装及铁芯叠压模组.pdf

邻家****曼玉

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铁芯叠压工装及铁芯叠压模组.pdf
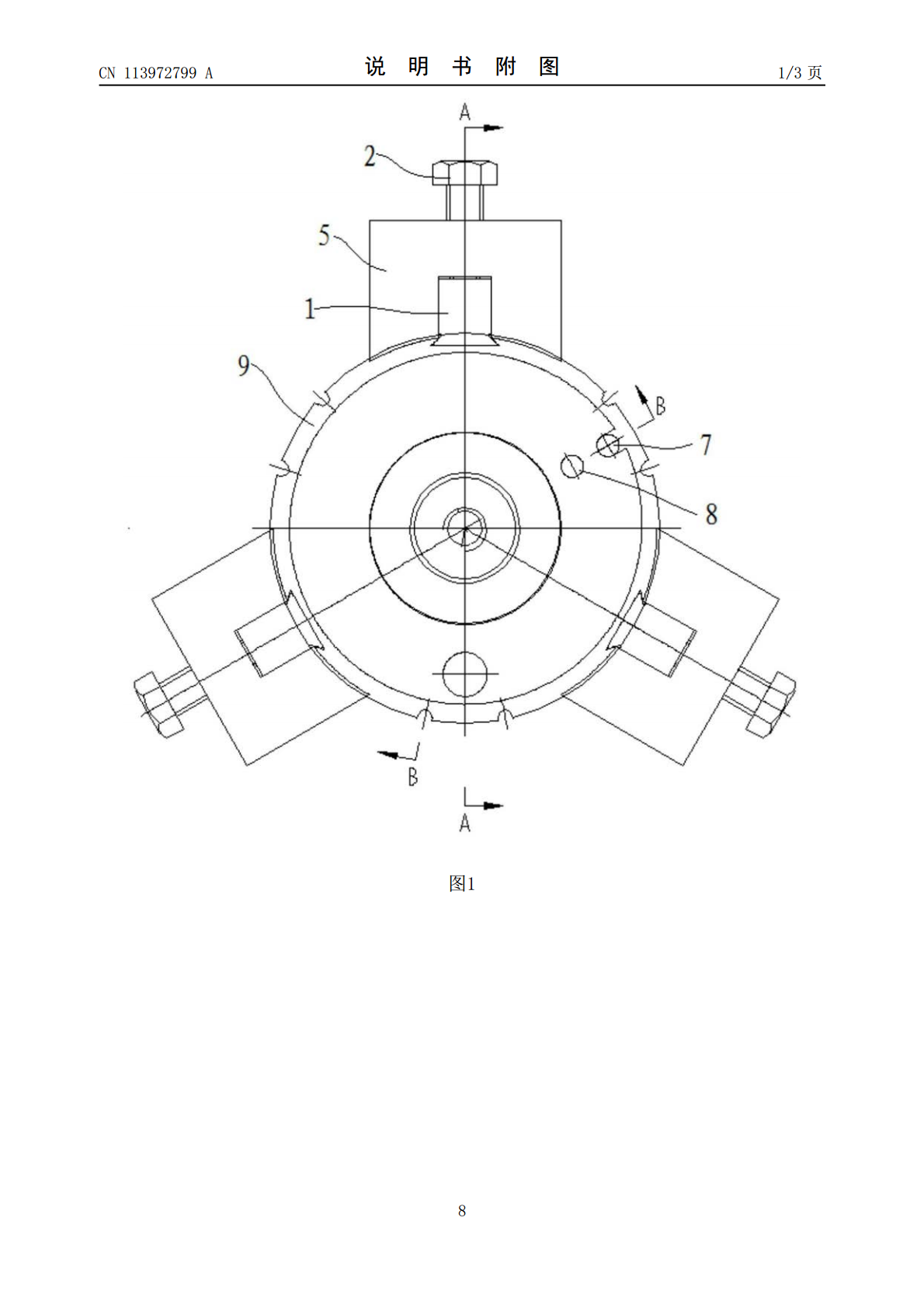
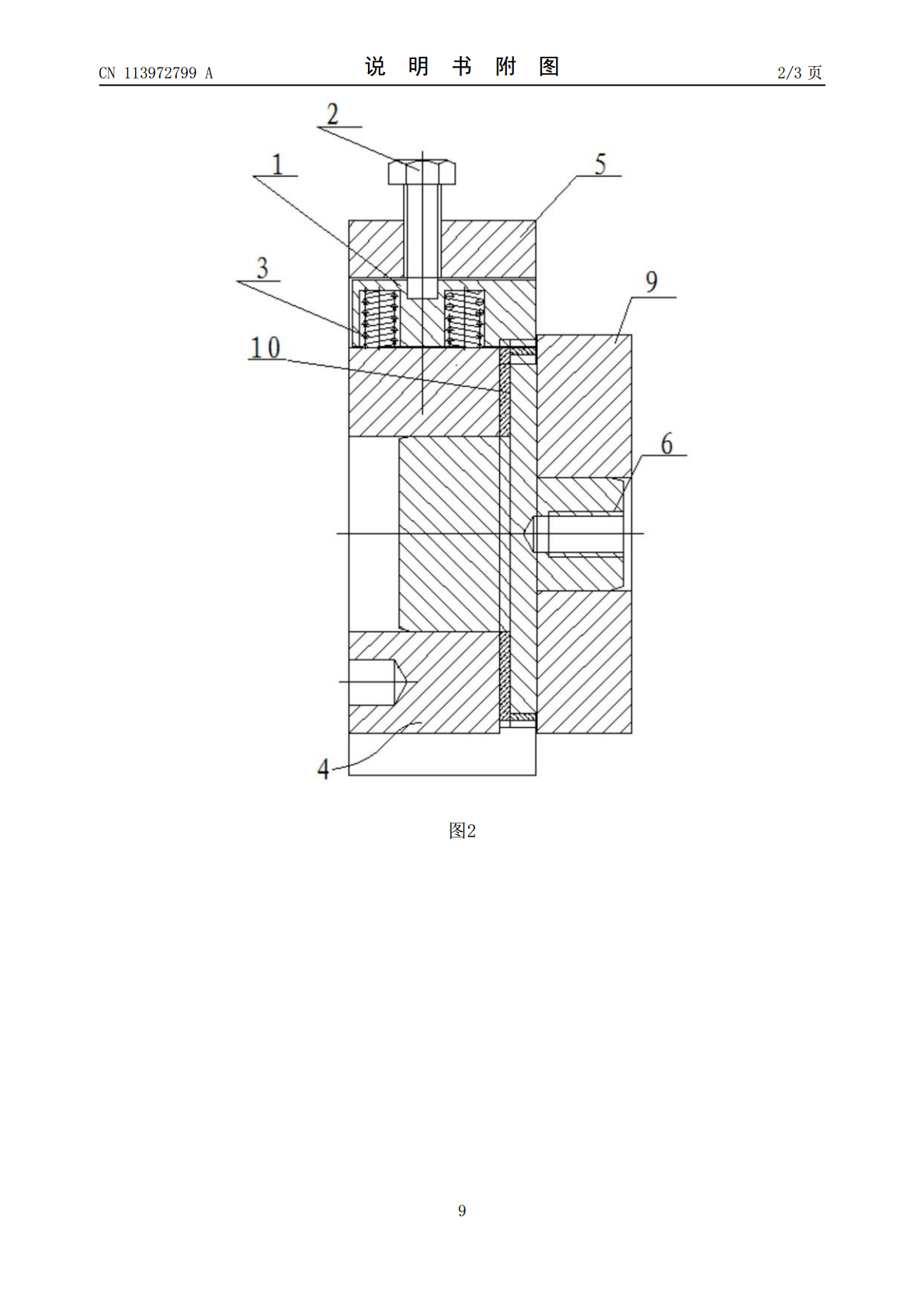
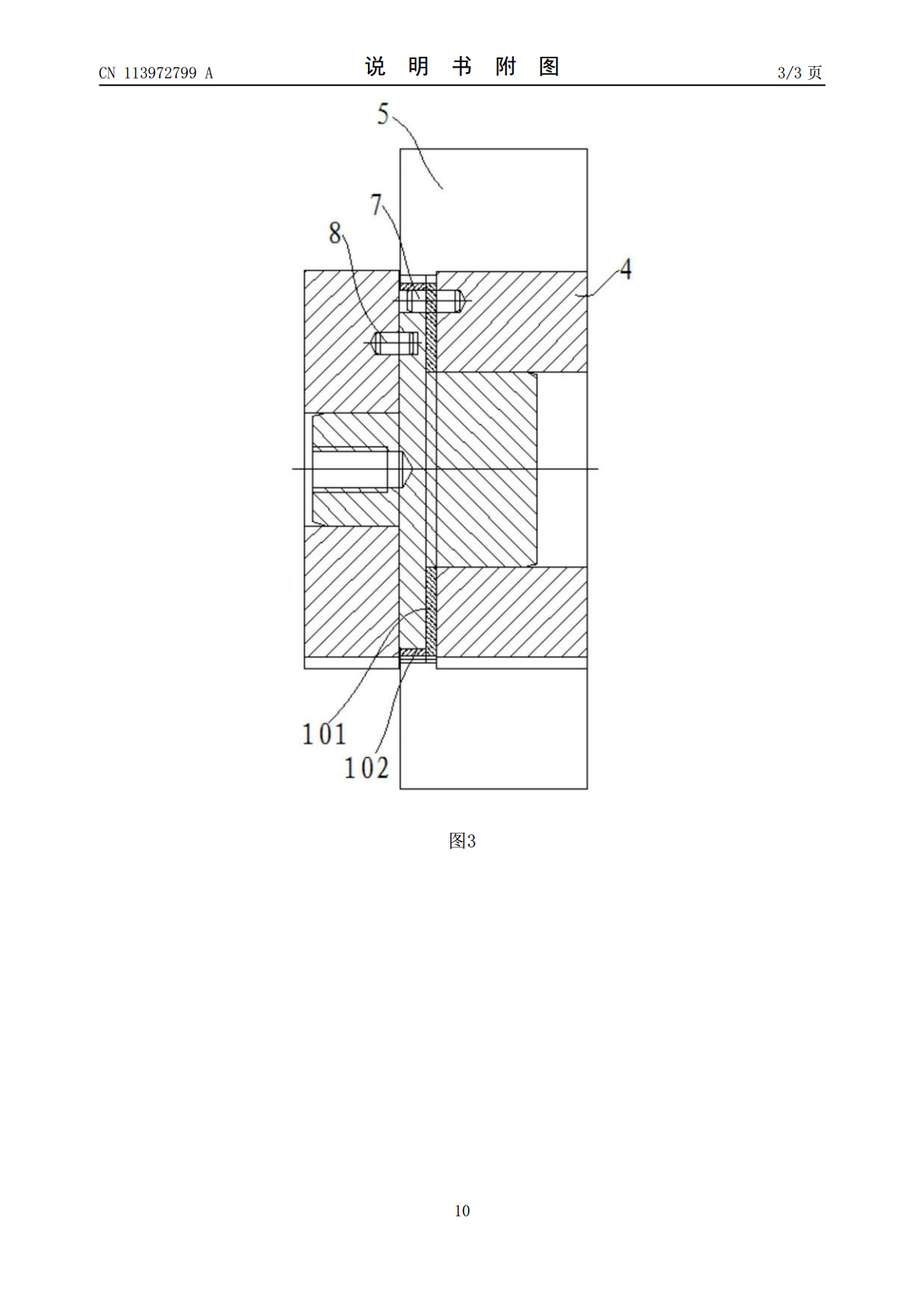
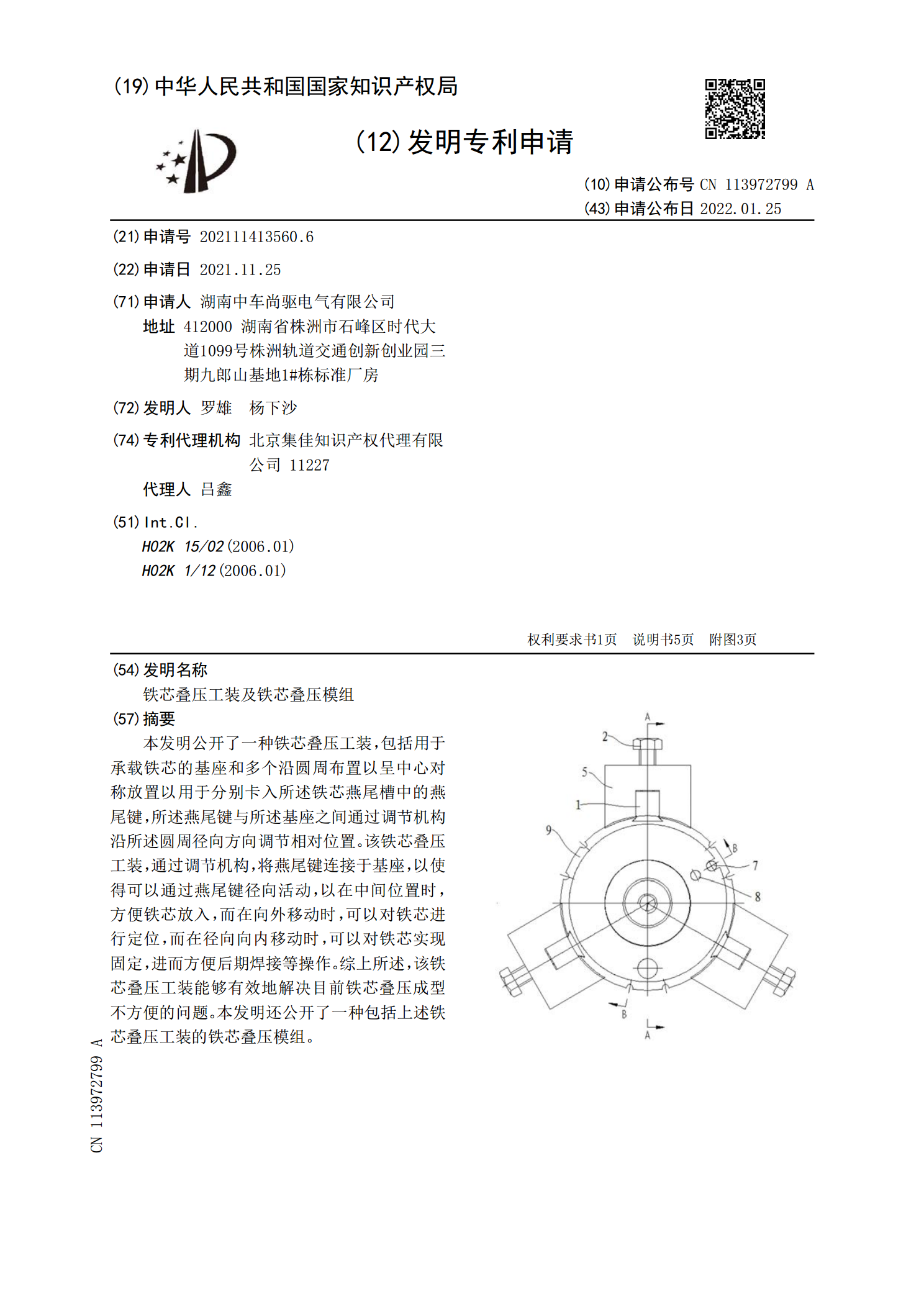
本发明公开了一种铁芯叠压工装,包括用于承载铁芯的基座和多个沿圆周布置以呈中心对称放置以用于分别卡入所述铁芯燕尾槽中的燕尾键,所述燕尾键与所述基座之间通过调节机构沿所述圆周径向方向调节相对位置。该铁芯叠压工装,通过调节机构,将燕尾键连接于基座,以使得可以通过燕尾键径向活动,以在中间位置时,方便铁芯放入,而在向外移动时,可以对铁芯进行定位,而在径向向内移动时,可以对铁芯实现固定,进而方便后期焊接等操作。综上所述,该铁芯叠压工装能够有效地解决目前铁芯叠压成型不方便的问题。本发明还公开了一种包括上述铁芯叠压工装的
一种定子铁芯斜槽叠压工装.pdf
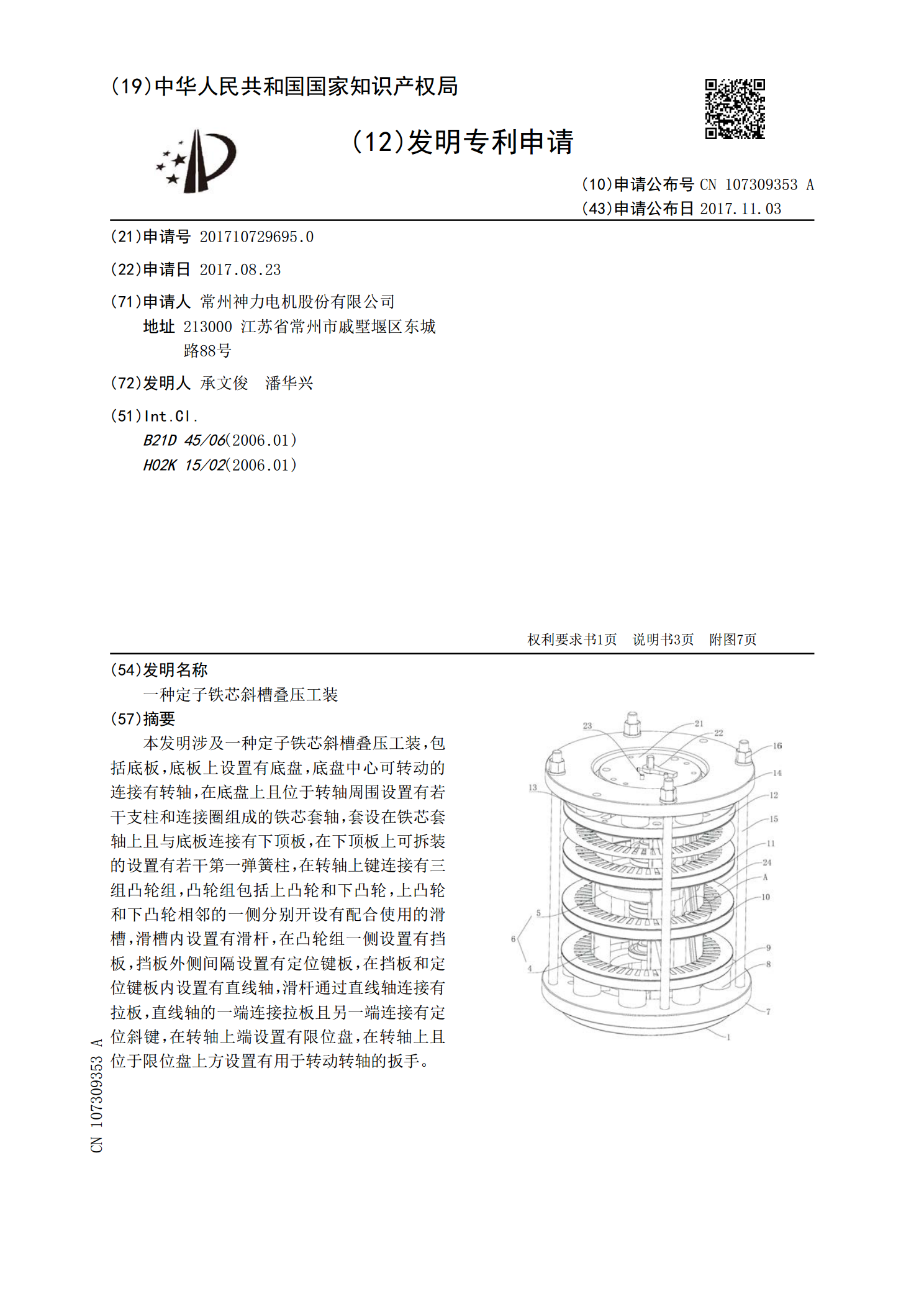
本发明涉及一种定子铁芯斜槽叠压工装,包括底板,底板上设置有底盘,底盘中心可转动的连接有转轴,在底盘上且位于转轴周围设置有若干支柱和连接圈组成的铁芯套轴,套设在铁芯套轴上且与底板连接有下顶板,在下顶板上可拆装的设置有若干第一弹簧柱,在转轴上键连接有三组凸轮组,凸轮组包括上凸轮和下凸轮,上凸轮和下凸轮相邻的一侧分别开设有配合使用的滑槽,滑槽内设置有滑杆,在凸轮组一侧设置有挡板,挡板外侧间隔设置有定位键板,在挡板和定位键板内设置有直线轴,滑杆通过直线轴连接有拉板,直线轴的一端连接拉板且另一端连接有定位斜键,在转

一种定子铁芯斜叠装置与叠压方法.pptx
添加副标题目录PART01PART02装置的结构特点装置的设计原理装置的优点装置的应用场景PART03叠压前的准备叠压的具体步骤叠压过程中的注意事项叠压后的检查与调整PART04在电机制造中的应用在发电机组中的应用在新能源领域的应用在节能减排方面的贡献PART05优势分析局限性分析改进方向与建议PART06技术发展趋势市场前景预测对未来产业的影响感谢您的观看

一种定子铁芯斜叠装置与叠压方法.docx
一种定子铁芯斜叠装置与叠压方法一种定子铁芯斜叠装置与叠压方法摘要:本论文针对定子铁芯斜叠装置及叠压方法进行了研究与设计。首先,通过分析定子铁芯叠压过程中的难点和问题,提出了一种基于斜叠的叠压方法,旨在解决传统平叠方式中难以处理的斜角区域的问题。其次,利用该叠压方法设计了一种定子铁芯斜叠装置,实现了铁芯叠压的自动化与高效化。最后,通过实验验证了该装置及叠压方法的可行性和优越性。关键词:定子铁芯,斜叠,叠压装置,叠压方法1.引言在电机和变压器等电力设备中,定子铁芯是一个重要的组成部分。传统的定子铁芯叠压方式存
力矩电机定子铁芯叠压胎.pdf
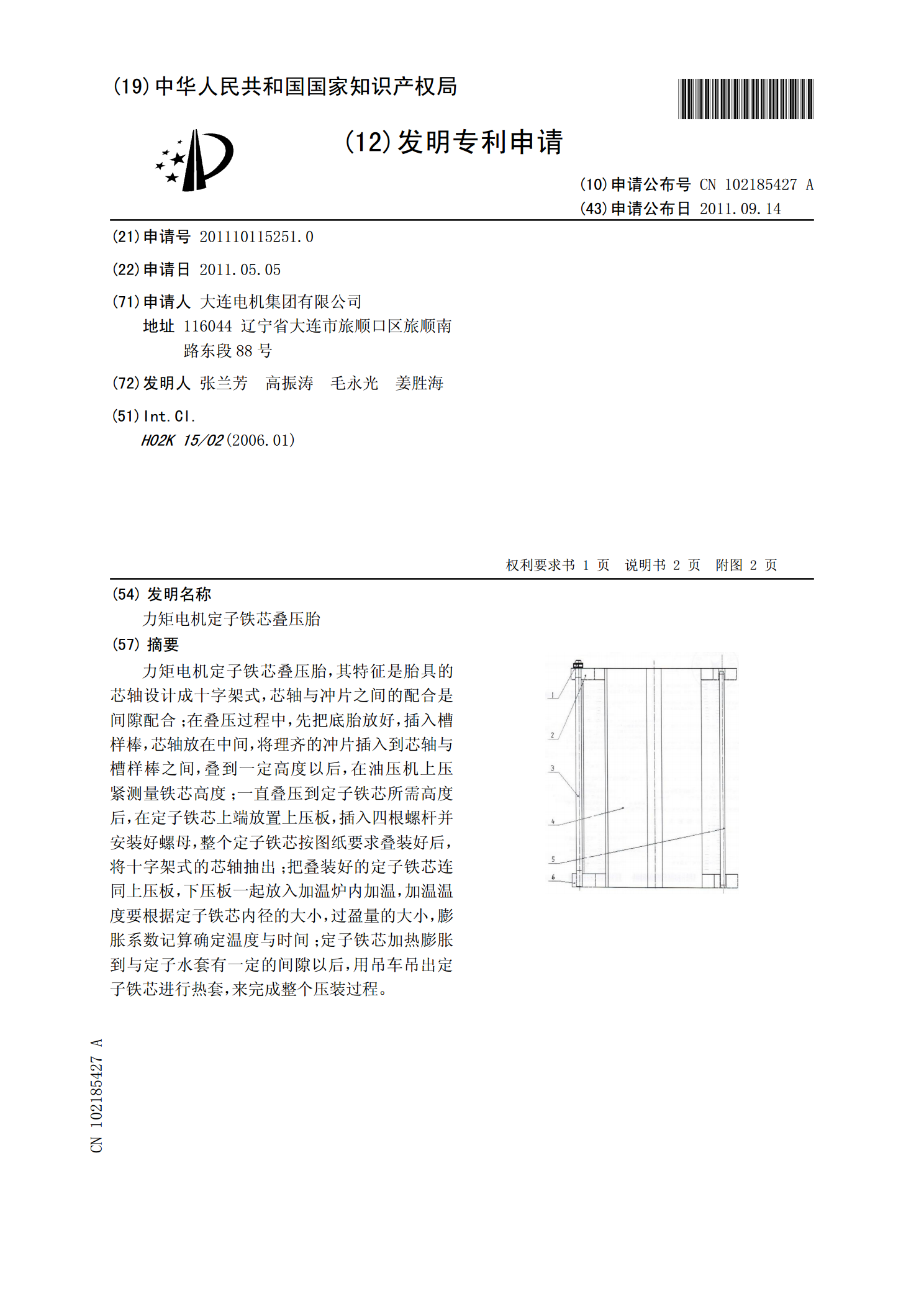
力矩电机定子铁芯叠压胎,其特征是胎具的芯轴设计成十字架式,芯轴与冲片之间的配合是间隙配合;在叠压过程中,先把底胎放好,插入槽样棒,芯轴放在中间,将理齐的冲片插入到芯轴与槽样棒之间,叠到一定高度以后,在油压机上压紧测量铁芯高度;一直叠压到定子铁芯所需高度后,在定子铁芯上端放置上压板,插入四根螺杆并安装好螺母,整个定子铁芯按图纸要求叠装好后,将十字架式的芯轴抽出;把叠装好的定子铁芯连同上压板,下压板一起放入加温炉内加温,加温温度要根据定子铁芯内径的大小,过盈量的大小,膨胀系数记算确定温度与时间;定子铁芯加热膨