
一种硒代羟基磷灰石涂层及其制备方法和应用.pdf

小新****ou


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种硒代羟基磷灰石涂层及其制备方法和应用.pdf
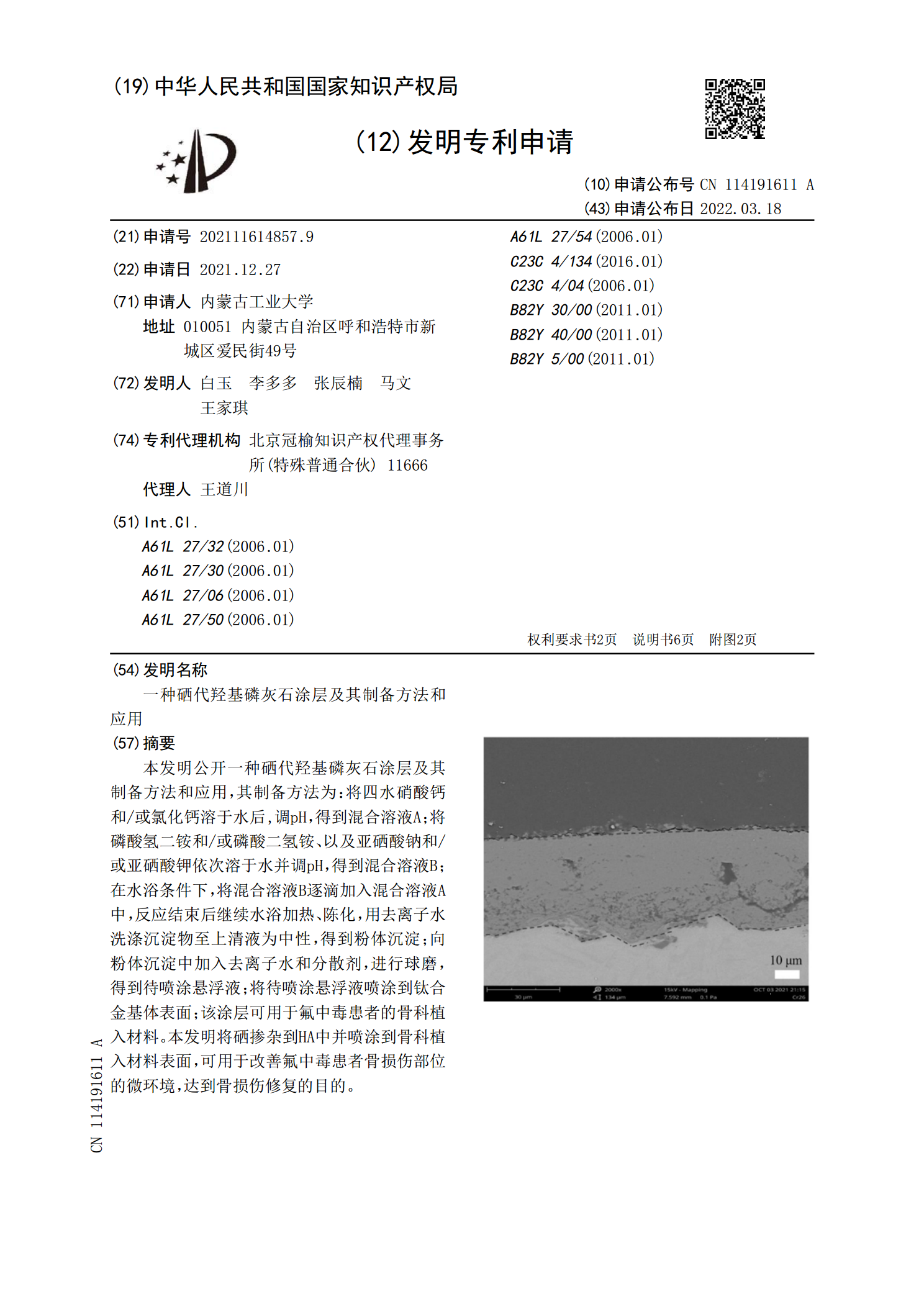
本发明公开一种硒代羟基磷灰石涂层及其制备方法和应用,其制备方法为:将四水硝酸钙和/或氯化钙溶于水后,调pH,得到混合溶液A;将磷酸氢二铵和/或磷酸二氢铵、以及亚硒酸钠和/或亚硒酸钾依次溶于水并调pH,得到混合溶液B;在水浴条件下,将混合溶液B逐滴加入混合溶液A中,反应结束后继续水浴加热、陈化,用去离子水洗涤沉淀物至上清液为中性,得到粉体沉淀;向粉体沉淀中加入去离子水和分散剂,进行球磨,得到待喷涂悬浮液;将待喷涂悬浮液喷涂到钛合金基体表面;该涂层可用于氟中毒患者的骨科植入材料。本发明将硒掺杂到HA中并喷涂到
一种羟基磷灰石及其制备方法和应用.pdf
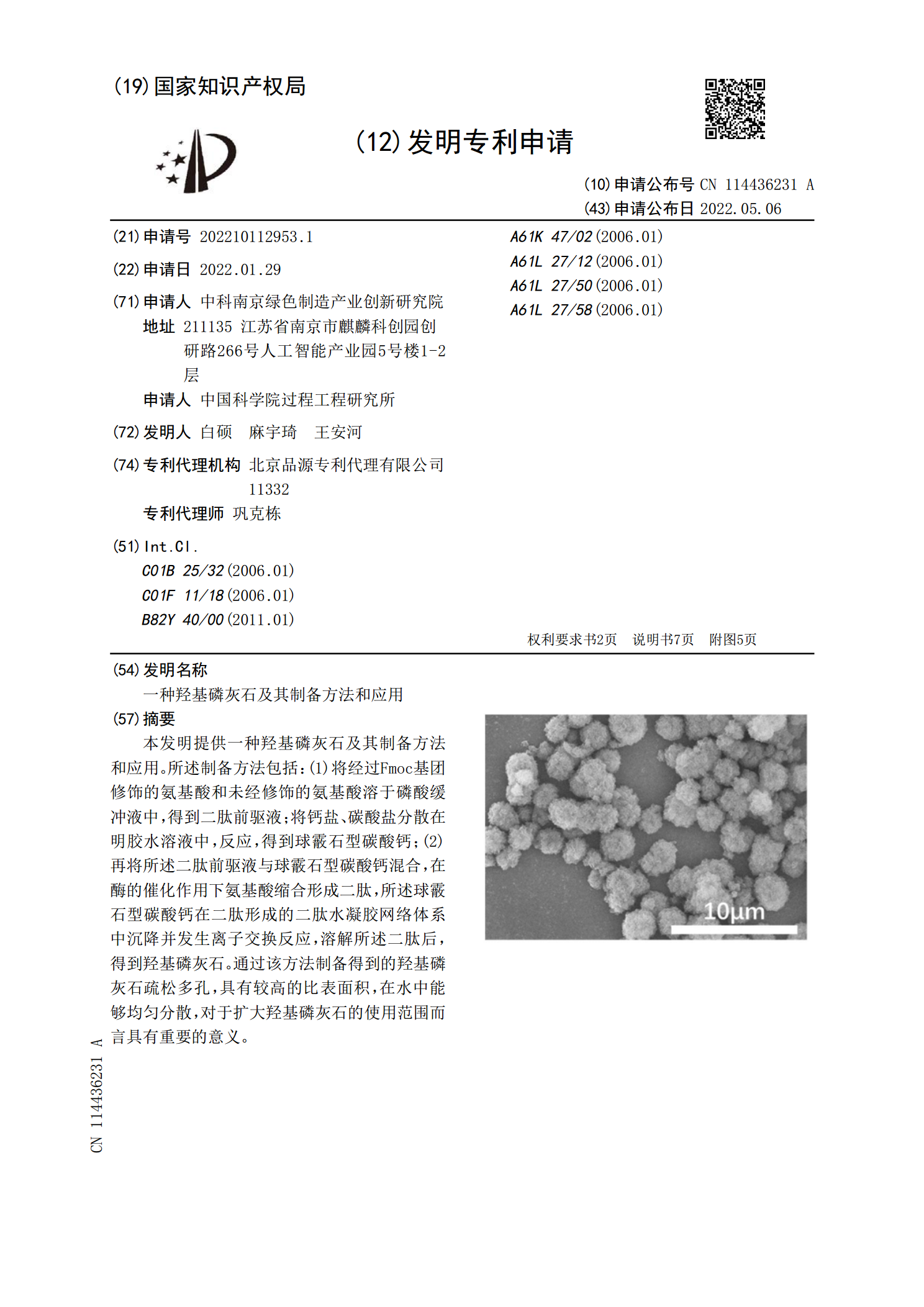
本发明提供一种羟基磷灰石及其制备方法和应用。所述制备方法包括:(1)将经过Fmoc基团修饰的氨基酸和未经修饰的氨基酸溶于磷酸缓冲液中,得到二肽前驱液;将钙盐、碳酸盐分散在明胶水溶液中,反应,得到球霰石型碳酸钙;(2)再将所述二肽前驱液与球霰石型碳酸钙混合,在酶的催化作用下氨基酸缩合形成二肽,所述球霰石型碳酸钙在二肽形成的二肽水凝胶网络体系中沉降并发生离子交换反应,溶解所述二肽后,得到羟基磷灰石。通过该方法制备得到的羟基磷灰石疏松多孔,具有较高的比表面积,在水中能够均匀分散,对于扩大羟基磷灰石的使用范围而言
一种掺硒珊瑚/羟基磷灰石支架及其制备方法.pdf
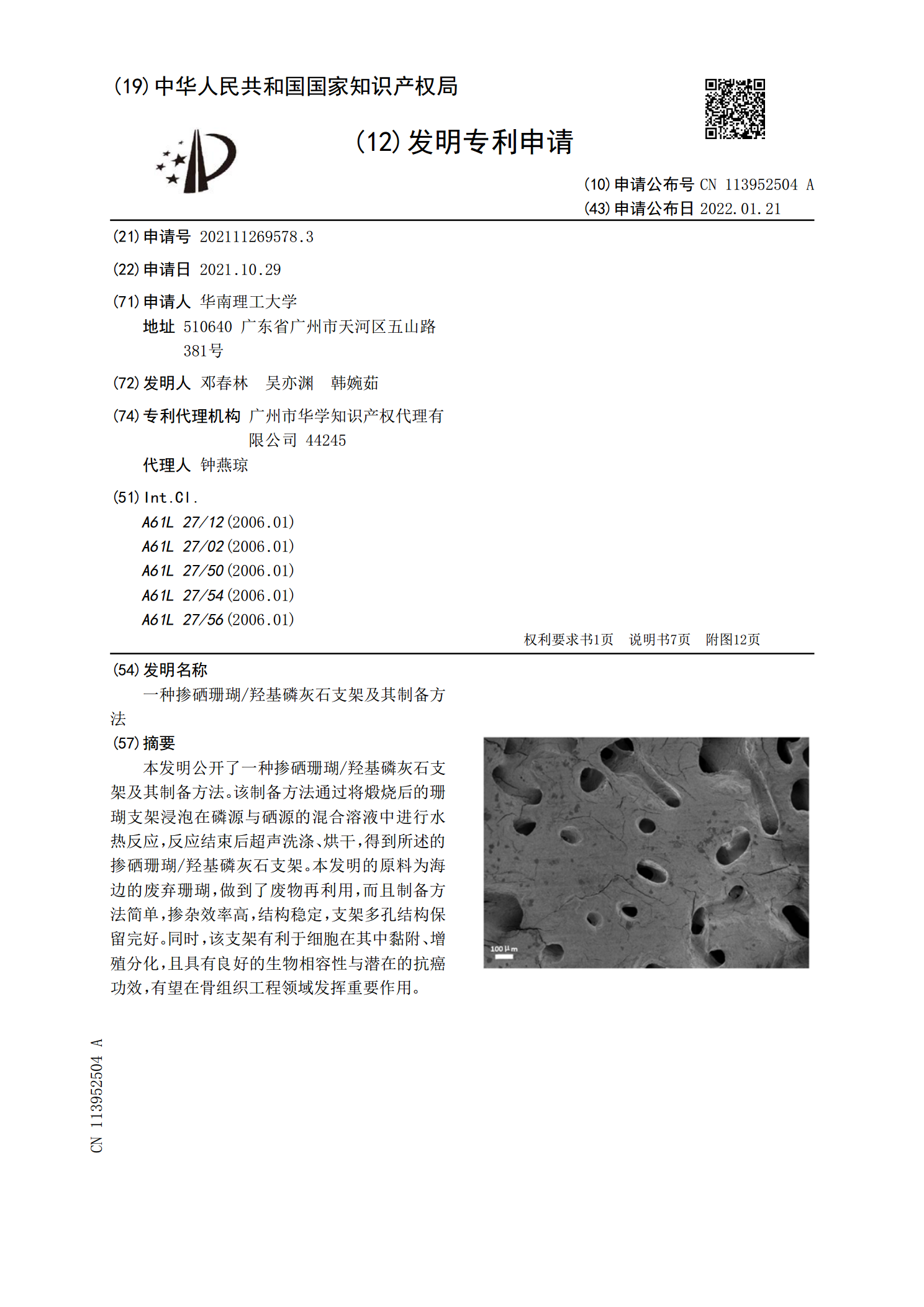
本发明公开了一种掺硒珊瑚/羟基磷灰石支架及其制备方法。该制备方法通过将煅烧后的珊瑚支架浸泡在磷源与硒源的混合溶液中进行水热反应,反应结束后超声洗涤、烘干,得到所述的掺硒珊瑚/羟基磷灰石支架。本发明的原料为海边的废弃珊瑚,做到了废物再利用,而且制备方法简单,掺杂效率高,结构稳定,支架多孔结构保留完好。同时,该支架有利于细胞在其中黏附、增殖分化,且具有良好的生物相容性与潜在的抗癌功效,有望在骨组织工程领域发挥重要作用。
一种羟基磷灰石纳米颗粒及其制备方法和除氟应用.pdf
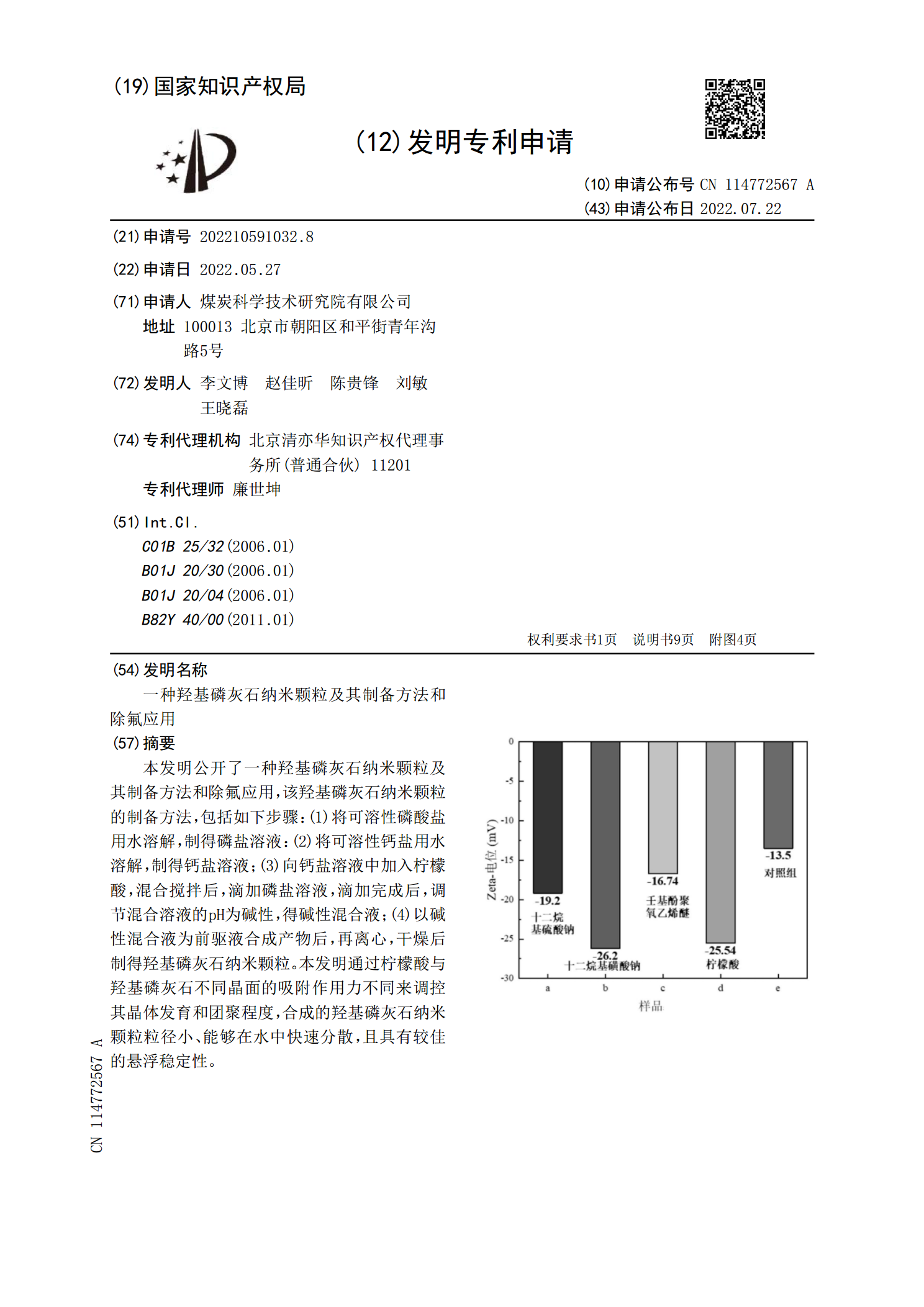
本发明公开了一种羟基磷灰石纳米颗粒及其制备方法和除氟应用,该羟基磷灰石纳米颗粒的制备方法,包括如下步骤:(1)将可溶性磷酸盐用水溶解,制得磷盐溶液:(2)将可溶性钙盐用水溶解,制得钙盐溶液;(3)向钙盐溶液中加入柠檬酸,混合搅拌后,滴加磷盐溶液,滴加完成后,调节混合溶液的pH为碱性,得碱性混合液;(4)以碱性混合液为前驱液合成产物后,再离心,干燥后制得羟基磷灰石纳米颗粒。本发明通过柠檬酸与羟基磷灰石不同晶面的吸附作用力不同来调控其晶体发育和团聚程度,合成的羟基磷灰石纳米颗粒粒径小、能够在水中快速分散,且具

一种羟基磷灰石及其制备方法.pdf
本申请提供了一种羟基磷灰石及其制备方法,该方法包括:提供沼渣,在水的存在下,使沼渣发生水热反应,得到羟基磷灰石;沼渣是有机垃圾物质厌氧发酵后残留的固体废物,该有机垃圾物质通常是餐厨垃圾、园林垃圾和市政污泥等有机废物。本申请利用有机垃圾物质厌氧发酵产生沼气后残余的沼渣,该沼渣加入水后,在水热条件下溶液中的磷酸根和钙离子会形成磷酸氢钙等物质,进一步在高温煅烧条件下逐步向羟基磷灰石转变、结晶、生长,形成羟基磷灰石。