
钢结构压型钢楼承板与栓钉施工技术方案.pdf

文库****品店


1/9

2/9
3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢结构压型钢楼承板与栓钉施工技术方案.pdf
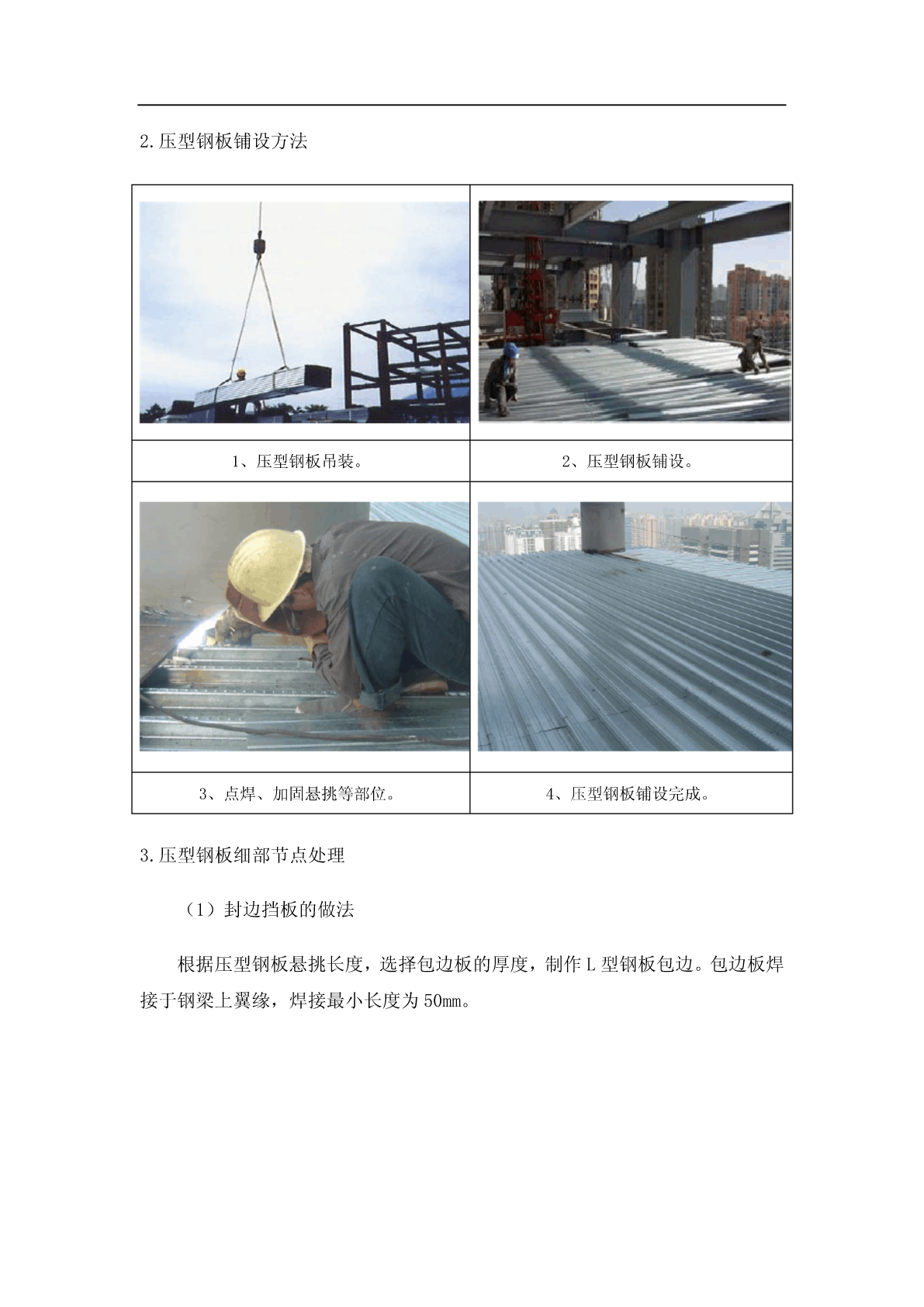
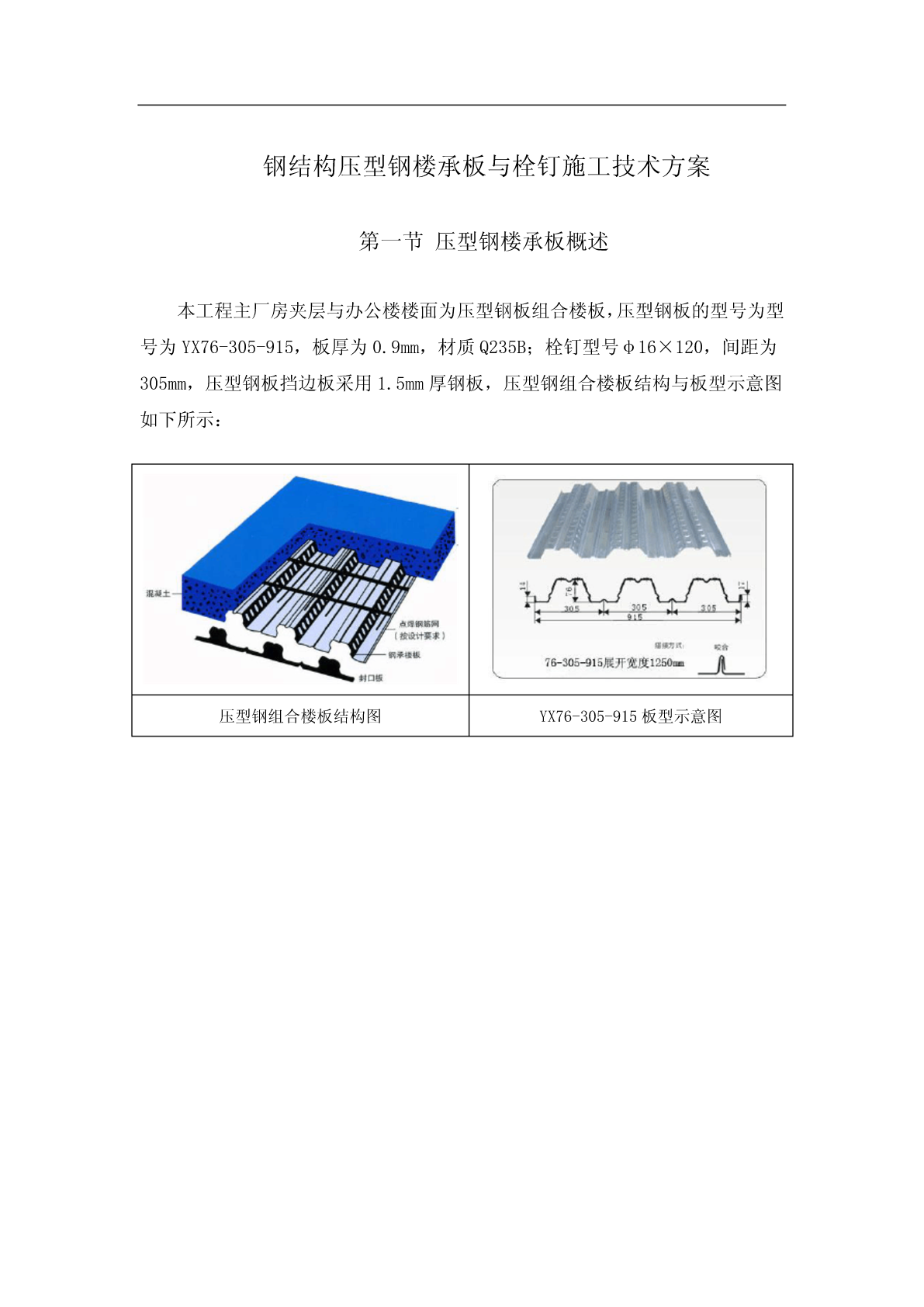
钢结构压型钢楼承板与栓钉施工技术方案第一节压型钢楼承板概述本工程主厂房夹层与办公楼楼面为压型钢板组合楼板,压型钢板的型号为型号为YX76-305-915,板厚为0.9mm,材质Q235B;栓钉型号φ16×120,间距为305mm,压型钢板挡边板采用1.5mm厚钢板,压型钢组合楼板结构与板型示意图如下所示:压型钢组合楼板结构图YX76-305-915板型示意图第二节压型钢板铺设1.压型钢板铺设流程施工准备压型钢板加工绘制压型钢板布置图配件加工运输到现场钢结构楼层验收运输到现场返返修修抽检压型钢板位置放线抽检

稳定型钢结构楼承板.pdf
本发明公开一种稳定型钢结构楼承板,由若干个单元本体连接而成,所述单元本体包括:水平设置的底板和水平设置于底板上方两侧的第一面板、第二面板,所述底板一侧的边缘处与第一面板靠近底板一侧的边缘处通过第一支撑板连接,所述底板另一侧的边缘处与第二面板靠近底板一侧的边缘处通过第二支撑板连接,位于最外侧的单元本体的第一面板远离其底板一侧的边缘处设置有用于与第二凹陷部配合的搭接部,使得相邻的稳定型钢结构楼承板之间可通过第二凹陷部与搭接部拼接连接。本发明在不增加材料成本的同时保证建筑物完工后楼板的整体厚度,且具有更高的结构

第十章钢筋桁架楼承板及栓钉施工方案.doc
钢筋桁架楼承板及栓钉施工钢筋桁架楼承板施工钢筋桁架楼承板概况(1)本工程采用在钢筋桁架模板上浇筑混凝土形成的组合楼板。钢筋桁架楼承板性能上具有压型钢板组合或非组合楼板的施工快速度的优势,又具有现浇整体楼板刚度大,抗震性能好的优点,施工上有使现场绑扎工作量减少,可进一步缩短工期,栓钉焊接质量更容易保证的优势。钢筋桁架楼承板效果图(2)施工时根据设计楼板板厚的不同,选用不同规格的钢筋桁架楼承板,具体选用要求如下表(单位mm):板厚钢筋(上弦、下弦、腹杆)桁架高度ht施工阶段最大无支撑跨度简支板连续板15012
压型钢板栓钉焊接施工工艺.doc
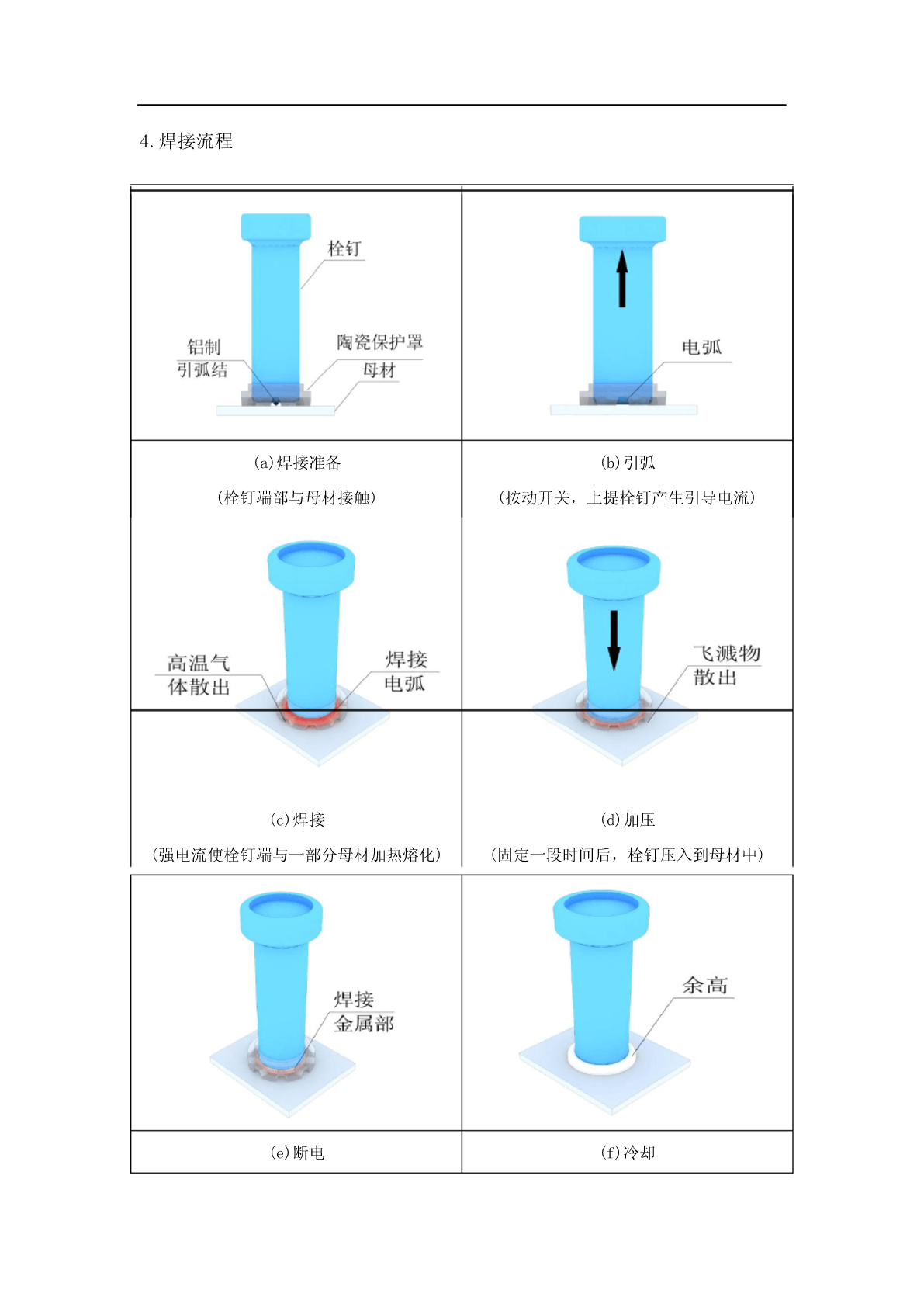
压型钢板栓钉焊接施工工艺栓钉焊接是使用可自动调节和控制焊接时间的栓钉焊机,在栓钉底部与工件之间,在极短时间(0.2~1.5s)内通过直流大电流(200~2000A)直接将栓钉全面积焊到工件上。它的工艺特点是:栓钉可穿透压型板直接焊在工件上,焊接效率高,质量可靠,焊缝强度高于栓钉和母材,应力分布合理;焊接时无弧光、烽烟、噪声;焊点应力小,操作简便,易于掌握,但管理要求严格。本工艺标准运用于钢结构中的组合楼盖剪力连接件的栓钉焊接及劲性钢筋混凝土结构中钢构件与混凝土间的剪力连接件的栓钉焊接上程。一、材料要求1、

压型钢板栓钉焊接施工工艺.doc
压型钢板栓钉焊接施工工艺栓钉焊接是使用可自动调节和控制焊接时间的栓钉焊机,在栓钉底部与工件之间,在极短时间(0.2~1.5s)内通过直流大电流(200~2000A)直接将栓钉全面积焊到工件上。它的工艺特点是:栓钉可穿透压型板直接焊在工件上,焊接效率高,质量可靠,焊缝强度高于栓钉和母材,应力分布合理;焊接时无弧光、烽烟、噪声;焊点应力小,操作简便,易于掌握,但管理要求严格。本工艺标准运用于钢结构中的组合楼盖剪力连接件的栓钉焊接及劲性钢筋混凝土结构中钢构件与混凝土间的剪力连接件的栓钉焊接上程。一、材料要求1、