
一种碳纤维增强型PA66/PP电力金具材料及其制备方法.pdf

是你****深呀


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种碳纤维增强型PA66/PP电力金具材料及其制备方法.pdf
本发明公开了一种碳纤维增强型PA66/PP电力金具材料,及其制备工艺,其特征在于,以PA66、碳纤维、玻璃纤维、聚丙烯、三聚氰胺氰尿酸盐、硼酸锌、次磷酸铝、竹炭、硅橡胶、水性聚氨酯、马来酸酐接枝聚丙烯、牛血清白蛋白溶液、六钛酸钾晶须、氧化石墨烯、多壁碳纳米管、环氧树脂、空心玻璃微珠、邻苯二甲酸二丁酯、二甲基硅油、聚酰胺、马来酸酐接枝POE等为原料。本发明采用硼酸锌对三聚氰胺氰尿酸盐进行包覆,得复合阻燃剂;以牛血清白蛋白改性玻璃纤维表面,利用静电吸附原理制备氧化石墨包覆的玻璃纤维复合材料;碳纤维增强PA66
一种热塑性树脂基碳纤维增强型PA66/PP电力金具材料及其制备方法.pdf
本发明公开了一种热塑性树脂基碳纤维增强型PA66/PP电力金具材料,及其制备工艺,其特征在于,以PA66、碳纤维、玻璃纤维、聚丙烯、三聚氰胺氰尿酸盐、硼酸锌、次磷酸铝、竹炭、草酸二甲酯、1,5‑戊二胺、硅橡胶、水性聚氨酯、马来酸酐接枝聚丙烯、牛血清白蛋白溶液、六钛酸钾晶须、氧化石墨烯、多壁碳纳米管、环氧树脂、空心玻璃微珠、邻苯二甲酸二丁酯、聚酰胺、马来酸酐接枝POE等为原料。本发明采用硼酸锌对三聚氰胺氰尿酸盐进行包覆,得复合阻燃剂;以牛血清白蛋白改性玻璃纤维表面,利用静电吸附原理制备氧化石墨包覆的玻璃纤维
一种碳纤维增强的耐腐蚀型PA66/PP电力金具材料及其制备方法.pdf
本发明公开了一种碳纤维增强的耐腐蚀型PA66/PP电力金具材料,及其制备工艺,其特征在于,以PA66、碳纤维、玻璃纤维、聚丙烯、三聚氰胺氰尿酸盐、硼酸锌、次磷酸铝、竹炭、硅橡胶、水性聚氨酯、马来酸酐接枝聚丙烯、牛血清白蛋白溶液、六钛酸钾晶须、氧化石墨烯、多壁碳纳米管、环氧树脂、空心玻璃微珠、邻苯二甲酸二丁酯、二甲基硅油、聚酰胺、马来酸酐接枝POE、环氧树脂、瓜尔胶、二乙烯三胺、石油沥青、硅溶胶、水玻璃等为原料。本发明采用硼酸锌对三聚氰胺氰尿酸盐进行包覆,得复合阻燃剂;以牛血清白蛋白改性玻璃纤维表面,利用静
增强型块体纳米碳纤维/碳复合材料及其制备方法.pdf
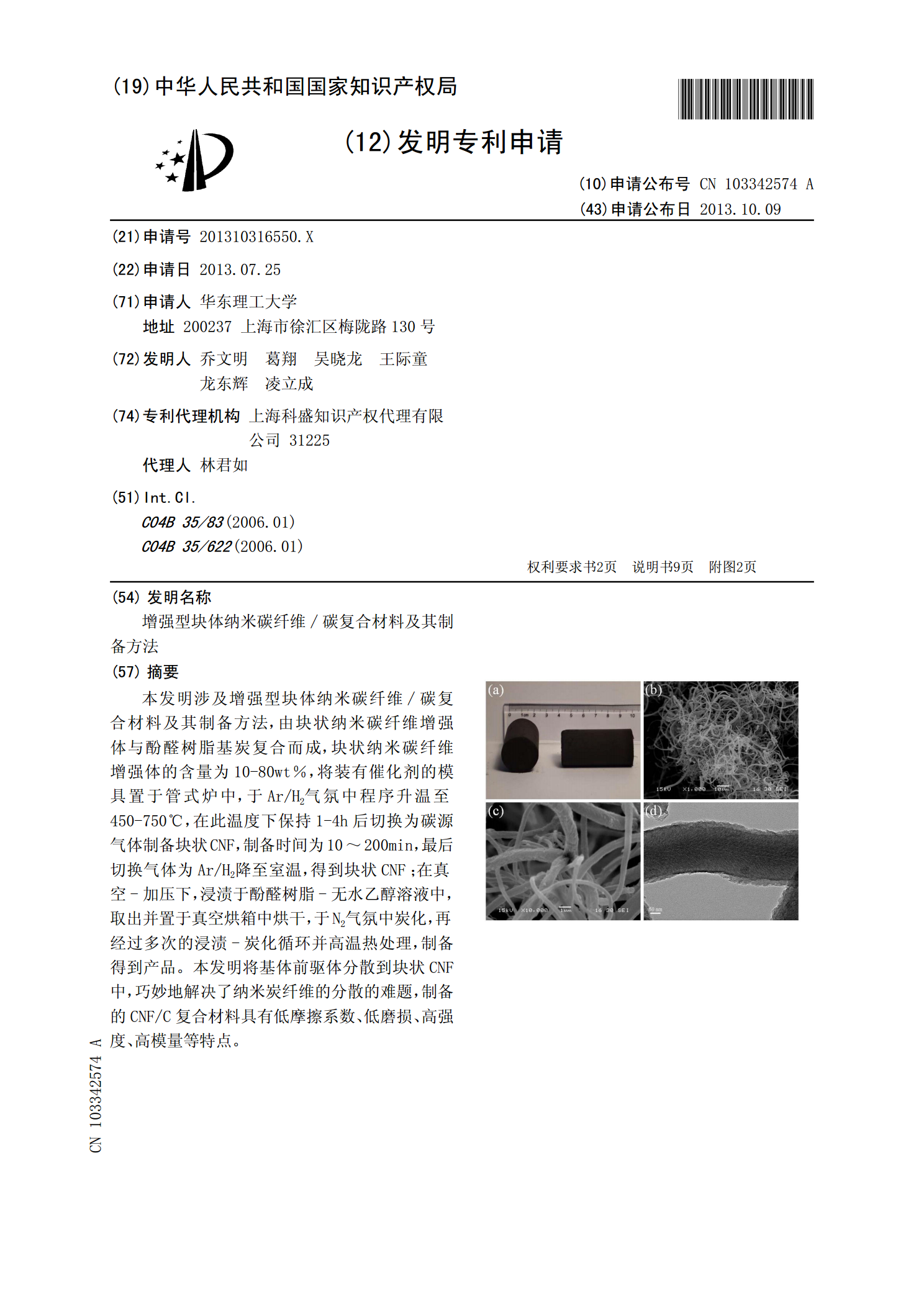
本发明涉及增强型块体纳米碳纤维/碳复合材料及其制备方法,由块状纳米碳纤维增强体与酚醛树脂基炭复合而成,块状纳米碳纤维增强体的含量为10-80wt%,将装有催化剂的模具置于管式炉中,于Ar/H2气氛中程序升温至450-750℃,在此温度下保持1-4h后切换为碳源气体制备块状CNF,制备时间为10~200min,最后切换气体为Ar/H2降至室温,得到块状CNF;在真空-加压下,浸渍于酚醛树脂-无水乙醇溶液中,取出并置于真空烘箱中烘干,于N2气氛中炭化,再经过多次的浸渍-炭化循环并高温热处理,制备得到产品。本发

氮化钛类耐磨涂层电力金具及其制备方法.pdf
本发明涉及一种氮化钛类耐磨涂层电力金具及制备方法,金具基体材质为碳钢或低合金钢,在碳钢或低合金钢的表面附着有致密的TiN涂层。制备方法包括步骤有:(1)准备板状纯钛;(2)对钛板进行表面冲洗处理;(3)将冲洗后的钛板放入制作金具的砂箱内;(4)对金属基体进行冶炼;(5)浇注得复合体;(6)将复合体放置在气态氮密闭箱体中;(7)对上述密闭箱体进行整体加热,使复合体表面形成均匀的氮化物涂层;(8)将金具件放入保温炉内保温以获得TiN涂层;(9)金具进行热处理得成品。本发明的电力金具有很好的耐腐蚀性、耐磨性、良