
背钻复合盖板及该复合盖板加工工艺.pdf

一只****签网

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
背钻复合盖板及该复合盖板加工工艺.pdf
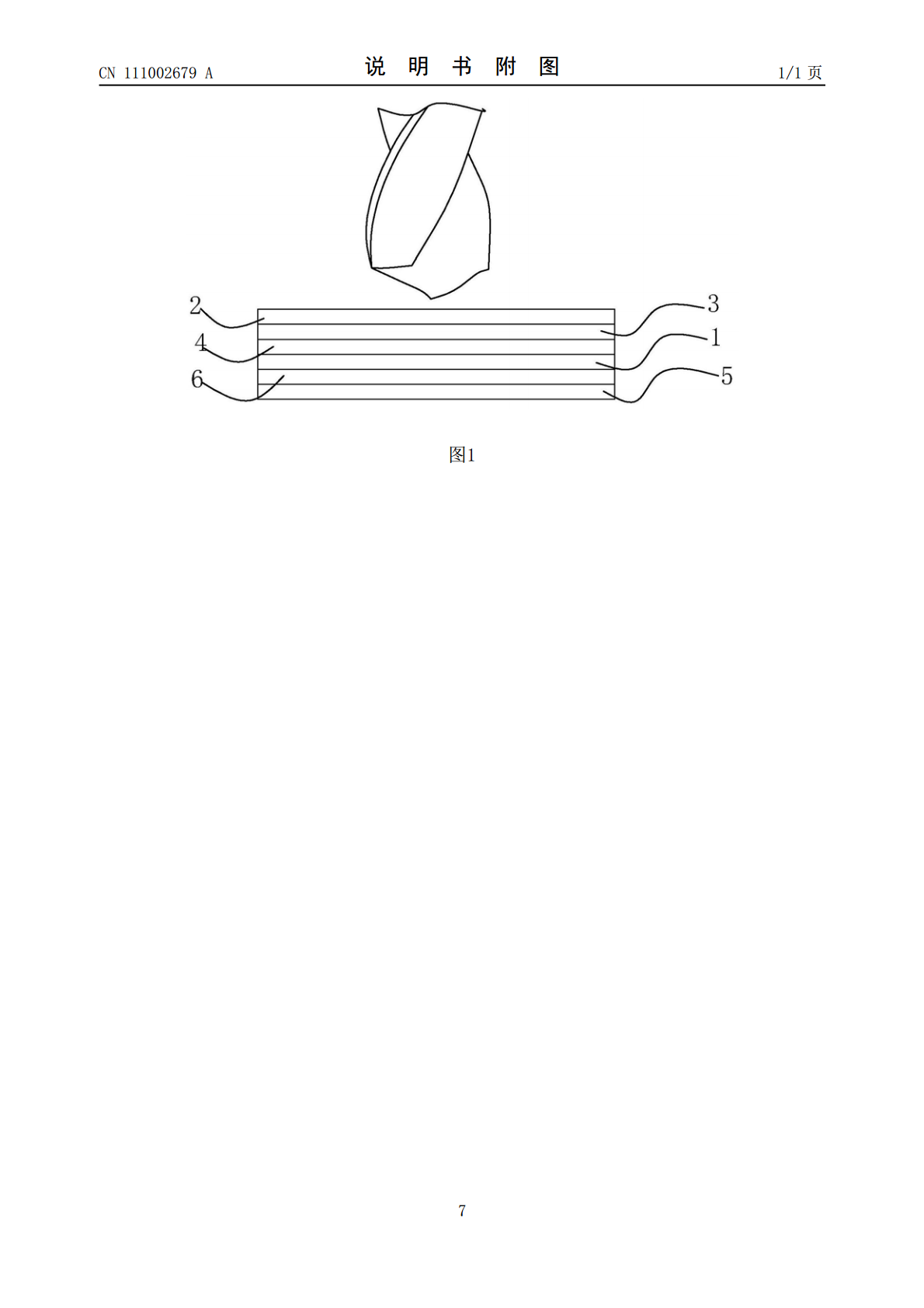
本发明公开一种背钻复合盖板,包括导电层,上绝缘层,以及下绝缘层。因上绝缘层中的面层包含热固化树脂材料或光固化树脂材料,使得置于导电层上的绝缘层具有很强粘贴性能和表面较软,减少小钻针的偏斜或者打滑或断针,提高背钻小钻针的定位精确度。与此同时,上下木质纤维层是以木质纤维材料为主要成分的纸张或牛皮纸而成,使得被背钻小钻针切削后产生切削粉末转化为粉尘极易被吸走,有利于提高被加工的孔位表面质量。又由于置于导电层的上下面胶水层和木质纤维层的结构和所含成分相同,使得导电层两侧应力分布均匀,从而使整个板体平整而不会弯曲变
盖板的加工艺.pdf
武汉理工学院毕业论文武汉理工学院毕业设计课题名称盖板的加工工艺及夹具设计系别机电工程系专业机电一体化班级姓名学号指导教师武汉理工学院毕业论文目录摘要................................................................4【摘要】........................................................4【关键词】...........................................

盖板的加工工艺与编程.doc
论文题目:盖板的加工工艺与编程从20世纪中叶数控技术创立以来,它给机械制造业带来了革命性的变化。现代数控技术已成为制造业实现自动化、柔性化、集成化生产的基础技术,现代的CAD/CAM、FMS和CIMS、敏捷制造和智能制造等,都是建立在数控技术之上。数控技术是提高产品质量、提高劳动生产率必不可少的物质手段,是国家的战略技术。基于它的相关产业是体现国家综合国力水平的重要基础性产业,21世纪机械制造业的竞争,其实质是数控技术的竞争。本论文主要阐述了典型零件的全部制造过程。它包括零件图分析,毛坯的选择,切削刀具的

盖板的加工工艺与编程.doc
论文题目:盖板的加工工艺与编程从20世纪中叶数控技术创立以来,它给机械制造业带来了革命性的变化。现代数控技术已成为制造业实现自动化、柔性化、集成化生产的基础技术,现代的CAD/CAM、FMS和CIMS、敏捷制造和智能制造等,都是建立在数控技术之上。数控技术是提高产品质量、提高劳动生产率必不可少的物质手段,是国家的战略技术。基于它的相关产业是体现国家综合国力水平的重要基础性产业,21世纪机械制造业的竞争,其实质是数控技术的竞争。本论文主要阐述了典型零件的全部制造过程。它包括零件图分析,毛坯的选择,切削刀具的

盖板的加工工艺与编程.doc
论文题目:盖板的加工工艺与编程从20世纪中叶数控技术创立以来,它给机械制造业带来了革命性的变化。现代数控技术已成为制造业实现自动化、柔性化、集成化生产的基础技术,现代的CAD/CAM、FMS和CIMS、敏捷制造和智能制造等,都是建立在数控技术之上。数控技术是提高产品质量、提高劳动生产率必不可少的物质手段,是国家的战略技术。基于它的相关产业是体现国家综合国力水平的重要基础性产业,21世纪机械制造业的竞争,其实质是数控技术的竞争。本论文主要阐述了典型零件的全部制造过程。它包括零件图分析,毛坯的选择,切削刀具的