
铸钢和球铁比较终版.pdf

文库****品店

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铸钢和球铁比较终版.pdf
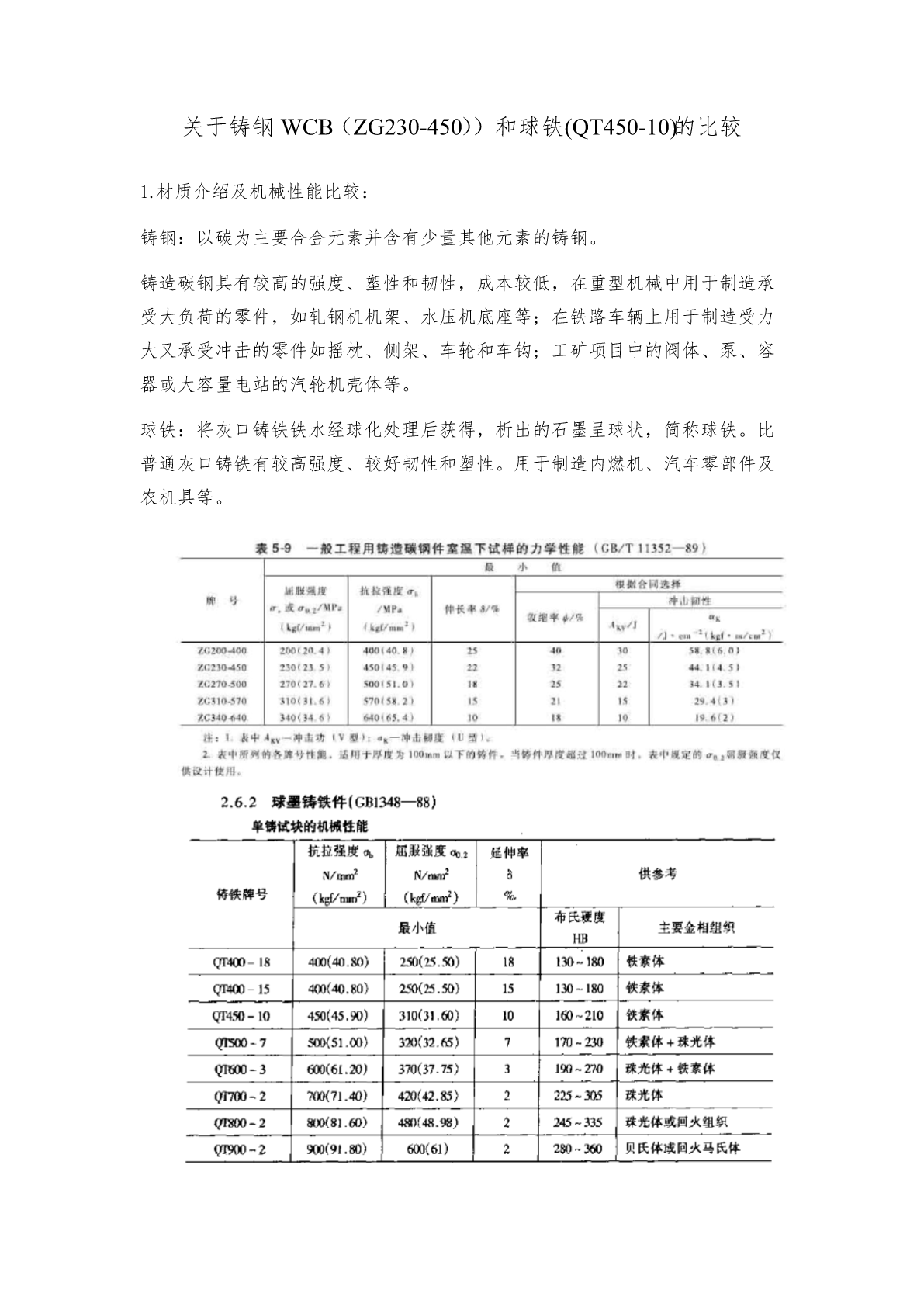
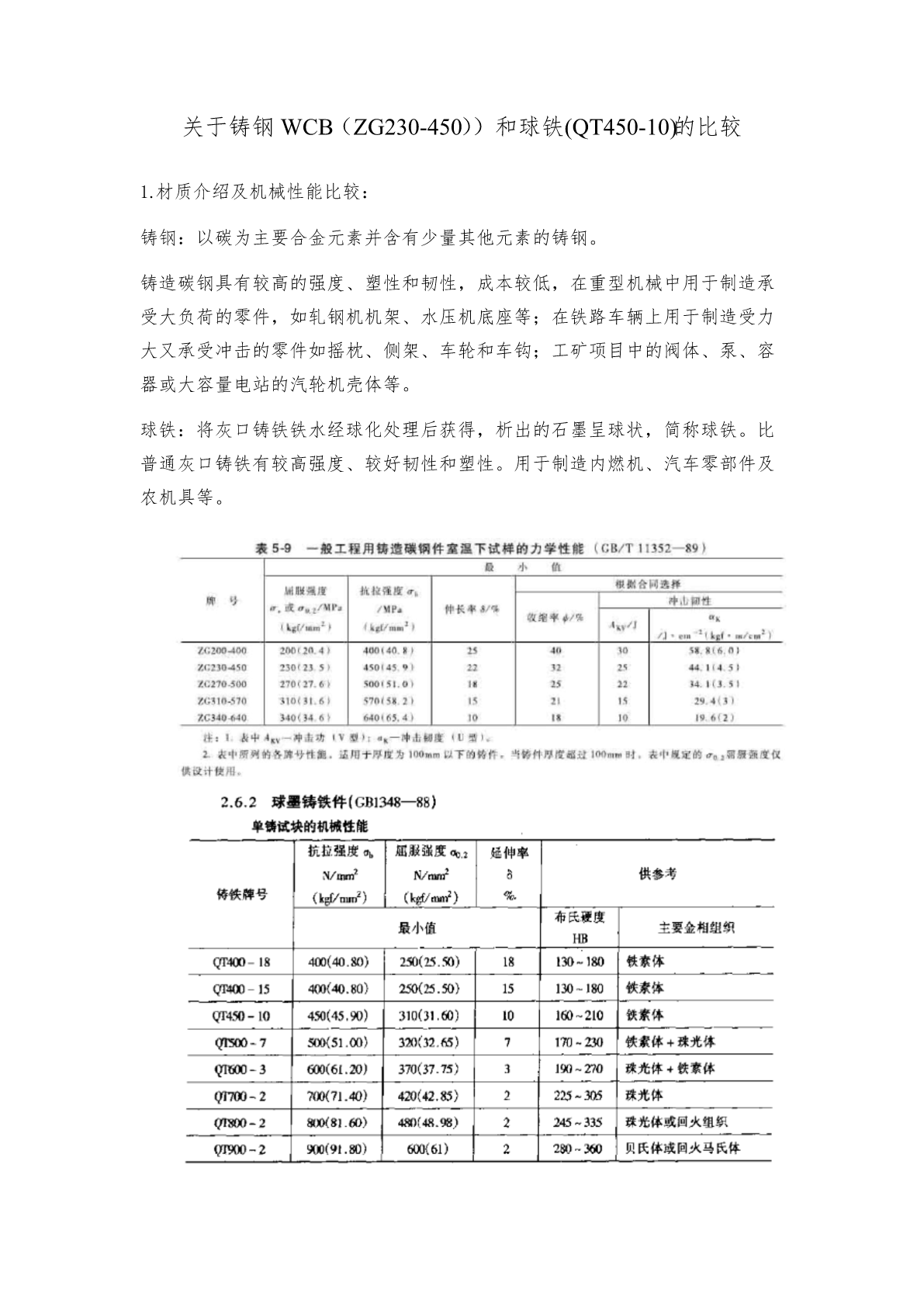
关于铸钢WCB(ZG230-450))和球铁(QT450-10)的比较1.材质介绍及机械性能比较:铸钢:以碳为主要合金元素并含有少量其他元素的铸钢。铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩;工矿项目中的阀体、泵、容器或大容量电站的汽轮机壳体等。球铁:将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状,简称球铁。比普通灰口铸铁有较高强度、较好韧性和塑性。用于制造内燃机、汽车

球铁孕育方法的比较.docx
球铁孕育方法的比较球铁孕育方法的比较研究摘要:球铁是工程中常用的铸造材料,具有良好的延展性、高强度和良好的耐蚀性。而球铁的质量又主要取决于其铸造方法。本文通过比较不同球铁孕育方法的优缺点,探讨了传统沙型浇铸、金属型浇铸以及3D打印快速成型等球铁孕育方法的适用范围和工艺优势,以期为球铁铸造工艺提供参考。关键词:球铁;孕育方法;沙型浇铸;金属型浇铸;3D打印1.引言球铁是一种铁碳合金材料,具有高强度、高塑性、耐磨、耐蚀等特点,广泛应用于机械制造、汽车制造、航空航天等领域。球铁的质量取决于其孕育方法,不同的孕育

以球铁代铸钢气室支架的生产工艺.docx
以球铁代铸钢气室支架的生产工艺球铁代铸钢气室支架的生产工艺摘要:球铁代铸钢气室支架是一种结构复杂的铁件,在汽车发动机中起着重要的支撑作用。本论文主要研究了球铁代铸钢气室支架的生产工艺,包括模具设计、球铁铸造、热处理和机械加工等环节。通过优化工艺参数和技术手段,能够提高支架的质量和生产效率,降低生产成本。这对于提升汽车发动机的品质和竞争力具有重要意义。关键词:球铁;铸造;热处理;机械加工第一章引言1.1研究背景和意义随着汽车工业的迅速发展,对发动机性能和质量的要求也越来越高。作为发动机的关键部件之一,气室支

冷铁在铸钢中的应用方法和计算标准.docx
冷铁在铸钢中的应用方法和计算标准摘要冷铁是一种用于铸造中的金属加工方法,它常常用于铸钢生产中以改善生产质量与流程效率。本文介绍了冷铁的概念与原理,以及冷铁在铸造中的应用方法和计算标准。介绍铸造是一种制造产品的重要方法,广泛应用于各种行业中。在钢铁行业,铸造是生产钢材的一种重要方式。随着经济的飞速发展,对钢材质量和生产效率的要求越来越高。为了满足这些要求,铸造技术也在不断地发展。冷铁是一种用于铸造中的金属加工方法。它可以改善铸造质量和生产效率,因此被广泛应用于铸钢生产中。冷铁的概念和原理冷铁是一种在铸造中用

七种球铁生产方法的比较.docx
七种球铁生产方法的比较球铁是一种常见的铸造材料,具有优良的力学性能和热处理性能。球铁的生产方法有很多种,其中包括灰铁球化处理、镍球铁、铜球铁、铬球铁、硅球铁、锰球铁、钒球铁等七种不同的方法。本文将对这七种球铁生产方法进行比较和分析。首先,我们来介绍灰铁球化处理方法。灰铁球化处理是将灰铁经过球化处理后得到的球状石墨铸件。球化处理可以改善灰铁的力学性能和铸造性能,提高其抗拉强度和冲击韧性。然而,球化处理需要高温处理和长时间保温,生产周期较长,且会增加成本。镍球铁是一种添加镍元素的球铁生产方法。镍元素可以提高球