
钢构件焊接检验批质量验收记录.pdf

文库****品店


1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢构件焊接检验批质量验收记录.pdf
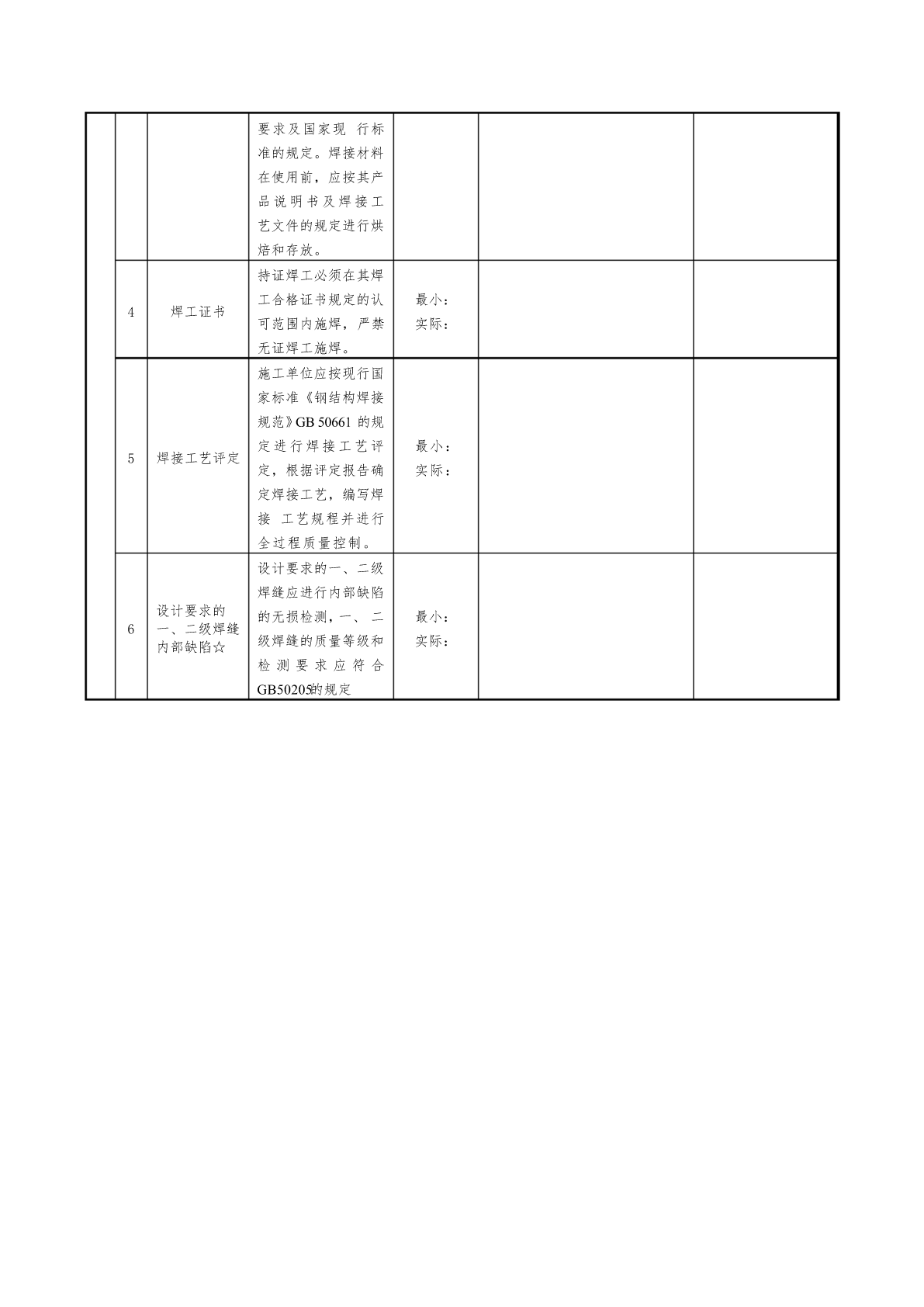
钢构件焊接检验批质量验收记录编号:单位(子单位)分部(子分部)分项工程名称工程名称工程名称施工单位项目经理检验批容量分包单位分包单位检验批部位项目经理《钢结构工程施工规范》GB50755-2012、《钢结构工程施工质量验收规范》施工依据验收依据《钢结构焊接规范》GB50661-2011GB50205-2020最小/实际验收项目设计要求及规范规定检查记录检查结果抽样数量焊接材料的品种、规格、性能应符合国家现行标准的规定并满足设计要求。焊接材料进场时,应按国焊接材料进场最小:1家现行标准的规定抽☆实际:取试件
(建议下载)钢构件焊接检验批质量验收记录.pdf
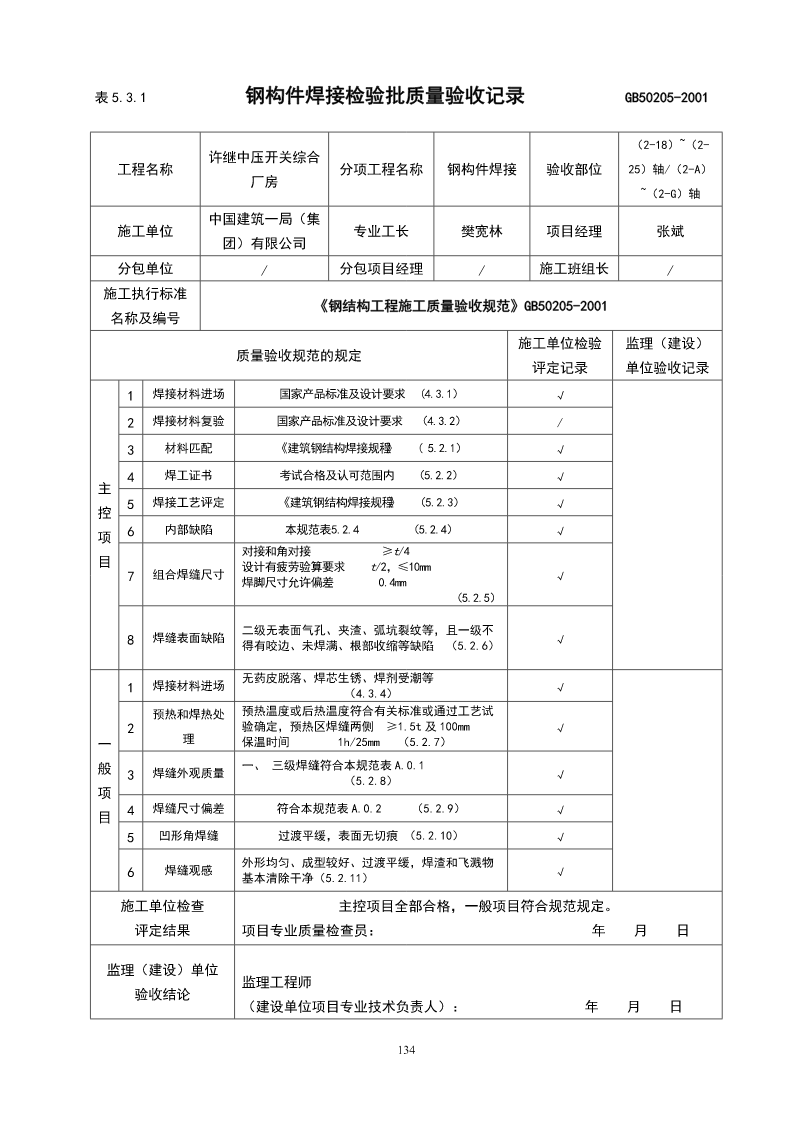
表5.3.1钢构件焊接检验批质量验收记录GB50205-2001(2-18)~(2-许继中压开关综合工程名称分项工程名称钢构件焊接验收部位25)轴/(2-A)厂房~(2-G)轴中国建筑一局(集施工单位专业工长樊宽林项目经理张斌团)有限公司分包单位/分包项目经理/施工班组长/施工执行标准《钢结构工程施工质量验收规范》GB50205-2001名称及编号施工单位检验监理(建设)质量验收规范的规定评定记录单位验收记录1焊接材料进场国家产品标准及设计要求(4.3.1)√2焊接材料复验国家产品标准及设计要求(4.3.
钢构件组装检验批质量验收记录.xls
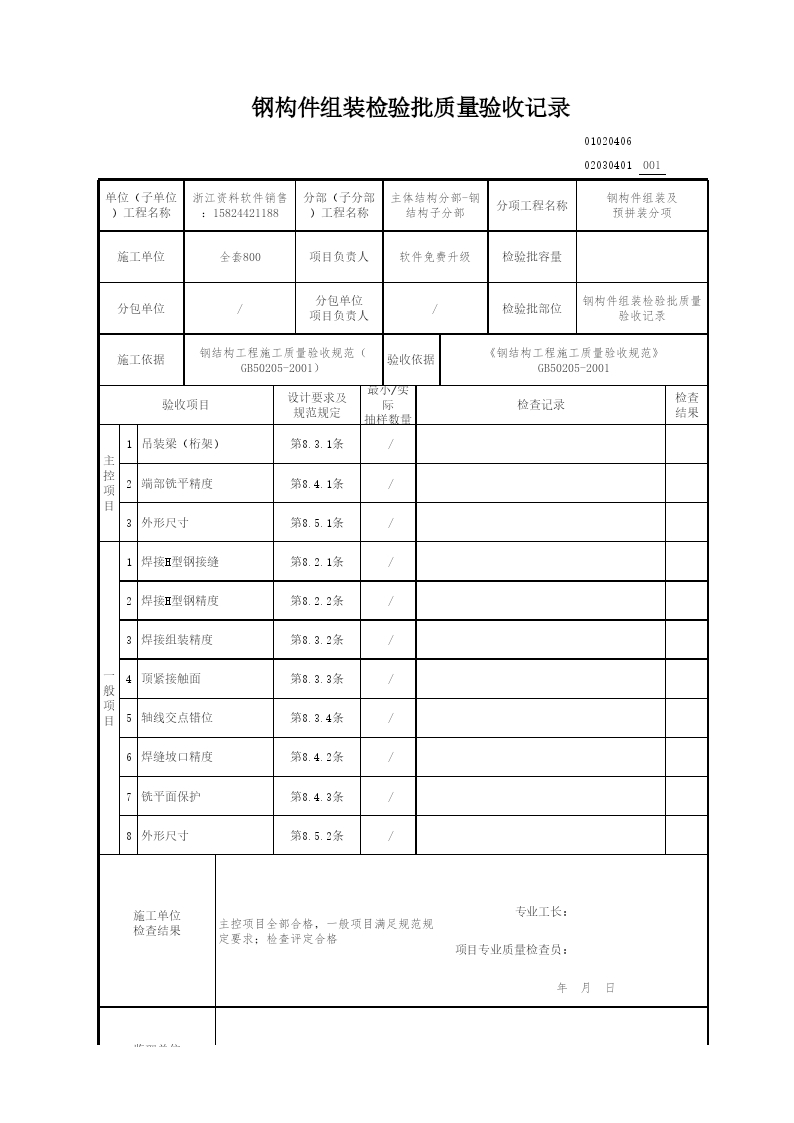
钢构件组装检验批质量验收记录0102040602030401001单位(子单位)工程名称浙江资料软件销售:15824421188分部(子分部)工程名称主体结构分部-钢结构子分部分项工程名称钢构件组装及预拼装分项施工单位全套800项目负责人软件免费升级检验批容量分包单位/分包单位项目负责人/检验批部位钢构件组装检验批质量验收记录施工依据钢结构工程施工质量验收规范(GB50205-2001)验收依据《钢结构工程施工质量验收规范》GB50205-2001验收项目设计要求及规范规定最小/实际抽样数量检查记录检查结

钢构件焊接检验质量验收记录表.docx
表5.3.1钢构件焊接检验批质量验收记录GB50205-2001工程名称许继中压开关综合厂房分项工程名称钢构件焊接验收部位(2-18)~(2-25)轴/(2-A)~(2-G)轴施工单位中国建筑一局(集团)有限公司专业工长樊宽林项目经理张斌分包单位/分包项目经理/施工班组长/施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2001质量验收规范的规定施工单位检验评定记录监理(建设)单位验收记录主控项目1焊接材料进场国家产品标准及设计要求(4.3.1)√2焊接材料复验国家产品标准及设计要求(

钢构件焊接检验质量验收记录表.docx
表5.3.1钢构件焊接检验批质量验收记录GB50205-2001工程名称许继中压开关综合厂房分项工程名称钢构件焊接验收部位(2-18)~(2-25)轴/(2-A)~(2-G)轴施工单位中国建筑一局(集团)有限公司专业工长樊宽林项目经理张斌分包单位/分包项目经理/施工班组长/施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2001质量验收规范的规定施工单位检验评定记录监理(建设)单位验收记录主控项目1焊接材料进场国家产品标准及设计要求(4.3.1)√2焊接材料复验国家产品标准及设计要求(