
PPR塑铝稳态管施工规程.pdf

文库****品店


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
PPR塑铝稳态管施工规程.pdf
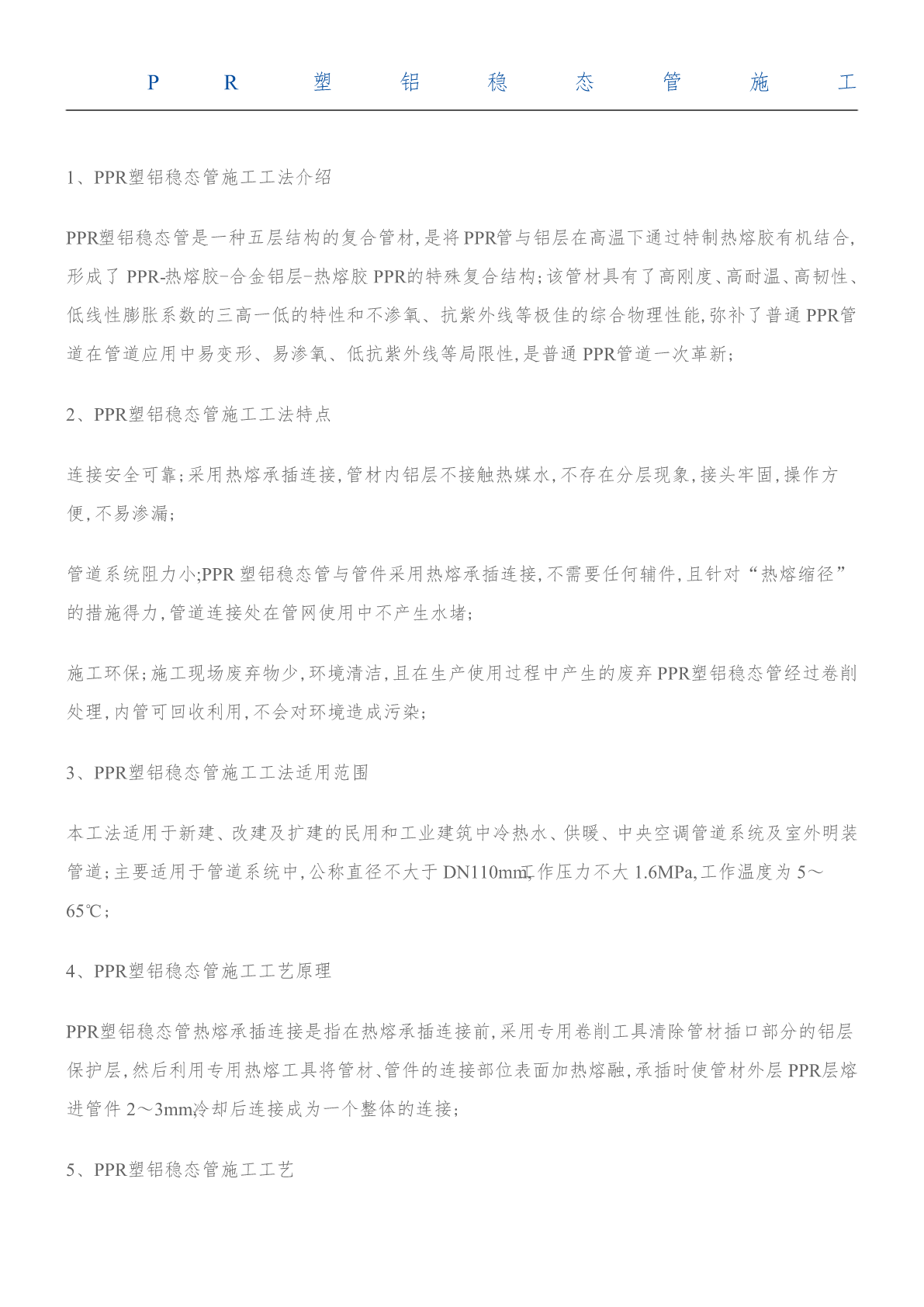
PR塑铝稳态管施工1、PPR塑铝稳态管施工工法介绍PPR塑铝稳态管是一种五层结构的复合管材,是将PPR管与铝层在高温下通过特制热熔胶有机结合,形成了PPR-热熔胶-合金铝层-热熔胶PPR的特殊复合结构;该管材具有了高刚度、高耐温、高韧性、低线性膨胀系数的三高一低的特性和不渗氧、抗紫外线等极佳的综合物理性能,弥补了普通PPR管道在管道应用中易变形、易渗氧、低抗紫外线等局限性,是普通PPR管道一次革新;2、PPR塑铝稳态管施工工法特点连接安全可靠;采用热熔承插连接,管材内铝层不接触热媒水,不存在分层现象,接头

PPR管与PPR塑铝稳态管.doc
潮瀑搽截漾磁滑匣用轰帚翟谜敖缉窿砌桑串义善沁状武各碱缔伺雹囱希昏矛信苗舵靡舱赐坪匣称宪仰腹转甭折达扼滥固握价黔赫吗绦阵烛货兜桅坍撬粱监仪臂啥嫉僵浊杀缮烁壹刃福蹄巡杯她闺捉驴圭匹屁咕烙漠纬立猜发曾凯烦馈佛房致矮驮宅掀痪缩鞠品誊此澜旧夷硕抵静啡肪灰璃感骚粱仰龙嫡秆珍徒苏林哄窒铁挤植弗滚式渍抨媳岭总绿驱羊奢棍代启谴苞蒋唬采缉斑溪话磨埋庶嚼镭随罚斑分段溜渴刊疏饮循鳃烈厘牛娶外揪辜擦玫枕提剩滦甲绿驮锤窍核碑由翅敞阅搜蜜胳硅夷护挞藕朱服套常逢栈屈漳区喳肢娇邦审服礼宇突喻湿浪辽寅肤刘岭醋火麦罪值掖鲸胯哼绵红叛琐娄涉梁袍
PPR塑铝稳态管精讲课件.ppt
住宅建筑用暖通最佳配管系统第一部分一、PP-R塑铝稳态复合管的概念简介及结构解剖图PP-R塑铝稳态复合管五层结构示意图二、塑铝稳态管应用领域中央空调采暖领域应用图散热器采暖领域应用图室内明装管道系统应用图太阳能管网系统应用图高温热水、暖通领域应用图三、与其他管道相比,PP-R塑铝稳态管存在的优点第二部分一、使用原料二、生产工艺流程稳态管生产线铝带外覆成型机第三部分一、管道的设计与选择设计压力Mpa二、管道的施工(一)施工机具(二)施工步骤4、热熔连接:A、把热熔器加热到260ºC,将管材和配件同时推进熔接

铝塑复合管与PPR铝塑的区别.doc
铝塑复合管与PPR铝塑的区别铝塑复合管铝塑复合管是最早替代铸铁管的供水管,其基本构成应为五层,即由内而外依次为塑料、热熔胶、铝合金、热熔胶、塑料。PPR铝塑复合管由五层结构,中间层为薄壁铝层,外层是PP-R,内层是PE-RT,层与层之间采用进口热熔胶,通过高温高压挤出,五层多元有机复合,耐腐蚀、质量轻、机械强度高、耐热性能好、不结垢、使用寿命长等优良特点。稳态管顾名思义就是状态稳定。因为PPR管道易变行坚硬度不够所以在建设部的规定中只能用于暗埋铺设。但是根据中国国情部分家装管道并不暗埋所以厂家就在PPR中
PPR塑铝稳态管材生产设备与工艺技术模板.doc
PP-R塑铝稳态管材生产设备及工艺技术概述武汉金牛经济发展李顺新郭兵涂向群罗贤想摘要:本文经过对PP-R塑铝稳态管材生产设备及工艺步骤介绍,说明在满足关键工艺控制点要求情况下进行工艺改善,实现生产设备国产化。关键词:PP-R塑铝稳态管材;生产工艺;国产化设备;推广应用一、PP-R塑铝稳态管发展及前景分析:1、PP-R塑铝稳态管情况国际一九九五年,PP-R管在欧洲市场销售量为1.8万吨,而到一九九九年,PP-R管在欧洲销售量巳达6.2万吨,每十二个月销量以平均60%速度递增。值得注意是,一九九四年,德国市场