
弯曲变形分析.pdf

文库****品店


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

弯曲变形分析.pdf
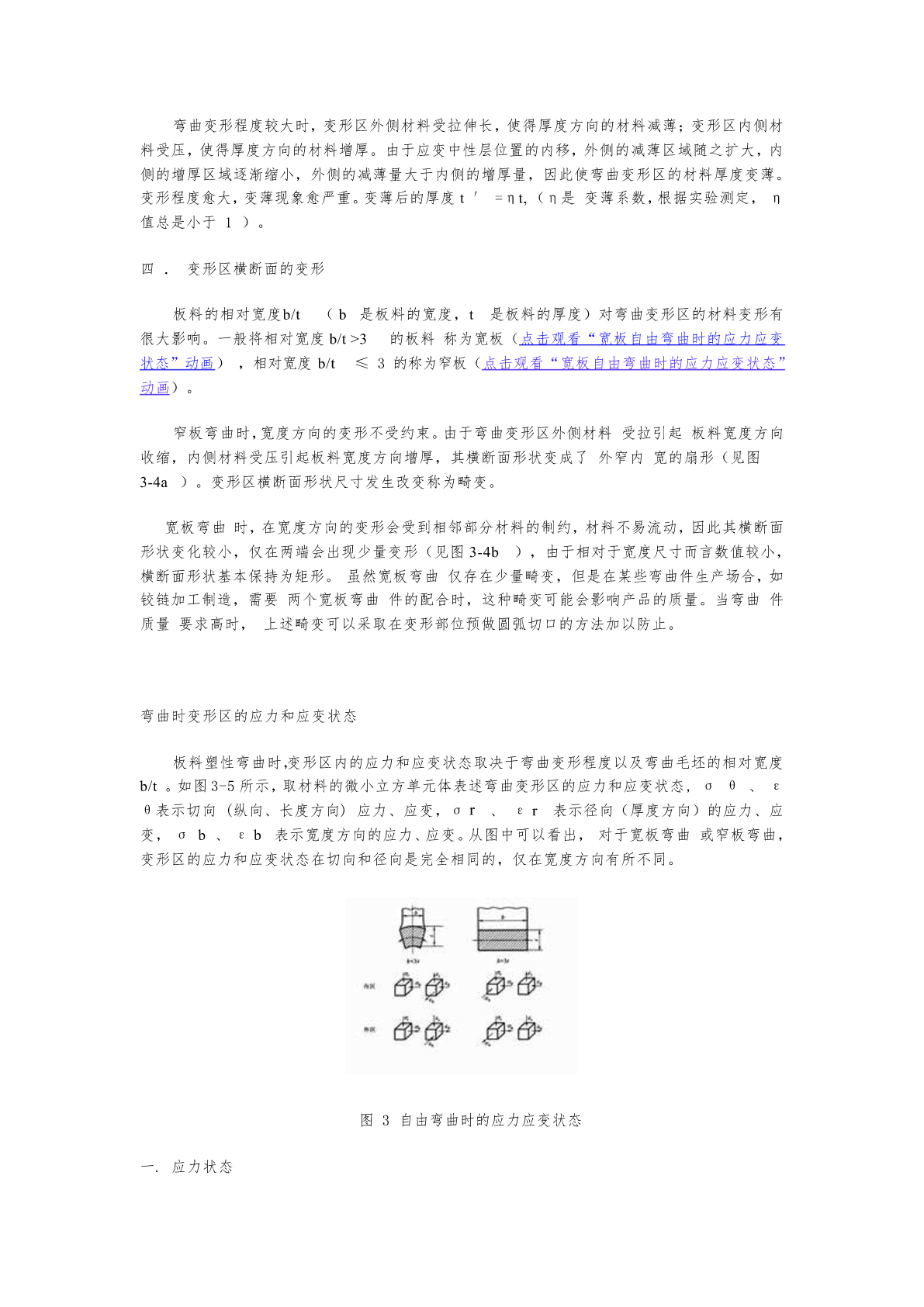
弯曲变形分析弯曲过程中,当坯料上作用有外弯曲力矩时,坯料的曲率半径发生变化。图1表示板弯曲变形区(ABCD部分)内切向应力的变化情况。弯曲过程中内区(靠近曲率中心一侧)切向受压,外区(远离曲率中心一侧)受拉。根据变形程度,弯曲过程可分为三个阶段:1)弹性弯曲。在变形开始时变形程度较小,坯料变形区应力最大的内、外表面的材料没有产生屈服,变形区内材料仅为弹性变形。此时的切向应力分布如图3-1a所示。2)弹-塑性弯曲。随着变形的增大,坯料变形区内、外表面材料首先屈服,进入塑性变形状态。随着变形的进一步增大,塑性
第3章 弯曲工艺与弯曲模设计 32弯曲变形分析.pdf

细长轴双刀车削弯曲变形的分析.docx
细长轴双刀车削弯曲变形的分析细长轴双刀车削弯曲变形的分析摘要:本文针对细长轴双刀车削弯曲变形的问题进行分析和研究,通过对细长轴结构特点、车削刀具及刀具布置的影响、切削力作用等方面进行深入探讨,提出了避免细长轴双刀车削弯曲变形的措施和建议。关键词:细长轴;双刀车削;弯曲变形;刀具布置;切削力;措施建议一、细长轴结构特点细长轴具有较大的长度和较小的截面积,因此容易发生弯曲变形。图1为典型的细长轴示意图。图1细长轴示意图二、车削刀具及刀具布置的影响刀具的选择和布置方式是决定车削质量和加工效率的重要因素。在细长轴

细长轴双刀车削弯曲变形的分析.docx
细长轴双刀车削弯曲变形的分析细长轴双刀车削弯曲变形的分析单位名:大学名摘要:机械加工过程中材料的弯曲变形是常见且不可避免的现象之一。对于细长轴的车削加工中,由于工件的轴向长度远大于其直径,容易产生弯曲变形。本文以细长轴双刀车削为研究对象,通过分析车削工艺参数、工件材料性能和特征尺寸,探讨了细长轴双刀车削弯曲变形的机理,并提出了相应的改善措施。研究结果表明,通过优化切削参数、采用适当的工艺策略和对工件进行补偿,能够有效减小细长轴双刀车削的弯曲变形。关键词:细长轴;双刀车削;弯曲变形;工艺参数;改善措施1引言

弯曲变形_.ppt
第六章弯曲变形本章内容弯曲变形/工程中的弯曲变形问题弯曲变形/工程中的弯曲变形问题弯曲变形/工程中的弯曲变形问题弯曲变形/工程中的弯曲变形问题弯曲变形/工程中的弯曲变形问题§6.2挠曲线的微分方程弯曲变形/挠曲线的微分方程挠曲线上横坐标为x的任意点的纵坐标。即:截面形心沿y方向的位移,以w表示。w与坐标轴同向为正。横截面相对于原来位置转过的角度,以表示。亦等于x轴与挠曲线切线的夹角。弯曲变形/挠曲线的微分方程推导公式2.由数学得到平面曲线的曲率在规定的坐标系中,x轴水平向右为正,w轴竖直向上为正.此式