
一种异形管接头车工通用夹具.pdf

猫巷****奕声


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异形管接头车工通用夹具.pdf
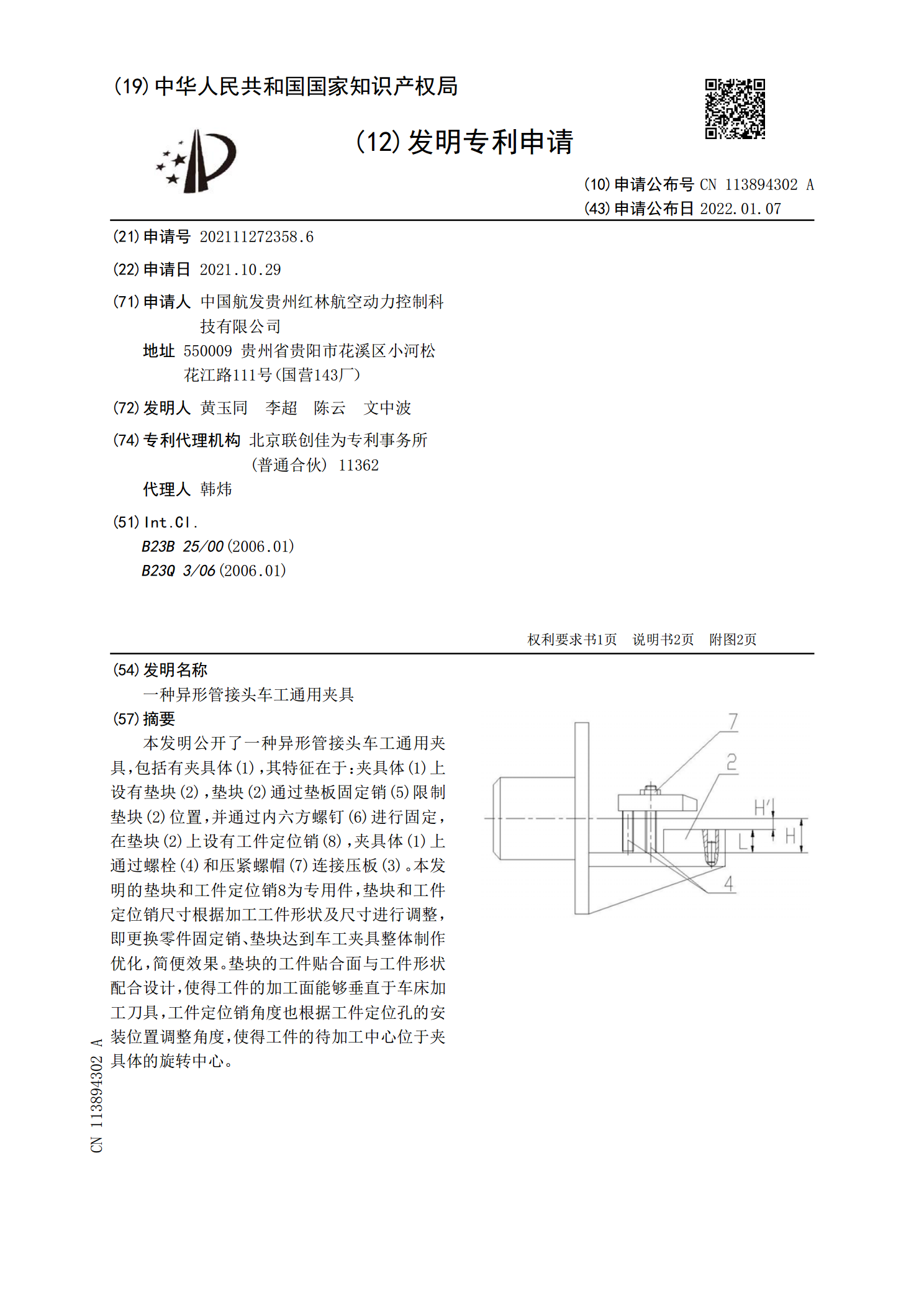
本发明公开了一种异形管接头车工通用夹具,包括有夹具体(1),其特征在于:夹具体(1)上设有垫块(2),垫块(2)通过垫板固定销(5)限制垫块(2)位置,并通过内六方螺钉(6)进行固定,在垫块(2)上设有工件定位销(8),夹具体(1)上通过螺栓(4)和压紧螺帽(7)连接压板(3)。本发明的垫块和工件定位销8为专用件,垫块和工件定位销尺寸根据加工工件形状及尺寸进行调整,即更换零件固定销、垫块达到车工夹具整体制作优化,简便效果。垫块的工件贴合面与工件形状配合设计,使得工件的加工面能够垂直于车床加工刀具,工件定位
一种管接头加工用夹具.pdf
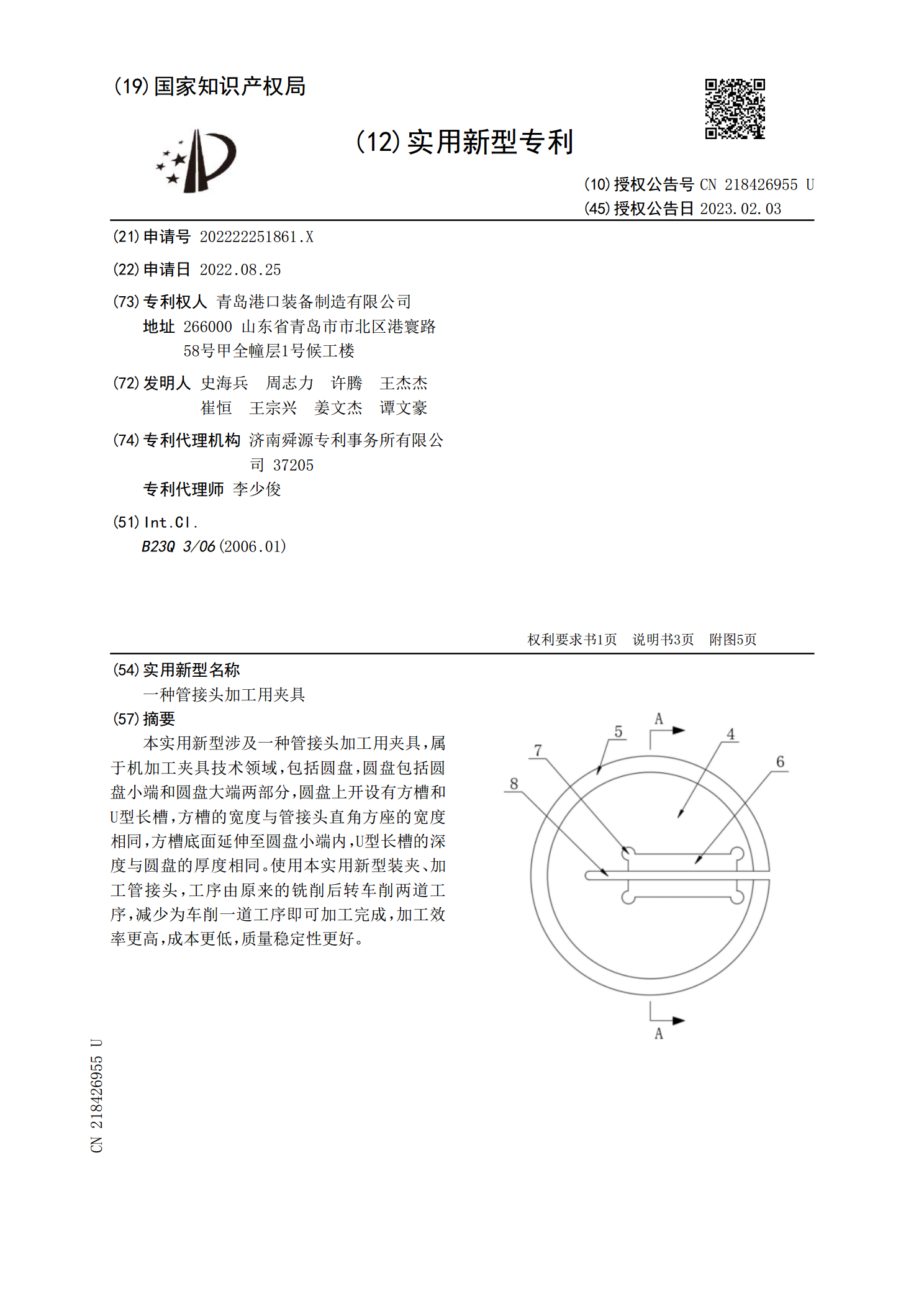
本实用新型涉及一种管接头加工用夹具,属于机加工夹具技术领域,包括圆盘,圆盘包括圆盘小端和圆盘大端两部分,圆盘上开设有方槽和U型长槽,方槽的宽度与管接头直角方座的宽度相同,方槽底面延伸至圆盘小端内,U型长槽的深度与圆盘的厚度相同。使用本实用新型装夹、加工管接头,工序由原来的铣削后转车削两道工序,减少为车削一道工序即可加工完成,加工效率更高,成本更低,质量稳定性更好。

管接头夹具.pdf
本发明公开了一种管接头夹具,用于对异形管接头进行装夹定位,管接头夹具包括安装座、用于适应第一接头相对管本体的偏转角度并对第一接头进行定位的定角向机构、用于支撑异形管接头并对第二接头进行定位的定位机构以及用于将定位后的异形管接头压紧在定位机构上的压紧机构,定角向机构包括可拆卸地连接的基座、角向支撑杆以及滑块,基座固定设于安装座上,滑块沿基座的高度方向可滑动地设于基座上,角向支撑杆的第一端可转动地设于滑块上;角向支撑杆的第二端朝向基座的外侧悬设。本发明的管接头夹具,便于根据不同尺寸的异型管接头更换尺寸匹配的角
一种异形镜片加工用夹具.pdf
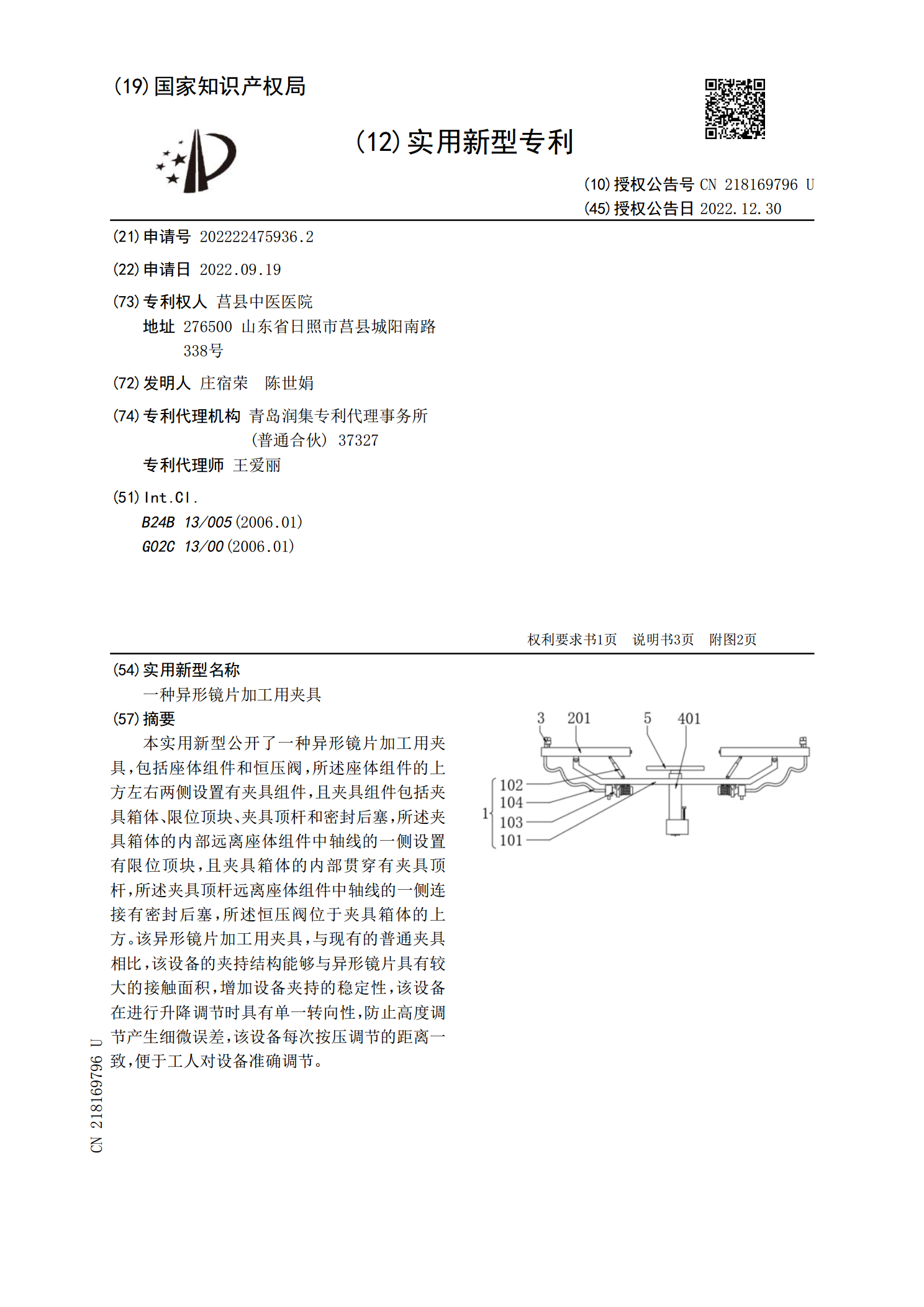
本实用新型公开了一种异形镜片加工用夹具,包括座体组件和恒压阀,所述座体组件的上方左右两侧设置有夹具组件,且夹具组件包括夹具箱体、限位顶块、夹具顶杆和密封后塞,所述夹具箱体的内部远离座体组件中轴线的一侧设置有限位顶块,且夹具箱体的内部贯穿有夹具顶杆,所述夹具顶杆远离座体组件中轴线的一侧连接有密封后塞,所述恒压阀位于夹具箱体的上方。该异形镜片加工用夹具,与现有的普通夹具相比,该设备的夹持结构能够与异形镜片具有较大的接触面积,增加设备夹持的稳定性,该设备在进行升降调节时具有单一转向性,防止高度调节产生细微误差,
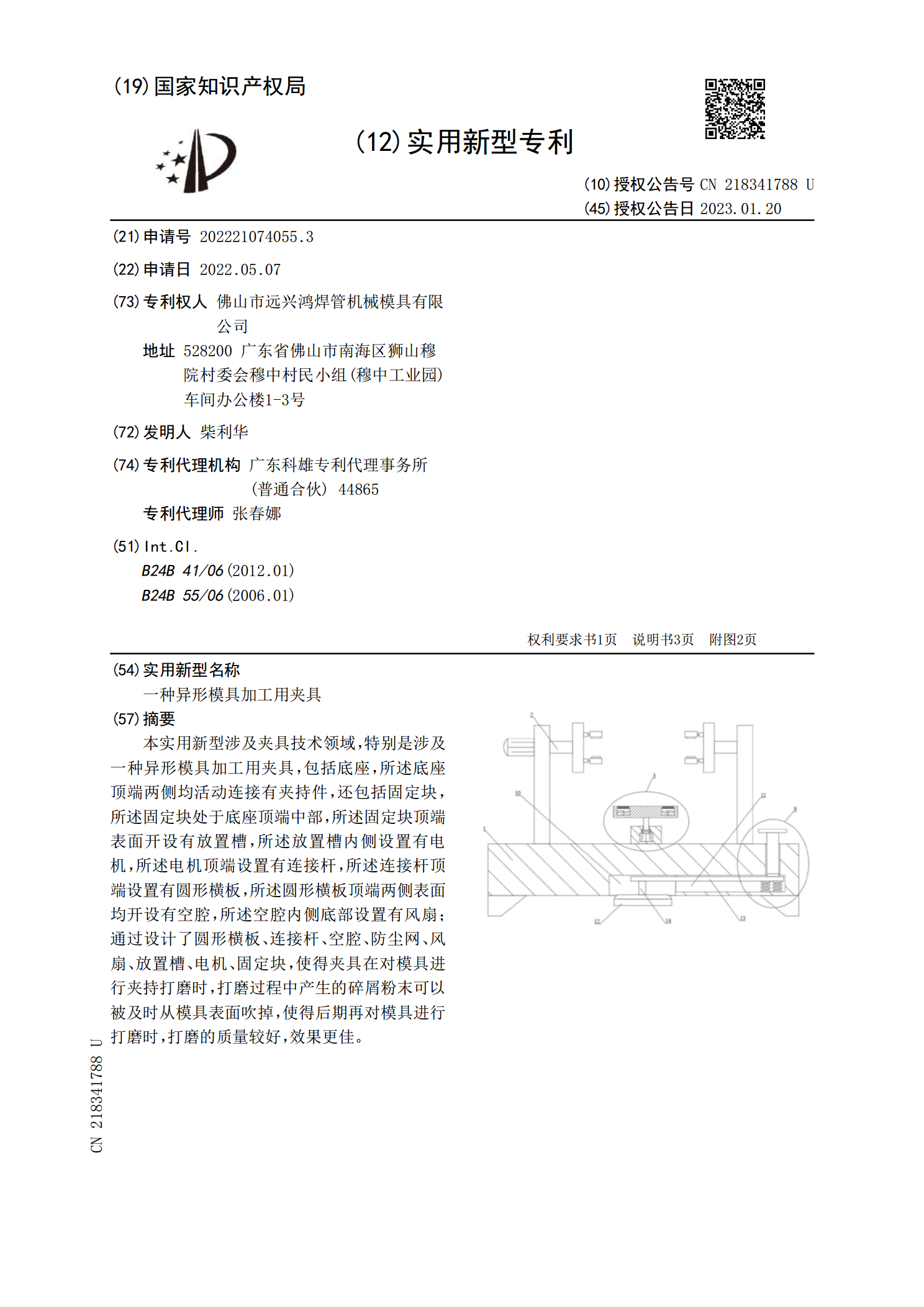
一种异形模具加工用夹具.pdf
本实用新型涉及夹具技术领域,特别是涉及一种异形模具加工用夹具,包括底座,所述底座顶端两侧均活动连接有夹持件,还包括固定块,所述固定块处于底座顶端中部,所述固定块顶端表面开设有放置槽,所述放置槽内侧设置有电机,所述电机顶端设置有连接杆,所述连接杆顶端设置有圆形横板,所述圆形横板顶端两侧表面均开设有空腔,所述空腔内侧底部设置有风扇;通过设计了圆形横板、连接杆、空腔、防尘网、风扇、放置槽、电机、固定块,使得夹具在对模具进行夹持打磨时,打磨过程中产生的碎屑粉末可以被及时从模具表面吹掉,使得后期再对模具进行打磨时,