
一种自锁式隐形拉头的生产工艺.pdf

靖烟****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自锁式隐形拉头的生产工艺.pdf
本发明提供一种自锁式隐形拉头的生产工艺,涉及拉头生产技术领域。该一种自锁式隐形拉头的生产工艺,包括帽盖、拉头体、中圈与拉片,所述帽盖、拉头体、中圈与拉片包括以下原料百分比组成:主要原料组50‑70%、抗氧化漆5‑10%、耐磨涂料2‑5%;所述抗氧化漆包括以下重量份数的原料组成:石墨粉30‑40份、硫酸铜10‑15份、锌粉5‑15份、无水乙醇20‑30份。通过将耐磨涂料A置于喷枪机内,然后使坯件冷却至室温,在坯件上附着一层由高附着性的环氧树脂、碳化硅、氧化铝、丙二醇丁醚组成的涂料,利用碳化硅、氧化铝与丙二醇

一种具有隐形功能的自锁拉头结构.pdf
本发明公开一种具有隐形功能的自锁拉头,该自锁拉头包括一拉头本体、一盖板和一针锁;所述的拉头本体上设有一针锁通孔,还设有一第一扣接部;所述的盖板转动连接在拉头本体上,且其上设有与第一扣接部匹配的第二扣接部;所述的针锁包括一可转动装设在盖板上的连接杆,和一连接该连接杆且插置在针锁通孔中的针头。所述盖板和针锁与拉头本体的上表面平齐设计,且所述盖板与拉头本体的外轮廓相一致设计。该拉头外观规整,解决了现有技术中拉片易刮到其他物品的问题。本发明能实现自锁功能的拉头,不仅可轻便修复自锁功能,而且还具有防盗功能。

一种自锁拉头.pdf
本发明涉及一种自锁拉头,其包括上翼板和下翼板,上翼板与下翼板通过导柱连接,上翼板、下翼板以及导柱共同形成供拉链穿过的引导空间,还包括设置在上翼板上方的上盖,上盖通过铰接部铰接在上翼板上,上盖的下端面与上翼板的上端面之间留有活动空间,在上盖的下端面设有向下延伸的制动爪,上翼板上对应制动爪开设有用以引导制动爪的通孔,通孔从上翼板的上端面贯穿至下端面,还包括用以对制动爪施加向下作用力的弹性部件,弹性部件设置在上翼板与上盖之间,所述铰接部位于弹性部件与所述通孔之间。该拉头具有结构简易、便于设置logo、组装和使用
自锁拉头.pdf
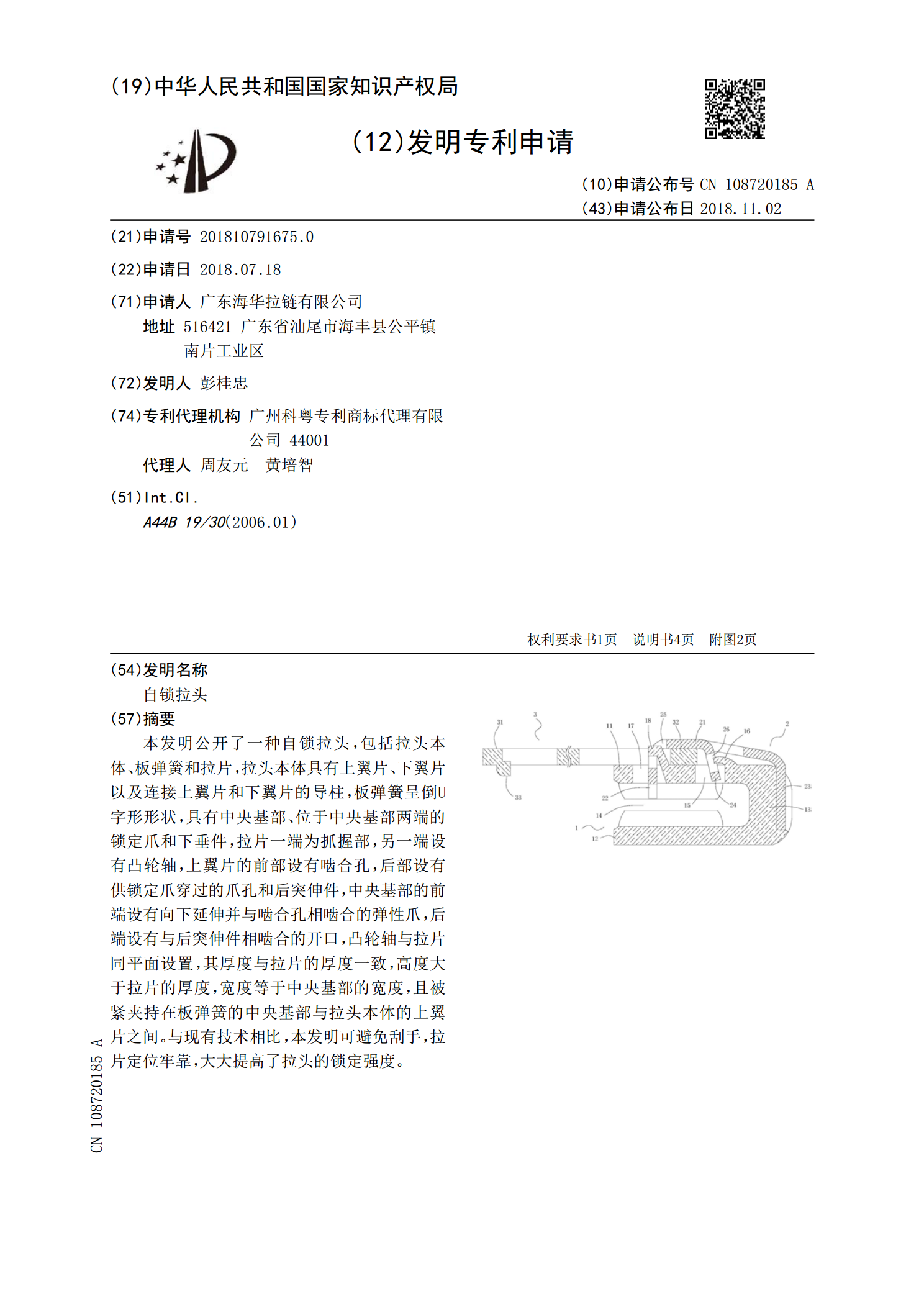
本发明公开了一种自锁拉头,包括拉头本体、板弹簧和拉片,拉头本体具有上翼片、下翼片以及连接上翼片和下翼片的导柱,板弹簧呈倒U字形形状,具有中央基部、位于中央基部两端的锁定爪和下垂件,拉片一端为抓握部,另一端设有凸轮轴,上翼片的前部设有啮合孔,后部设有供锁定爪穿过的爪孔和后突伸件,中央基部的前端设有向下延伸并与啮合孔相啮合的弹性爪,后端设有与后突伸件相啮合的开口,凸轮轴与拉片同平面设置,其厚度与拉片的厚度一致,高度大于拉片的厚度,宽度等于中央基部的宽度,且被紧夹持在板弹簧的中央基部与拉头本体的上翼片之间。与现

一种自锁拉头的自动倒穿头机.pdf
拉头穿头机的研发为拉链生产行业的自动化生产做出了巨大的贡献,拉头穿头机已经成为拉链生产流程中不可或缺的设备,现有的拉头穿头机包括机架,导轮进料组,导轮合链组,振动盘送料组,拉头送料组,穿头组以及出带组,在出带组动力作用下,将拉带穿过上述部件,从而将拉头自动的穿到拉带上,所以对拉头穿头机的完善及改进成为了拉链生产环节中重要的目标,本发明主要目的在于提供一种自锁拉头的自动倒穿头机,通过对拉头穿头机结构的改进,使其配合拉链生产流程更加方便和高效,在对自锁拉头穿链时,更方便快捷,同时将拉头传入拉链后,穿到链牙上的