
一种平面磨床夹具.pdf

慧娇****文章

1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种平面磨床夹具.pdf
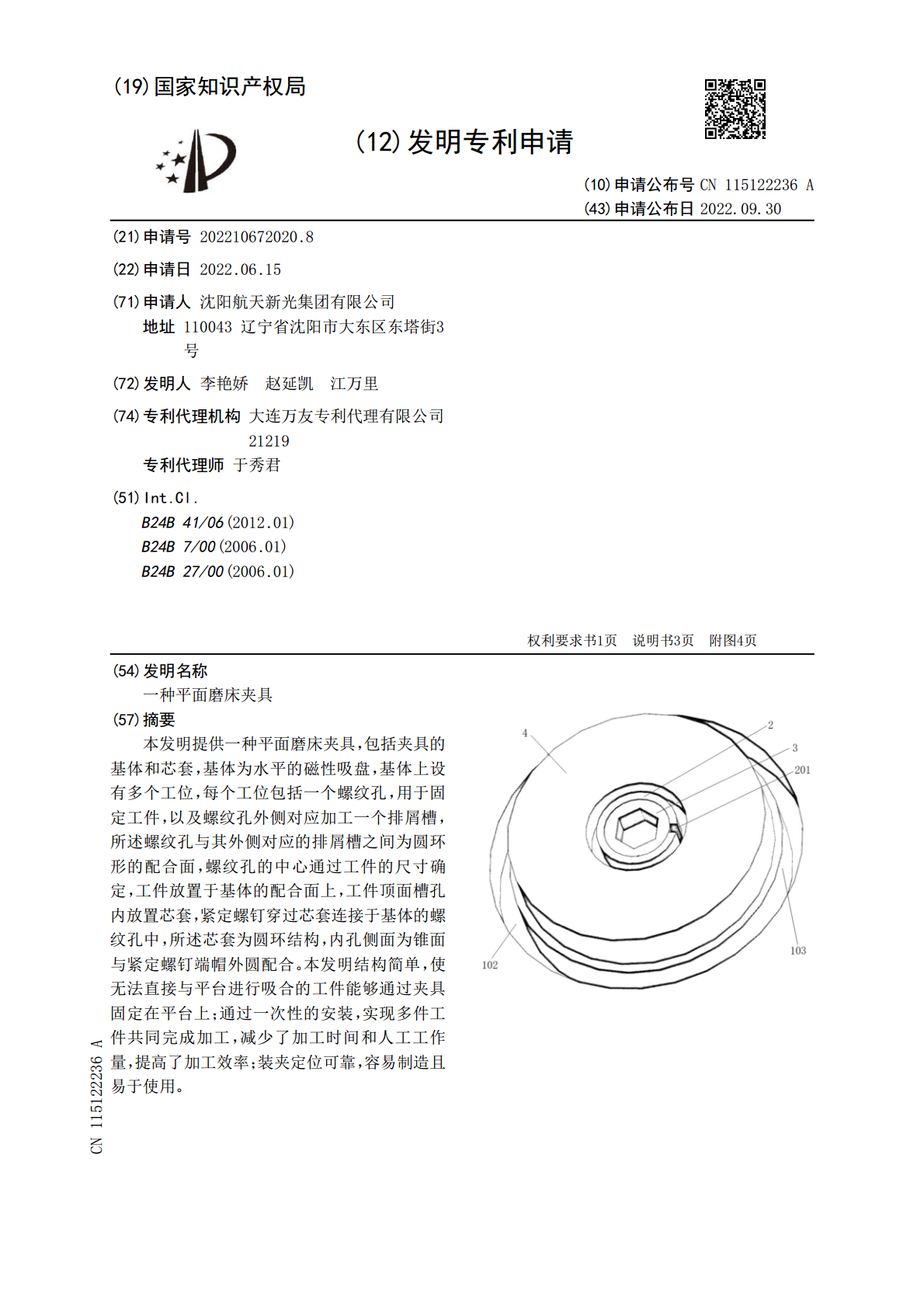
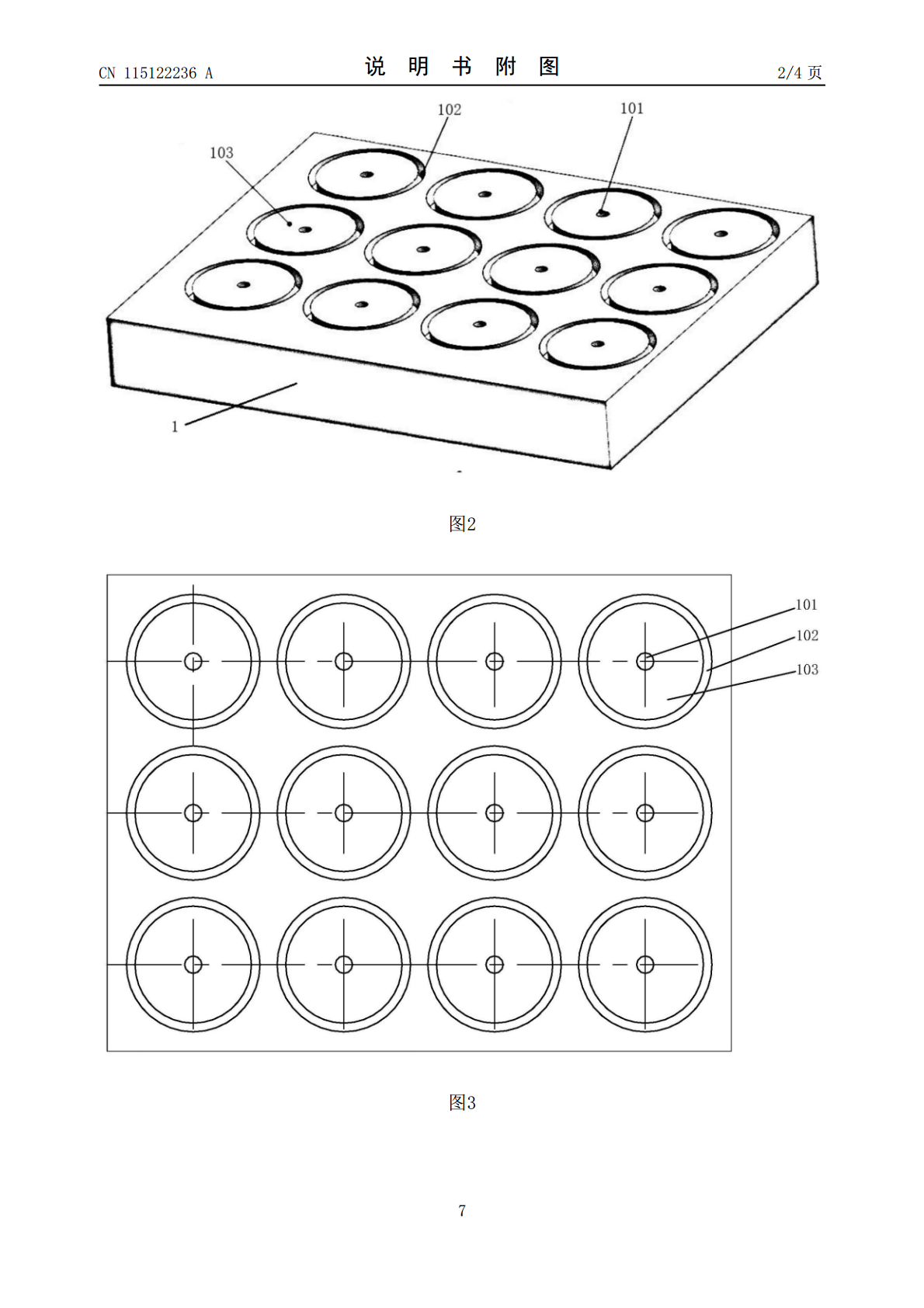
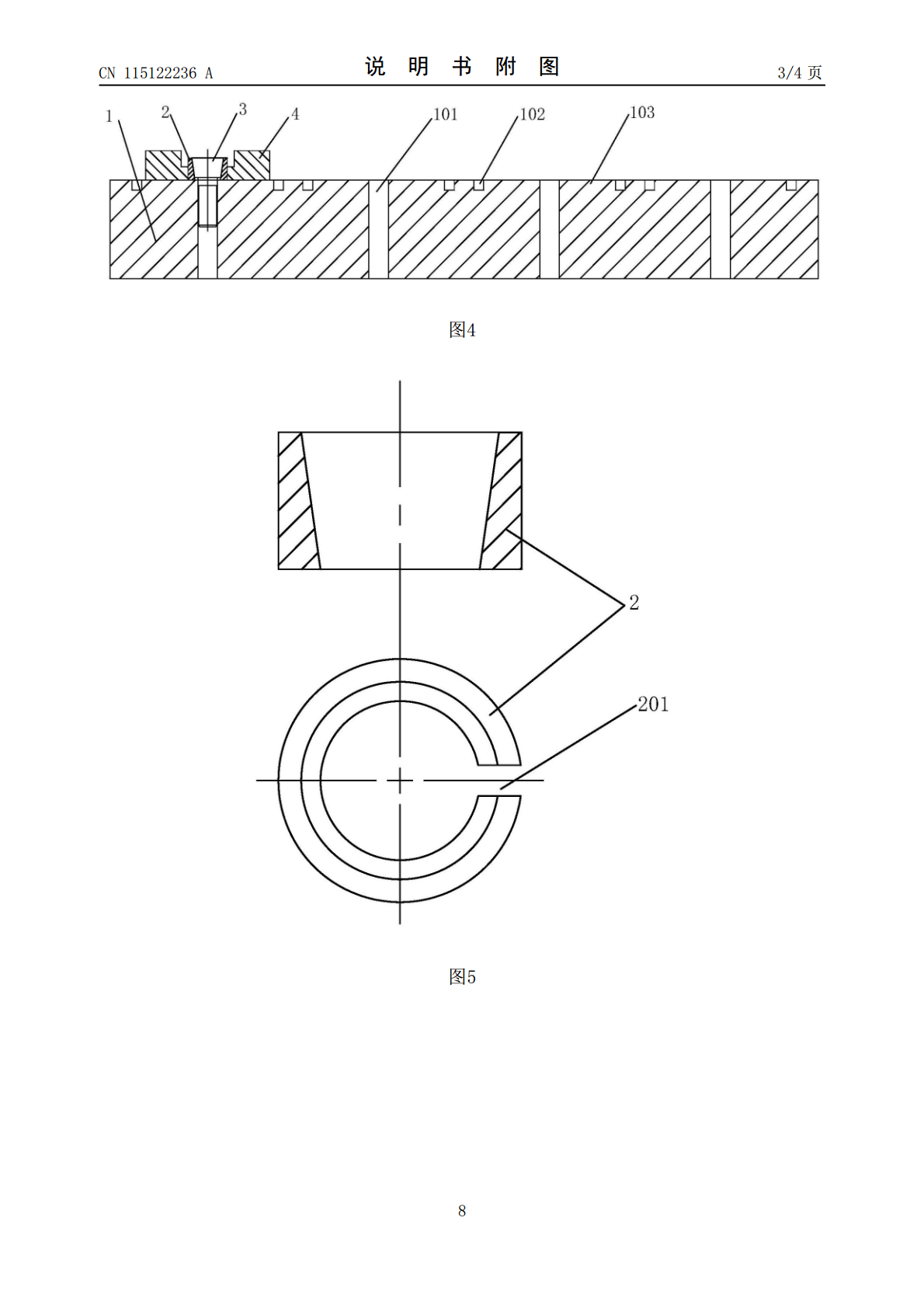
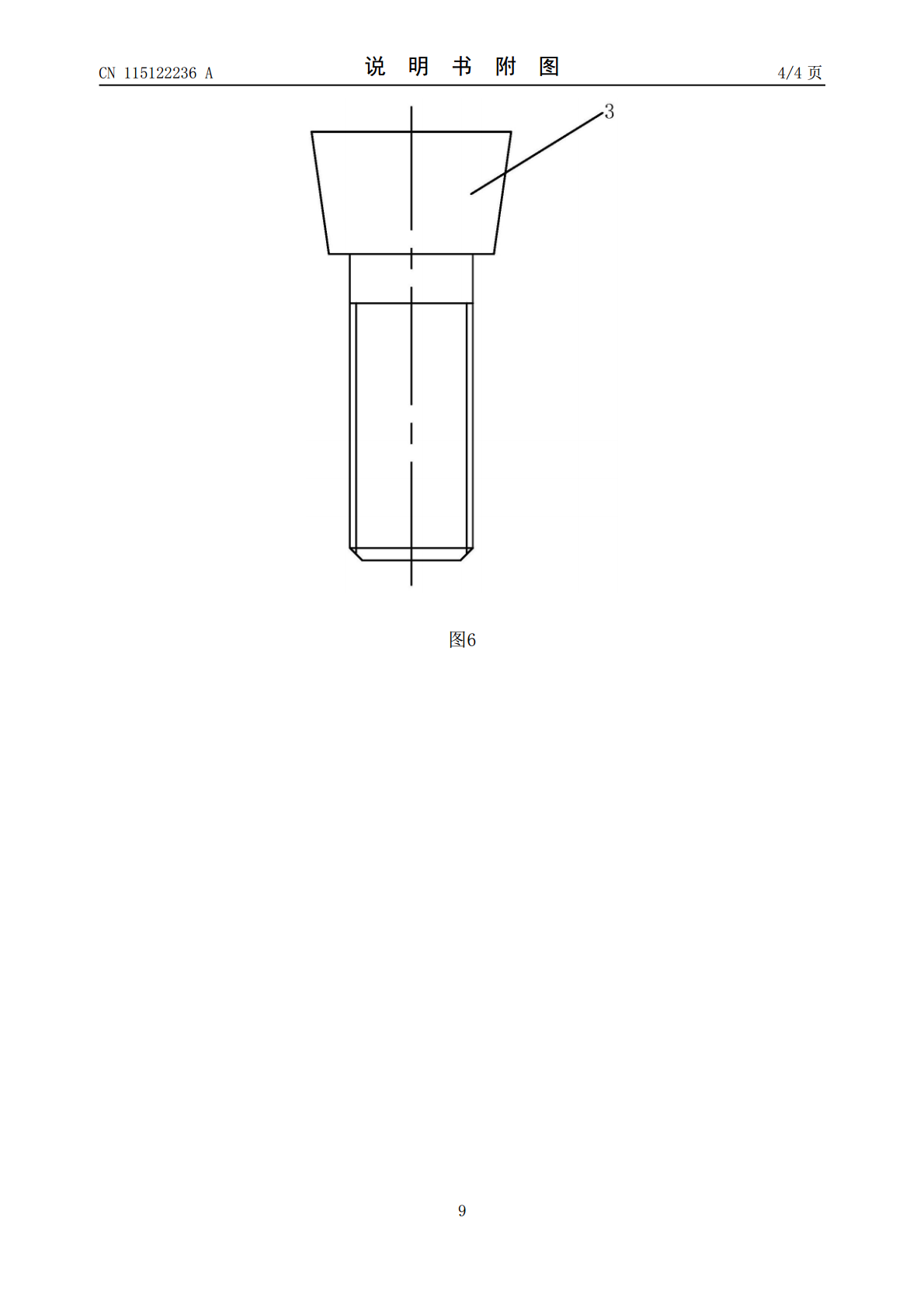
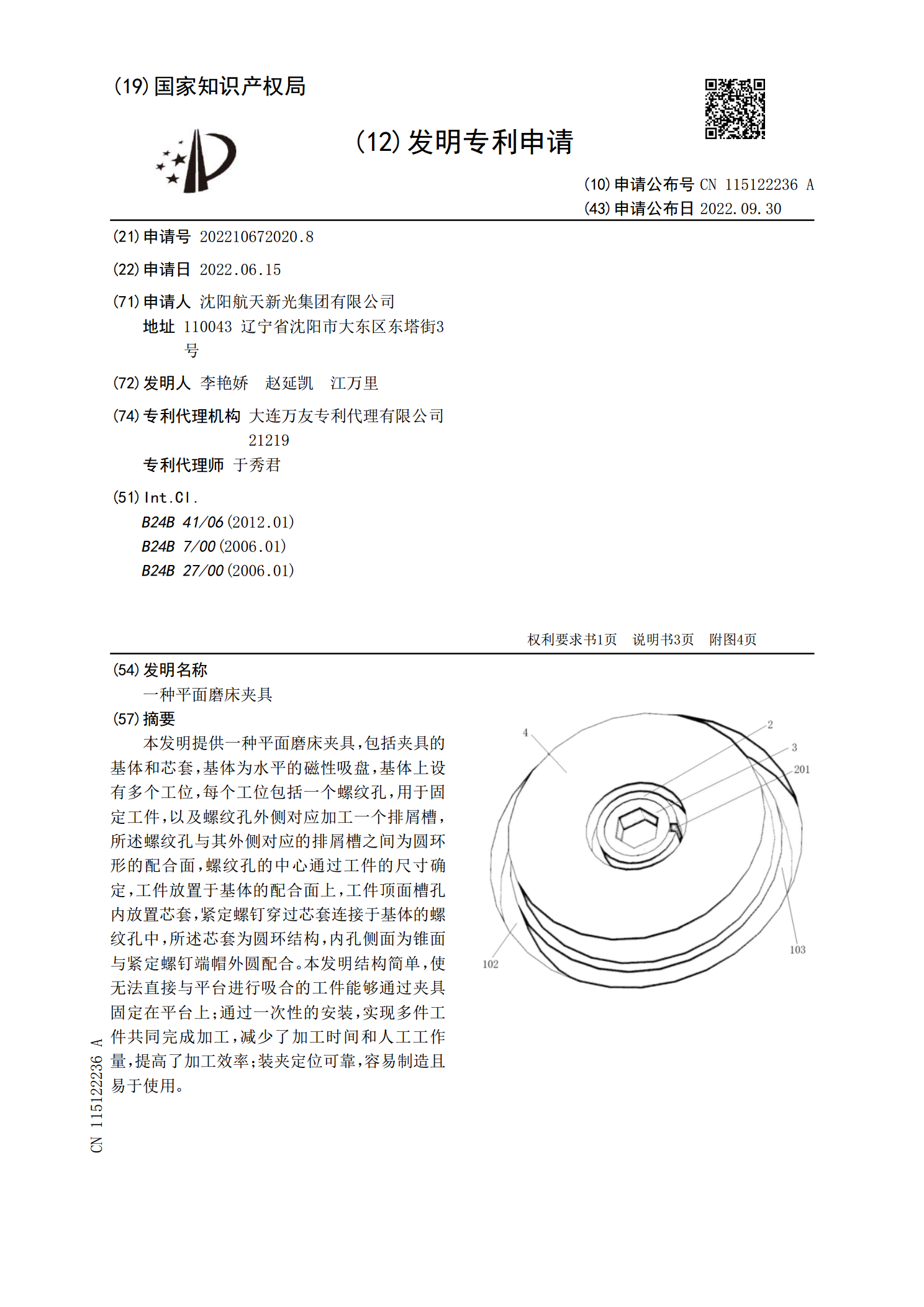
本发明提供一种平面磨床夹具,包括夹具的基体和芯套,基体为水平的磁性吸盘,基体上设有多个工位,每个工位包括一个螺纹孔,用于固定工件,以及螺纹孔外侧对应加工一个排屑槽,所述螺纹孔与其外侧对应的排屑槽之间为圆环形的配合面,螺纹孔的中心通过工件的尺寸确定,工件放置于基体的配合面上,工件顶面槽孔内放置芯套,紧定螺钉穿过芯套连接于基体的螺纹孔中,所述芯套为圆环结构,内孔侧面为锥面与紧定螺钉端帽外圆配合。本发明结构简单,使无法直接与平台进行吸合的工件能够通过夹具固定在平台上;通过一次性的安装,实现多件工件共同完成加工,
一种平面磨床.pdf
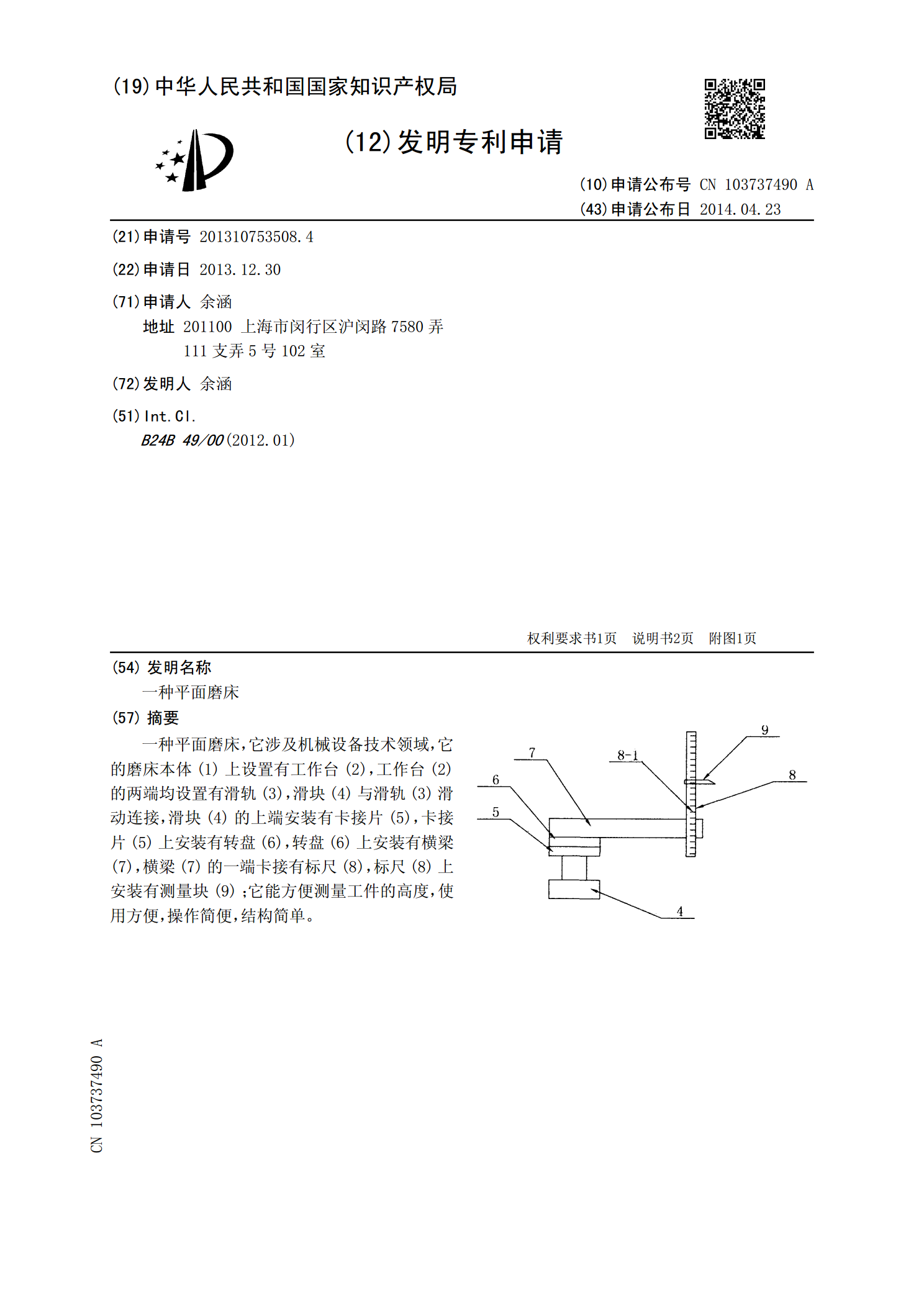
一种平面磨床,它涉及机械设备技术领域,它的磨床本体(1)上设置有工作台(2),工作台(2)的两端均设置有滑轨(3),滑块(4)与滑轨(3)滑动连接,滑块(4)的上端安装有卡接片(5),卡接片(5)上安装有转盘(6),转盘(6)上安装有横梁(7),横梁(7)的一端卡接有标尺(8),标尺(8)上安装有测量块(9);它能方便测量工件的高度,使用方便,操作简便,结构简单。
一种平面磨床.pdf
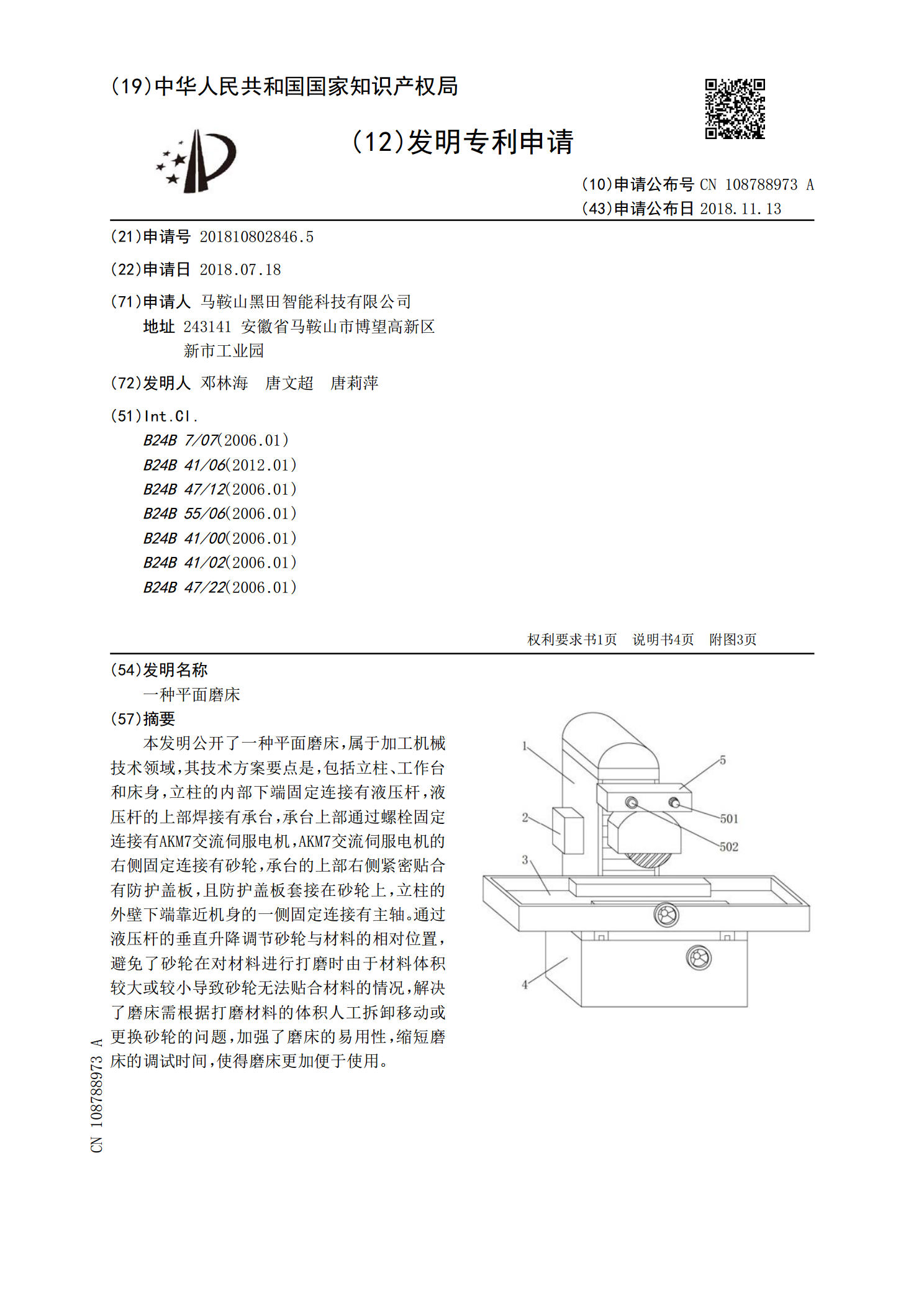
本发明公开了一种平面磨床,属于加工机械技术领域,其技术方案要点是,包括立柱、工作台和床身,立柱的内部下端固定连接有液压杆,液压杆的上部焊接有承台,承台上部通过螺栓固定连接有AKM7交流伺服电机,AKM7交流伺服电机的右侧固定连接有砂轮,承台的上部右侧紧密贴合有防护盖板,且防护盖板套接在砂轮上,立柱的外壁下端靠近机身的一侧固定连接有主轴。通过液压杆的垂直升降调节砂轮与材料的相对位置,避免了砂轮在对材料进行打磨时由于材料体积较大或较小导致砂轮无法贴合材料的情况,解决了磨床需根据打磨材料的体积人工拆卸移动或更换

一种平面磨床.pdf
本发明公开了一种平面磨床,包括:机架,设置有具有作业通孔的工作平台、承载平台;工件承载装置,包括基座、转盘、第一液压缸、工件承载台,承载平台上还安装有翻转组件,基座上安装旋转驱动组件,工件承载台能够向上穿过作业通孔;多个工件夹紧装置,环状阵列布置于工作平台上,每一工件夹紧装置包括气缸、安装板、柔性夹紧块、多个弹性构件;第一三维移动装置,其功能输出端安装有砂轮组件;控制器。其技术方案能够方便可靠的执行对工件的磨削动作,自动化程度较高,能够大大减轻操作人员的工作负担。

一种精密平面磨床.pdf
本发明公开了一种精密平面磨床,包括机身底桶、鞍座、工作台、立柱、主轴、砂轮、自动润滑系统及显示屏。所述主轴与所述电机轴一体连接可以降低主轴带动砂轮高速运转时的设备故障率及人身伤害,所述自动润滑系统对所述工作台及所述立柱的各螺杆及滑道提供润滑,可确保所述精密平面磨床的高效率低噪音的运行,所述显示屏可实时显示所述精密平面磨床的运行工况。