
电气接头十步法.pdf

文库****品店

1/9
2/9

3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电气接头十步法.pdf
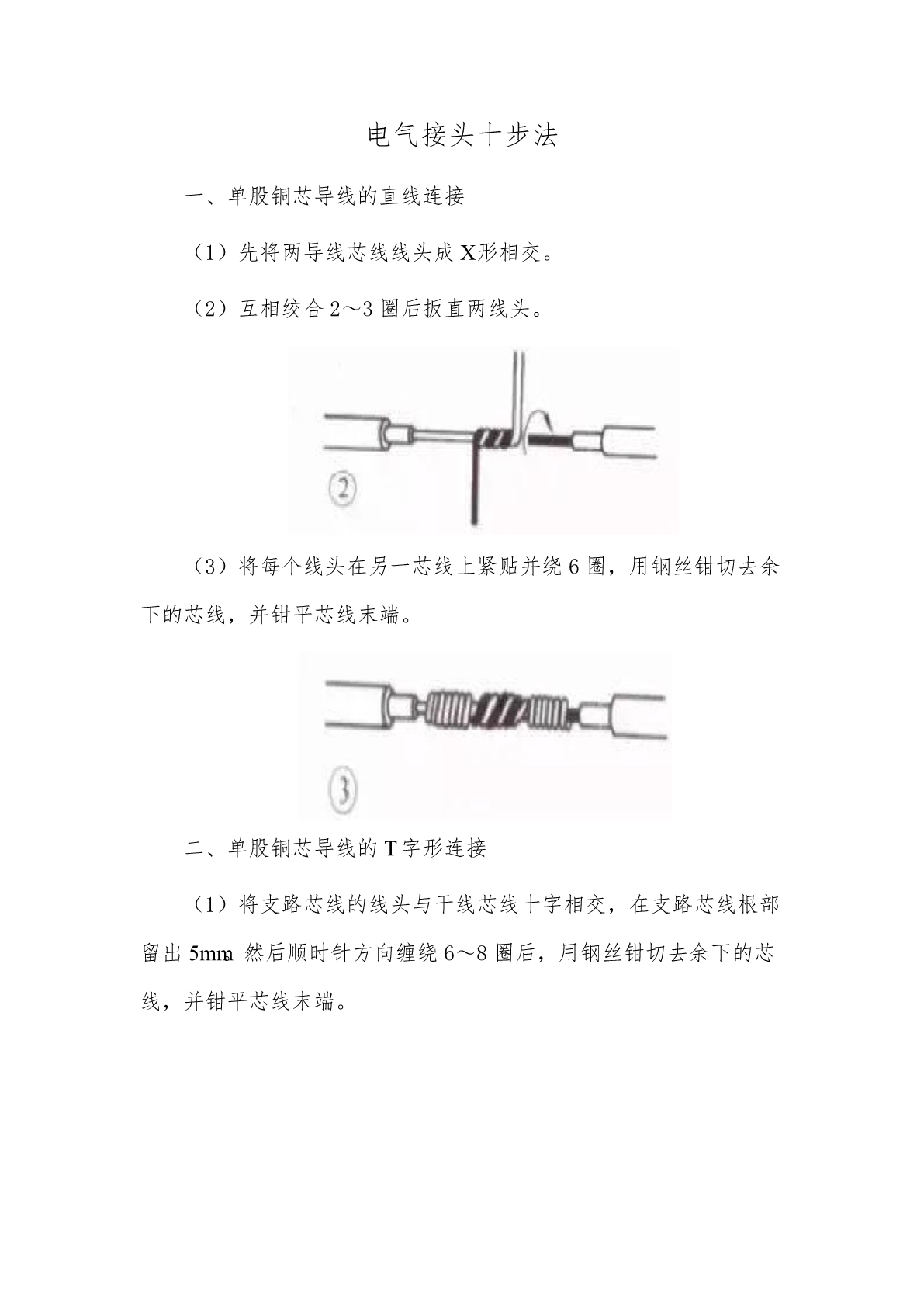
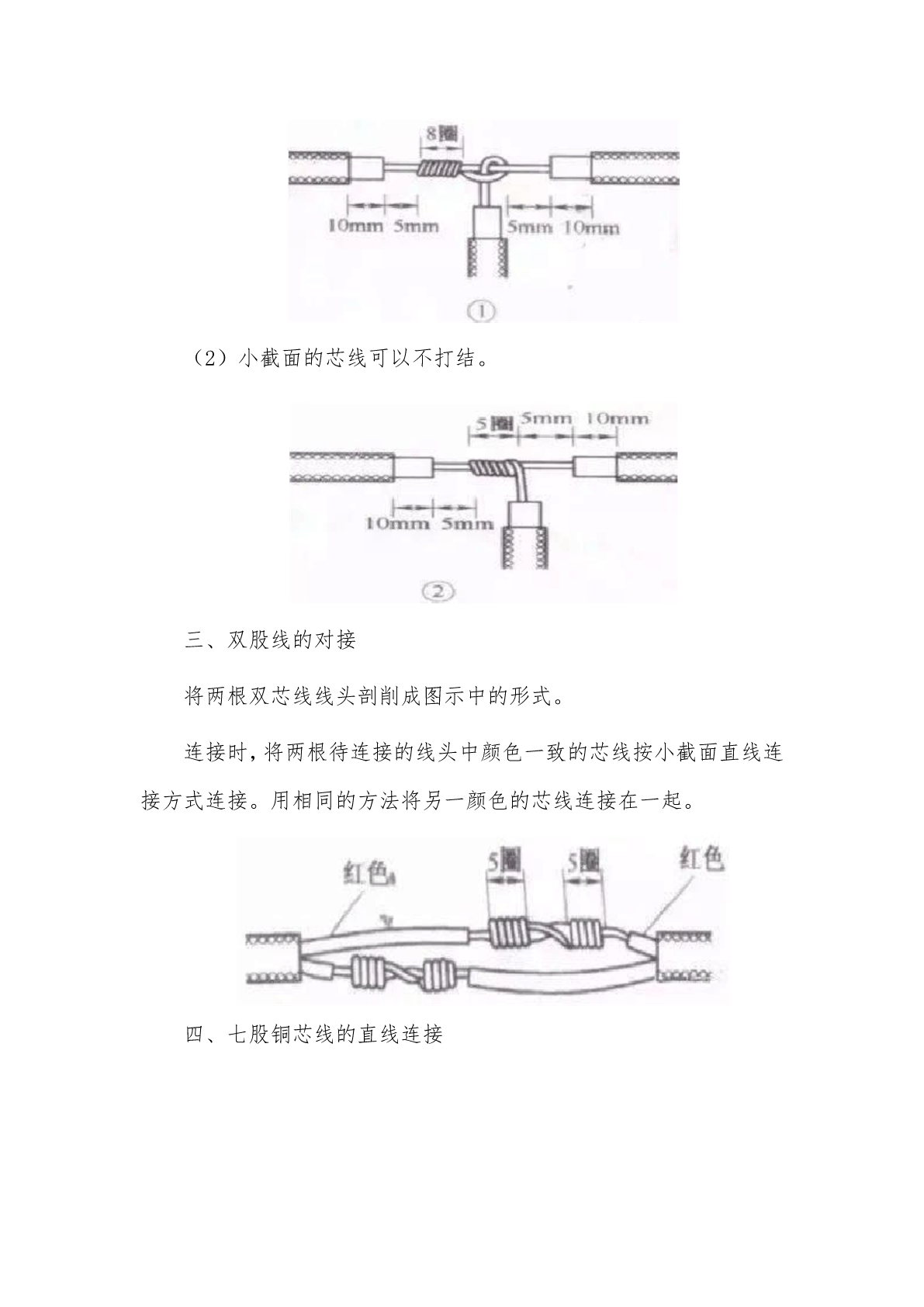
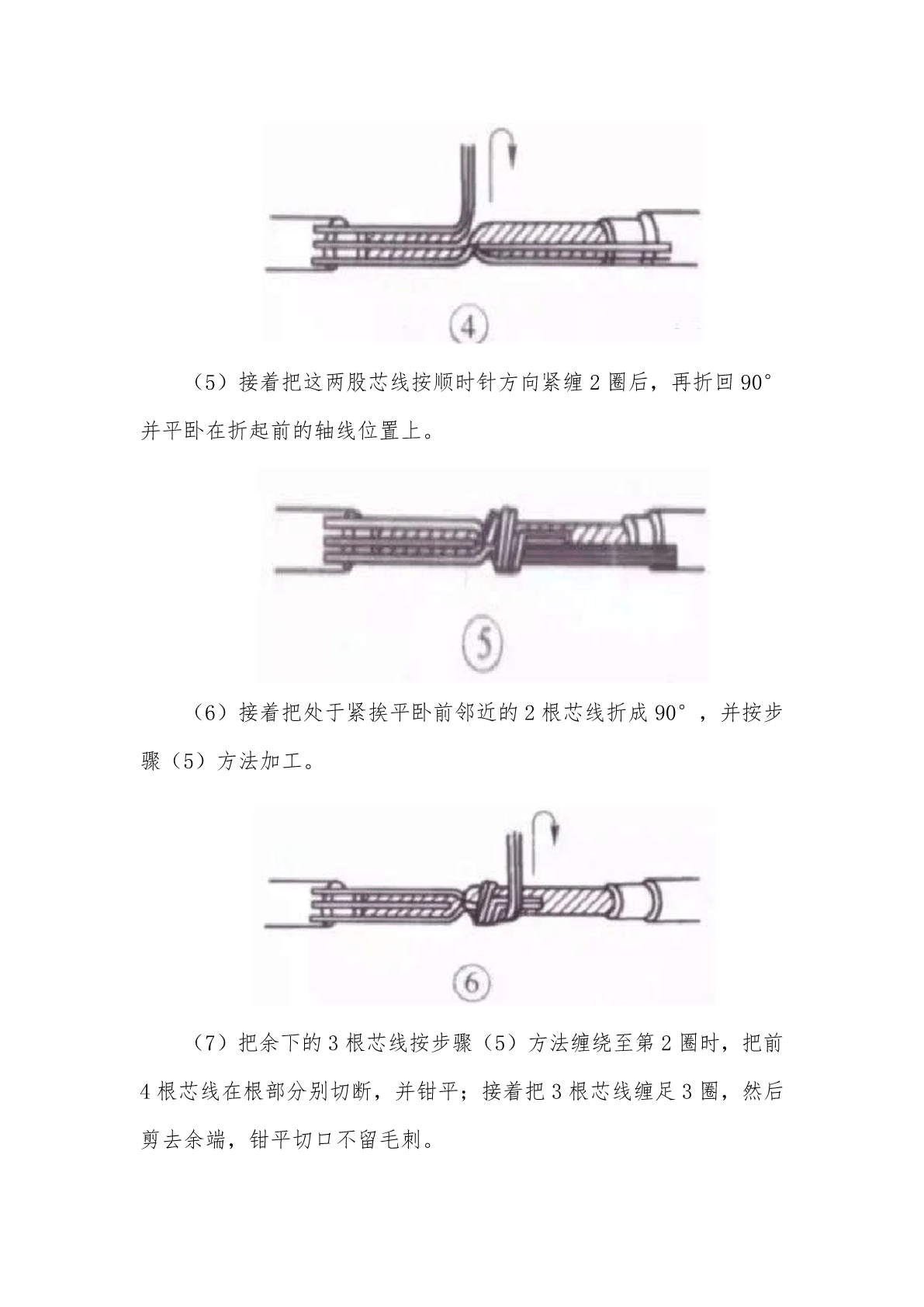
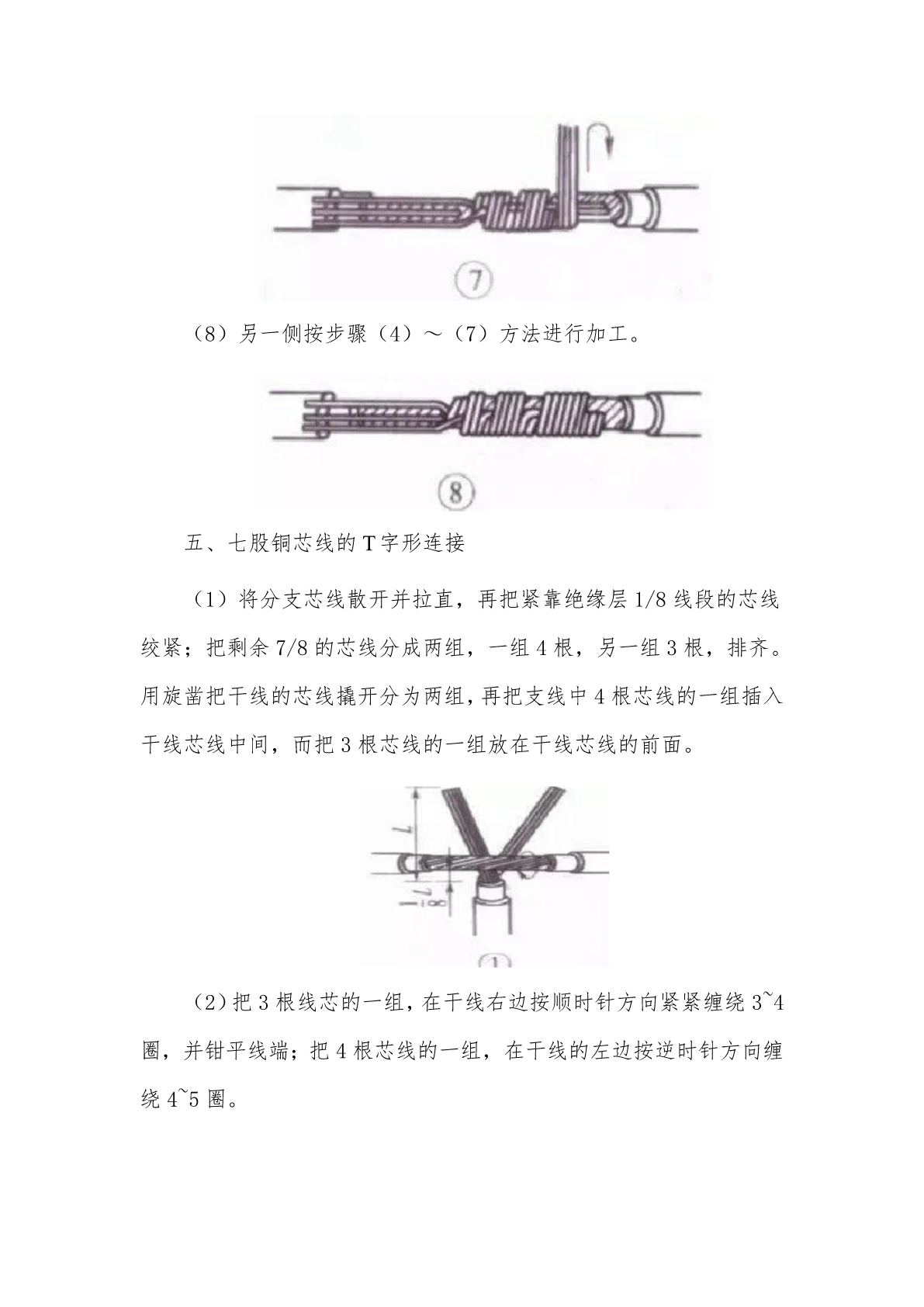
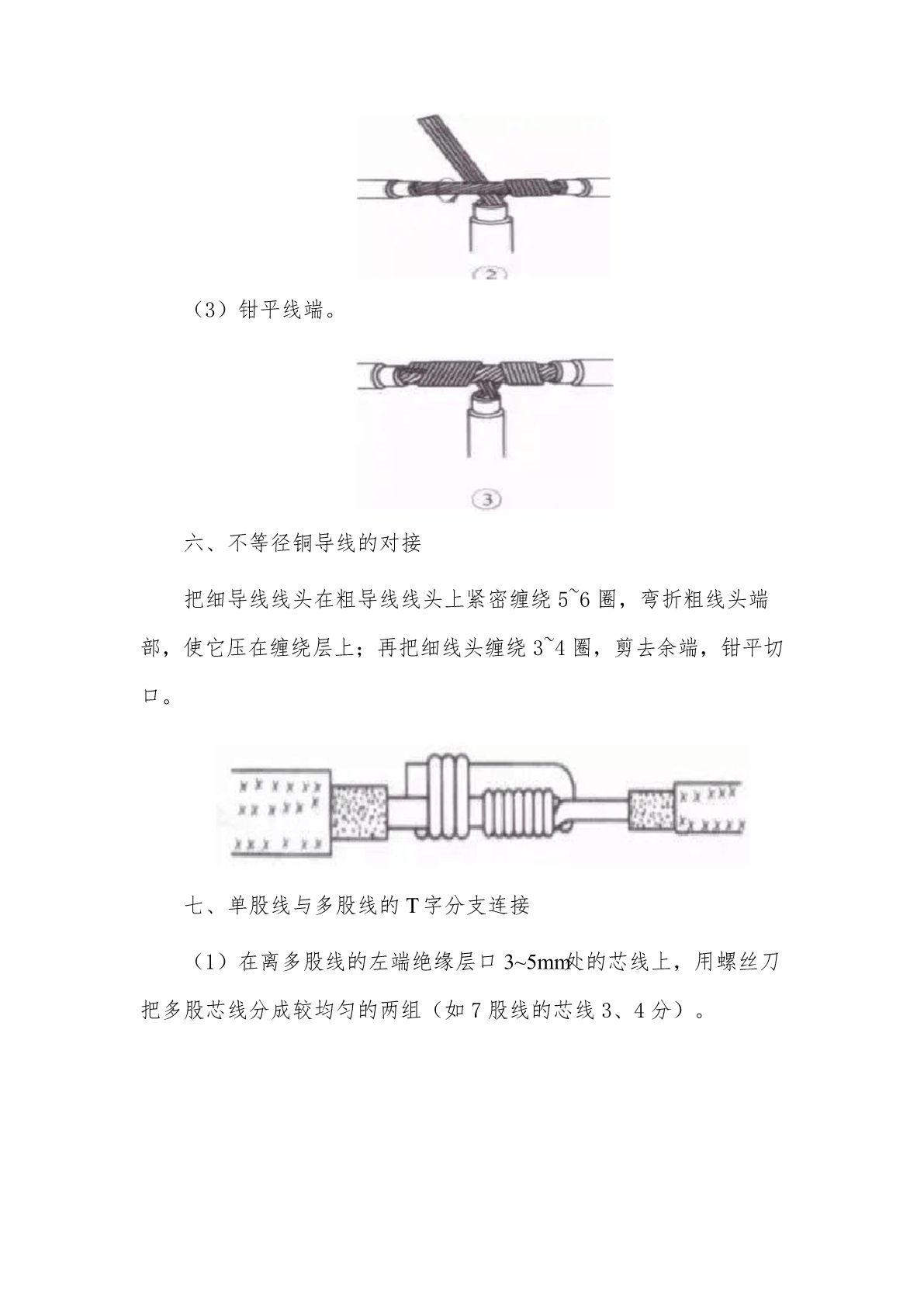
电气接头十步法一、单股铜芯导线的直线连接(1)先将两导线芯线线头成X形相交。(2)互相绞合2~3圈后扳直两线头。(3)将每个线头在另一芯线上紧贴并绕6圈,用钢丝钳切去余下的芯线,并钳平芯线末端。二、单股铜芯导线的T字形连接(1)将支路芯线的线头与干线芯线十字相交,在支路芯线根部留出5mm。然后顺时针方向缠绕6~8圈后,用钢丝钳切去余下的芯线,并钳平芯线末端。(2)小截面的芯线可以不打结。三、双股线的对接将两根双芯线线头剖削成图示中的形式。连接时,将两根待连接的线头中颜色一致的芯线按小截面直线连接方式连接。

电气接头.pdf
本发明建议了一种可旋转的电气接头,所述可旋转的电气接头具有内管和包围该内管的外管,其中内管和外管可围绕共同的纵向轴线彼此相对旋转。用于插塞接点的接头壳体处在两个管的一个末端端部上,而模块壳体处在两个管的另一个末端端部上。当两个管相互达到预定的旋转角度时至少一个突伸出的第一卡锁元件接合到至少一个第一凹陷内。此外,在内管的内部空间内具有柔性的电导线。
电气接线盒及电气管路接头组件.pdf
本公开涉及建筑结构中电气管路走线领域,提供了电气接线盒及电气管路接头组件,电气接线盒包括安装部和接线部;安装部为圆柱状壳体,具有相对的第一端和第二端,安装部的第一端为开口端。接线部为中空壳体,接线部与安装部的第二端连接,且安装部的内部空间与接线部的内部空间连通;接线部的壁上设有贯穿壁厚方向的接线孔,且至少位于接线孔边缘的接线部的壁为平面;接线部的外轮廓在安装部的第二端的正投影不超出安装部的横截面所围成的圆形区域。电气管路接头组件包括电气接线盒、线盒连接件、线管连接件及线管。电气接线盒便于在圆形孔洞内安装,

一种电气接头异常发热测试电气柜.pdf
本发明公开了一种电气接头异常发热测试电气柜,包括柜体、减震底座和带刹万向轮;柜体连接减震底座;带刹万向轮连接减震底座;减震底座包括第一支撑板、第一U型钢板、第二支撑板、缓冲架和第二U型钢板;第一U型钢板和第二U型钢板分别连接第一支撑板和第二支撑板之间;缓冲架等间距安装在第一支撑板和第二支撑板之间;缓冲架包括固定筒、弹性支撑件、滑动件、支撑杆和弹簧;固定筒连接第二支撑板;支撑杆连接第一支撑板且延伸至固定筒内;弹簧套结在支撑杆外;滑动件连接支撑杆;滑动件滑动连接固定筒;弹性支撑件连接滑动件和固定筒。本发明提供
电气检修作业“八步法”.docx
电气检测、修理作业“八步法”一停:具体内容:履行完工作许可手续、开完班前会后检测、修理班成员到达工作现场在待检测、修理设备前列队站立。二看:具体内容:检测、修理人员按照工作票任务内容对待检测、修理的设备进行核对:核对设备的位置、双重编号、实际运转状态核对检测、修理区域和带电设备的安全距离核对遮拦、接地线、标示牌等安全措施符合工作票要求。三确认:具体内容:确认检测、修理人员和监护人分工确认检测、修理任务清楚、各类风险明确、预控措施熟知、工器具完好、临时检测、修理电源可靠、个人安全防护用品齐全合格并在工作票和