
轮胎活络模具介绍.pdf

文库****品店

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮胎活络模具介绍.pdf
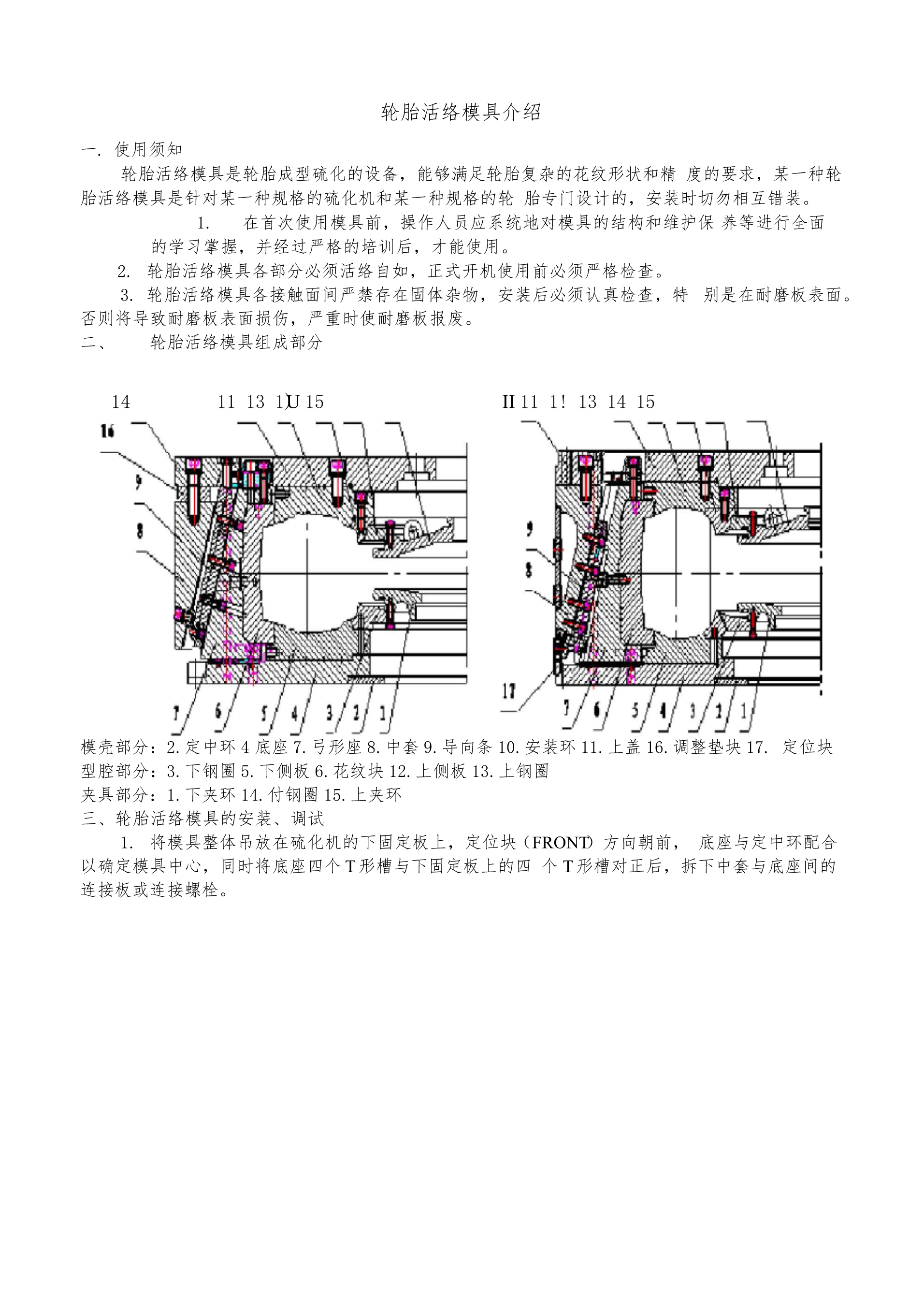
轮胎活络模具介绍一.使用须知轮胎活络模具是轮胎成型硫化的设备,能够满足轮胎复杂的花纹形状和精度的要求,某一种轮胎活络模具是针对某一种规格的硫化机和某一种规格的轮胎专门设计的,安装时切勿相互错装。1.在首次使用模具前,操作人员应系统地对模具的结构和维护保养等进行全面的学习掌握,并经过严格的培训后,才能使用。2.轮胎活络模具各部分必须活络自如,正式开机使用前必须严格检查。3.轮胎活络模具各接触面间严禁存在固体杂物,安装后必须认真检查,特别是在耐磨板表面。否则将导致耐磨板表面损伤,严重时使耐磨板报废。二、轮胎活
轮胎活络模具限位机构及轮胎活络模具.pdf
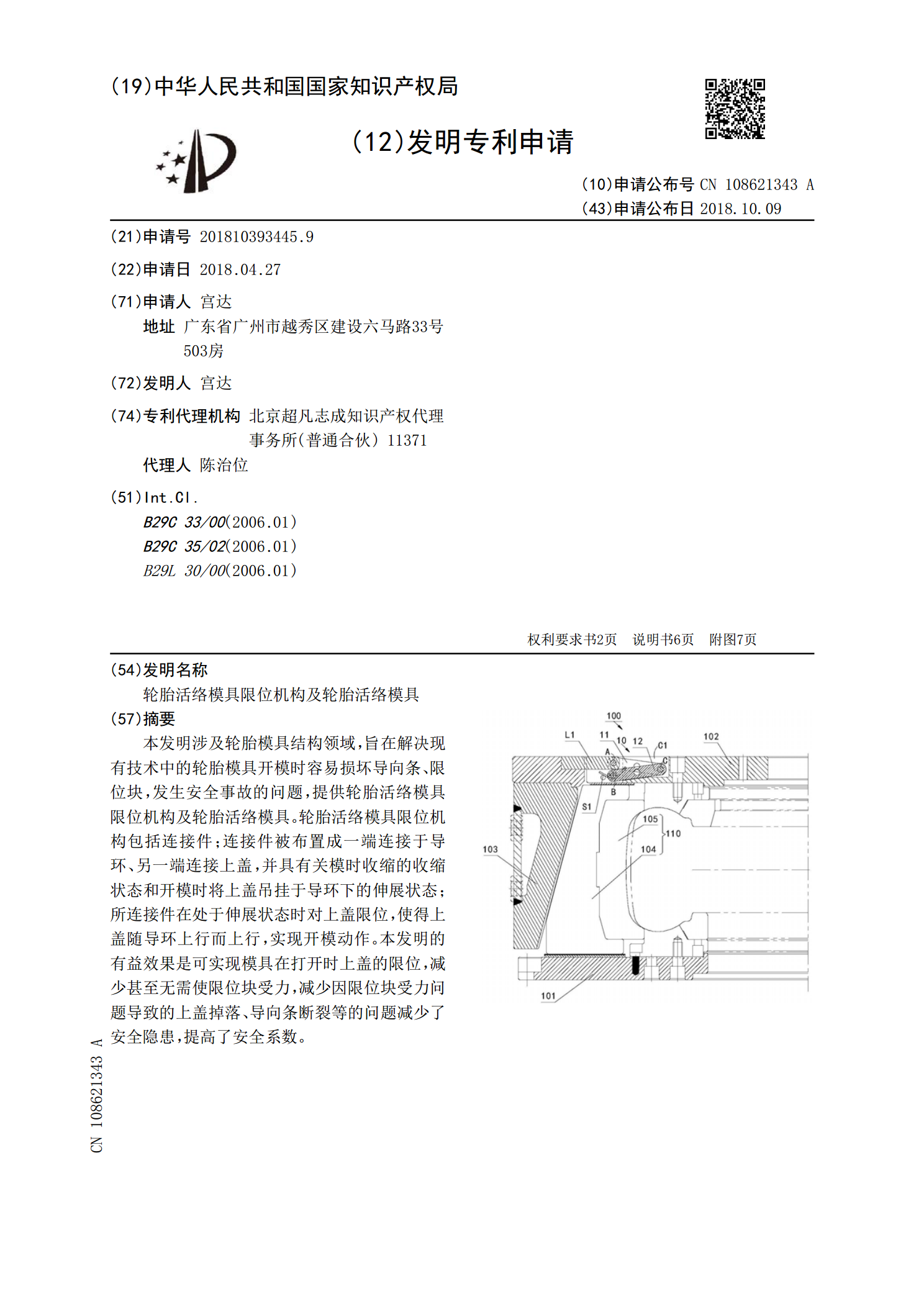
本发明涉及轮胎模具结构领域,旨在解决现有技术中的轮胎模具开模时容易损坏导向条、限位块,发生安全事故的问题,提供轮胎活络模具限位机构及轮胎活络模具。轮胎活络模具限位机构包括连接件;连接件被布置成一端连接于导环、另一端连接上盖,并具有关模时收缩的收缩状态和开模时将上盖吊挂于导环下的伸展状态;所连接件在处于伸展状态时对上盖限位,使得上盖随导环上行而上行,实现开模动作。本发明的有益效果是可实现模具在打开时上盖的限位,减少甚至无需使限位块受力,减少因限位块受力问题导致的上盖掉落、导向条断裂等的问题减少了安全隐患,提
轮胎活络模具限位机构及轮胎活络模具.pdf
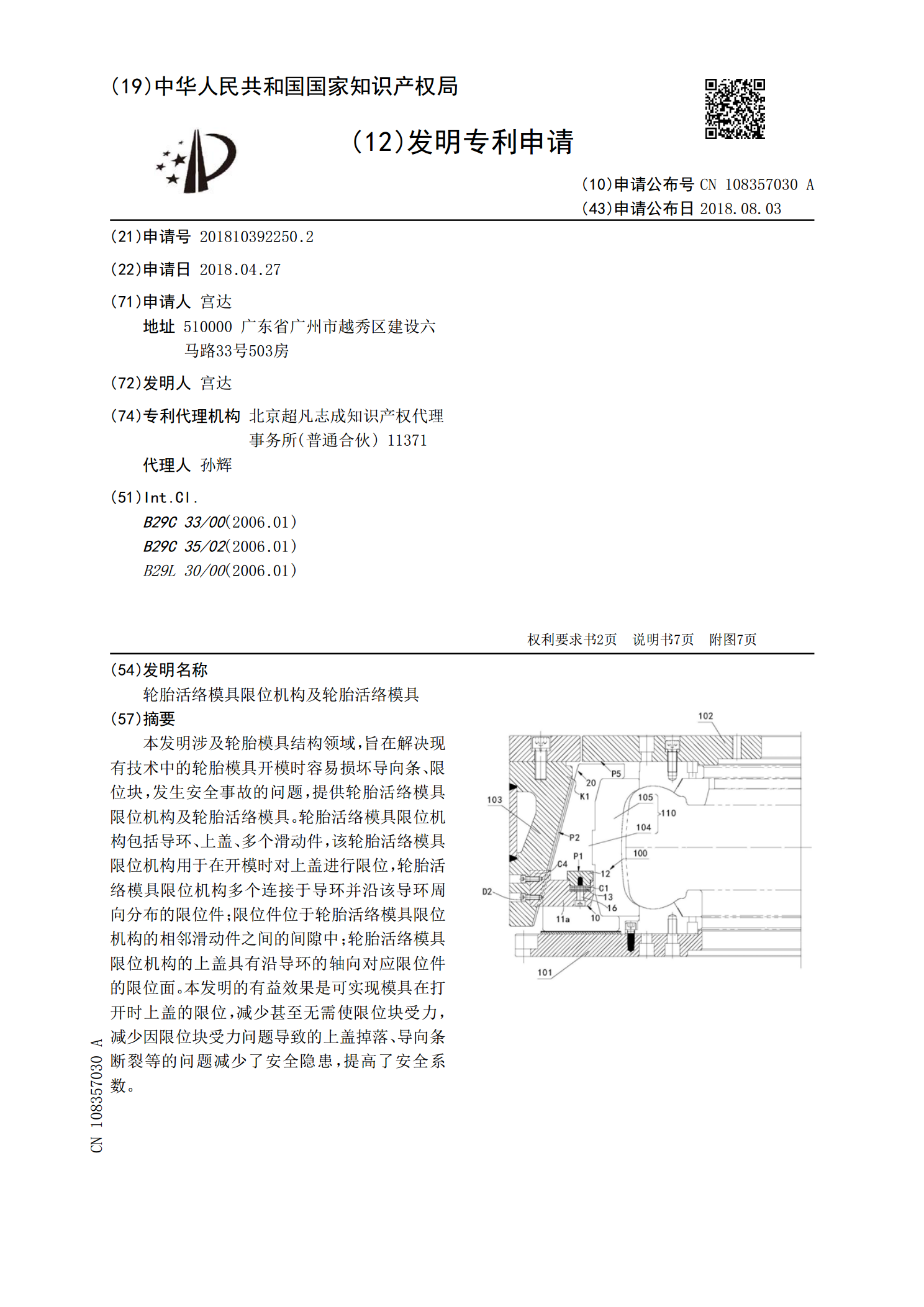
本发明涉及轮胎模具结构领域,旨在解决现有技术中的轮胎模具开模时容易损坏导向条、限位块,发生安全事故的问题,提供轮胎活络模具限位机构及轮胎活络模具。轮胎活络模具限位机构包括导环、上盖、多个滑动件,该轮胎活络模具限位机构用于在开模时对上盖进行限位,轮胎活络模具限位机构多个连接于导环并沿该导环周向分布的限位件;限位件位于轮胎活络模具限位机构的相邻滑动件之间的间隙中;轮胎活络模具限位机构的上盖具有沿导环的轴向对应限位件的限位面。本发明的有益效果是可实现模具在打开时上盖的限位,减少甚至无需使限位块受力,减少因限位块
轮胎活络模具.pdf
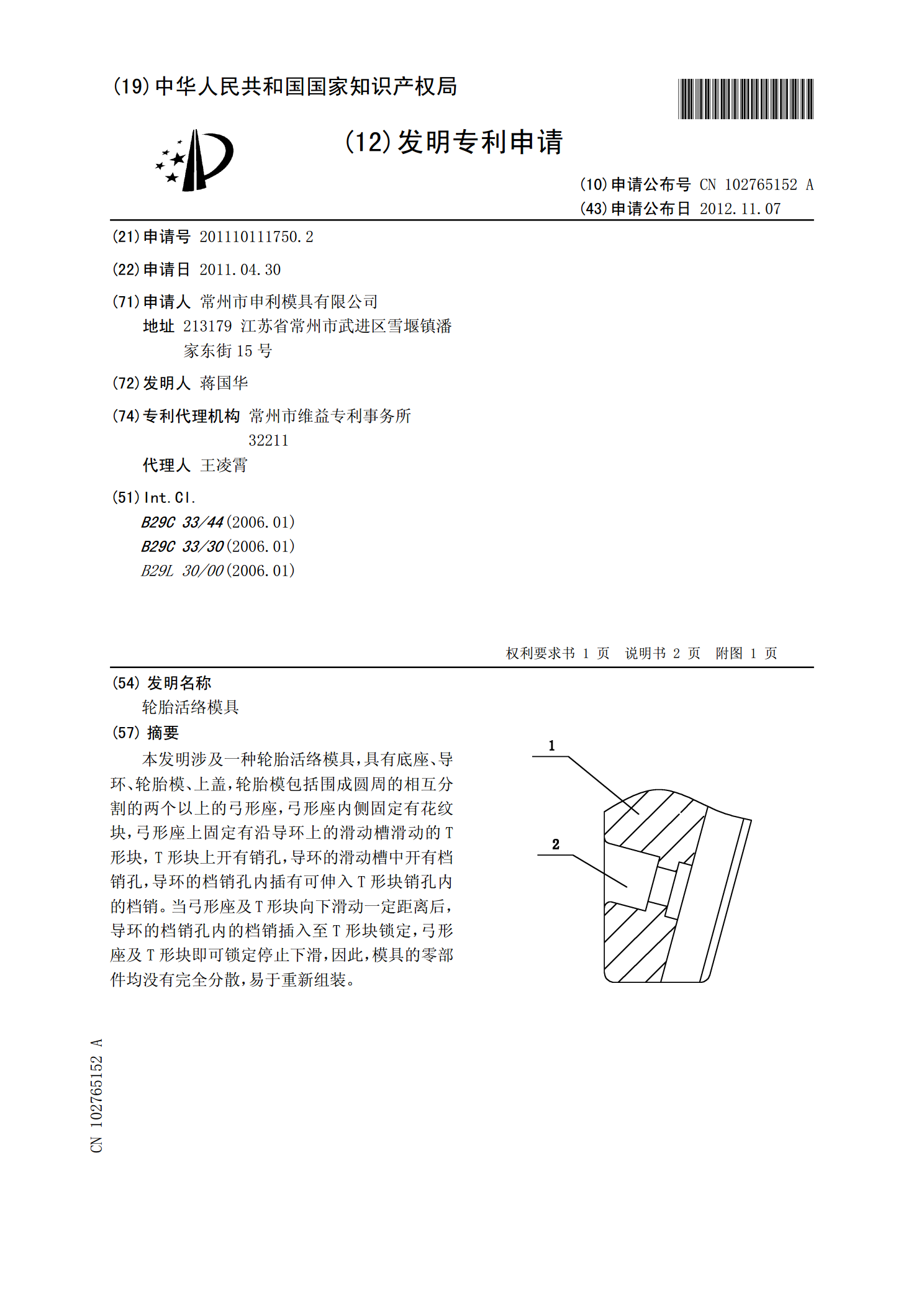
本发明涉及一种轮胎活络模具,具有底座、导环、轮胎模、上盖,轮胎模包括围成圆周的相互分割的两个以上的弓形座,弓形座内侧固定有花纹块,弓形座上固定有沿导环上的滑动槽滑动的T形块,T形块上开有销孔,导环的滑动槽中开有档销孔,导环的档销孔内插有可伸入T形块销孔内的档销。当弓形座及T形块向下滑动一定距离后,导环的档销孔内的档销插入至T形块锁定,弓形座及T形块即可锁定停止下滑,因此,模具的零部件均没有完全分散,易于重新组装。
轮胎活络模具.pdf
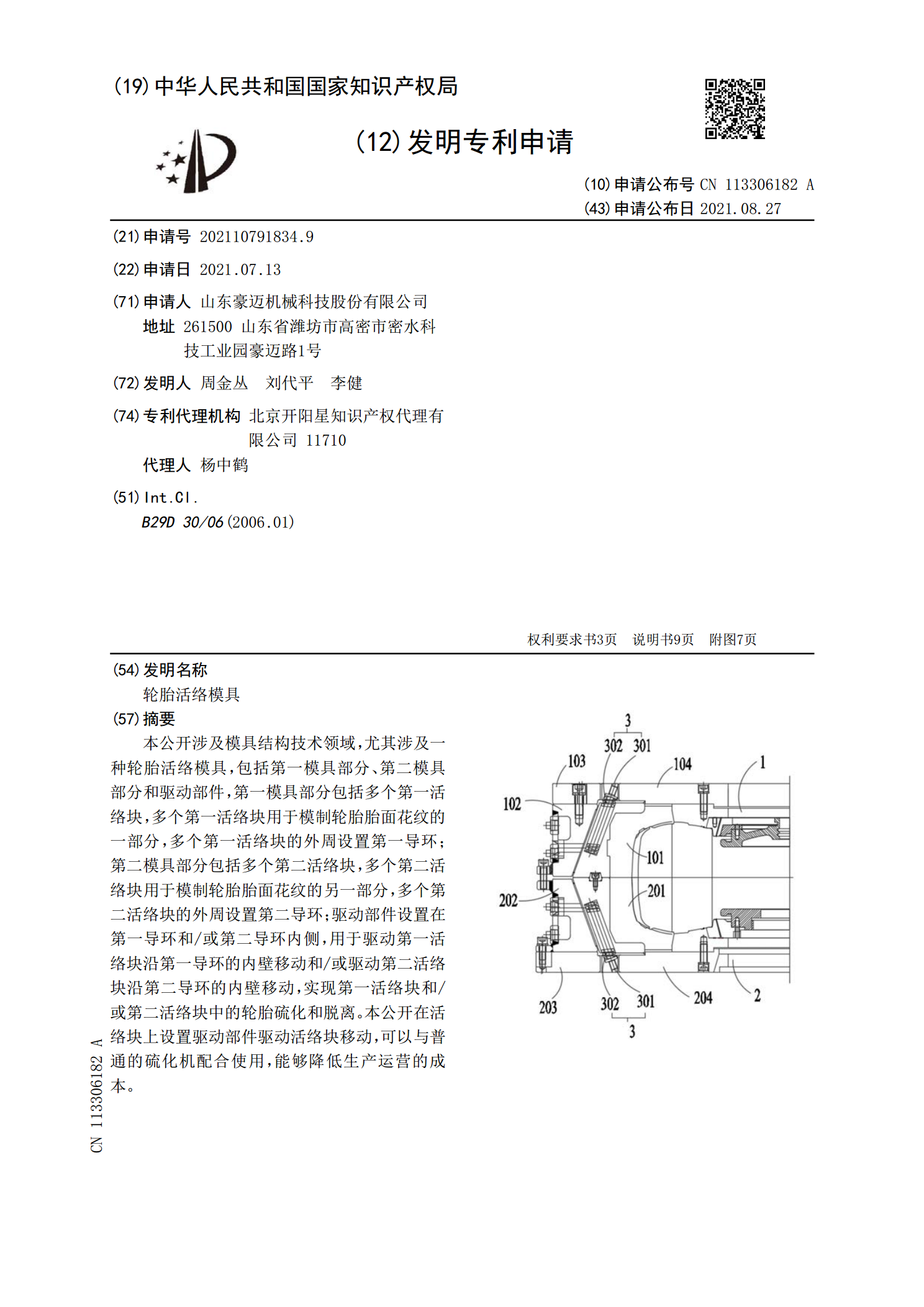
本公开涉及模具结构技术领域,尤其涉及一种轮胎活络模具,包括第一模具部分、第二模具部分和驱动部件,第一模具部分包括多个第一活络块,多个第一活络块用于模制轮胎胎面花纹的一部分,多个第一活络块的外周设置第一导环;第二模具部分包括多个第二活络块,多个第二活络块用于模制轮胎胎面花纹的另一部分,多个第二活络块的外周设置第二导环;驱动部件设置在第一导环和/或第二导环内侧,用于驱动第一活络块沿第一导环的内壁移动和/或驱动第二活络块沿第二导环的内壁移动,实现第一活络块和/或第二活络块中的轮胎硫化和脱离。本公开在活络块上设置