
Mazak伺服主轴定向参数调整..pdf

文库****品店

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

Mazak伺服主轴定向参数调整..pdf
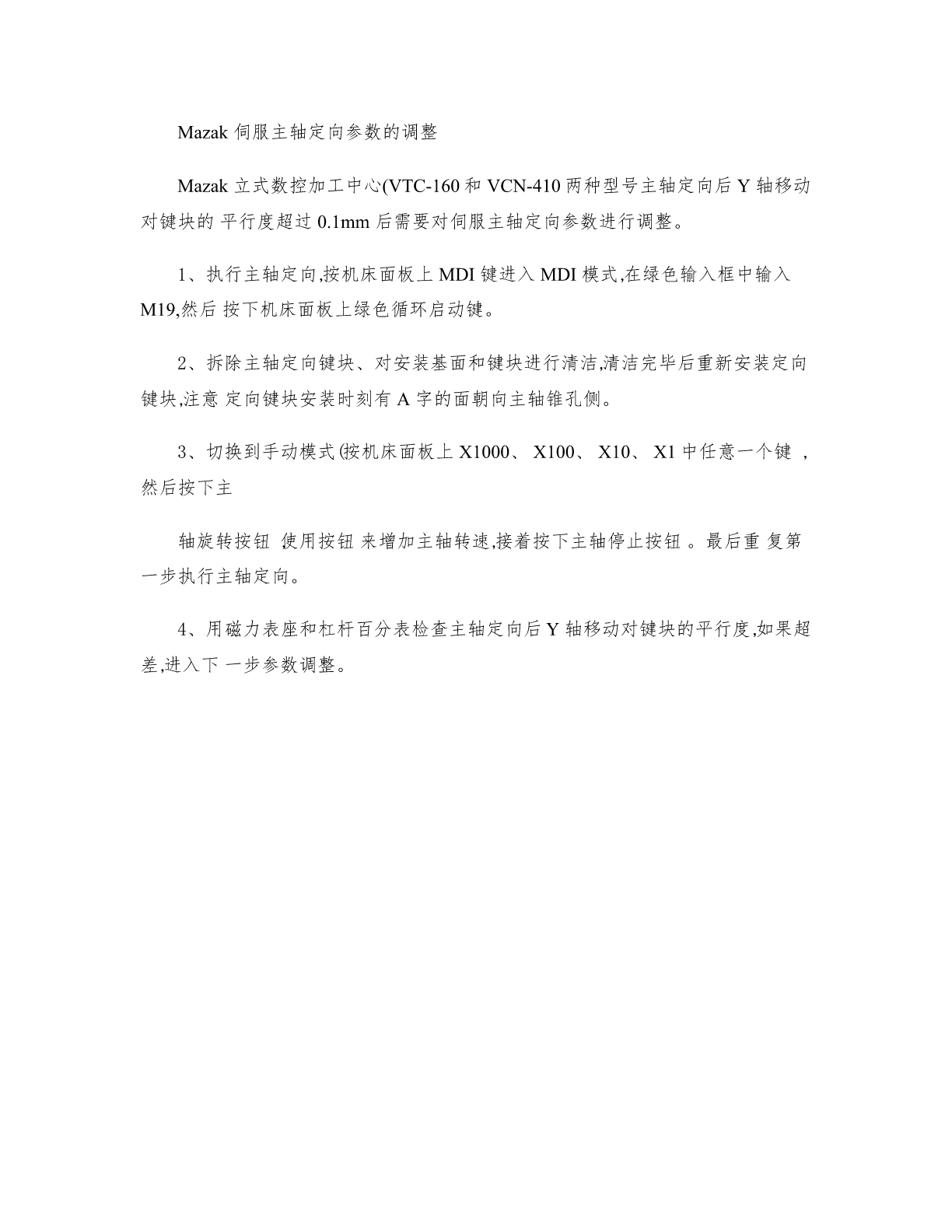
Mazak伺服主轴定向参数的调整Mazak立式数控加工中心(VTC-160和VCN-410两种型号主轴定向后Y轴移动对键块的平行度超过0.1mm后需要对伺服主轴定向参数进行调整。1、执行主轴定向,按机床面板上MDI键进入MDI模式,在绿色输入框中输入M19,然后按下机床面板上绿色循环启动键。2、拆除主轴定向键块、对安装基面和键块进行清洁,清洁完毕后重新安装定向键块,注意定向键块安装时刻有A字的面朝向主轴锥孔侧。3、切换到手动模式(按机床面板上X1000、X100、X10、X1中任意一个键,然后按下主轴旋转
MAZAK伺服主轴参数设定.pdf

FANUC 主轴 故障参数调整.doc
FANUC位置编码器电机时转时停故障解决方法-g+m0B'v,O*N&s)e,U+S:e"w*E.F3K!X0OC轴是围绕Z轴的旋转轴。;?+]9z#z.I4Q)eCs是主轴,Cs轮廓控制轴,反馈特种编码器。Cf是进给轴。R1V#M!f7\#u6])V4N*I(L%c$V)u'E-?*B%Y6N5V;SFANUC主轴需要1024的位置编码器。FANUC有360000的高分辨率脉冲编码器。现在也有串行脉冲编码器1000000脉冲的。&T2r8P;O-u7I;e!BMzi传感器,M代表电机,z代表传感器,为一

伺服参数调整方法PPT课件.ppt
伺服参数调整方法一、伺服驱动器的参数调整理论基础伺服驱动器包括三个反馈环节:位置环、速度环以及电流环。最内环(电流环)的反应速度最快,中间环节(速度环)的反应速度必须高于最外环(位置环)。如果不遵守此原则,将会造成电机运转的震动或反应不良。伺服驱动器的设计可尽量确保电流环具备良好的反应性能,故用户只需调整位置环与速度环的增益即可。通常来说,要求位置环的反应不能快于速度环的反应。因此,若要增加位置环的增益,必须先增加速度环的增益。如果只增加位置环的增益,电机很可能产生震动,从而将会造成速度指令及定位时间的增

基于机电耦合模型的伺服参数调整.docx
基于机电耦合模型的伺服参数调整随着工业自动化程度不断提高,伺服系统在设备控制领域的应用越来越广泛。伺服参数调整是优化伺服控制系统的重要手段,能够提高系统的响应速度、稳定性和精度,提高设备的性能和工作效率。本文将基于机电耦合模型,探讨伺服参数调整的方法和过程。1.伺服系统基本原理伺服系统是一种反馈控制系统,它通过测量输出信号并与参考输入进行比较,使输出信号与参考输入信号保持一致。伺服系统的工作过程可以简化为三个主要步骤:采样、计算和输出。采样是指对输入和输出信号进行采样,计算是指将两个信号进行比较并计算输出