
冲压工艺与模具设计.ppt

Ke****67


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共72页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压工艺与冲压模具设计.pptx
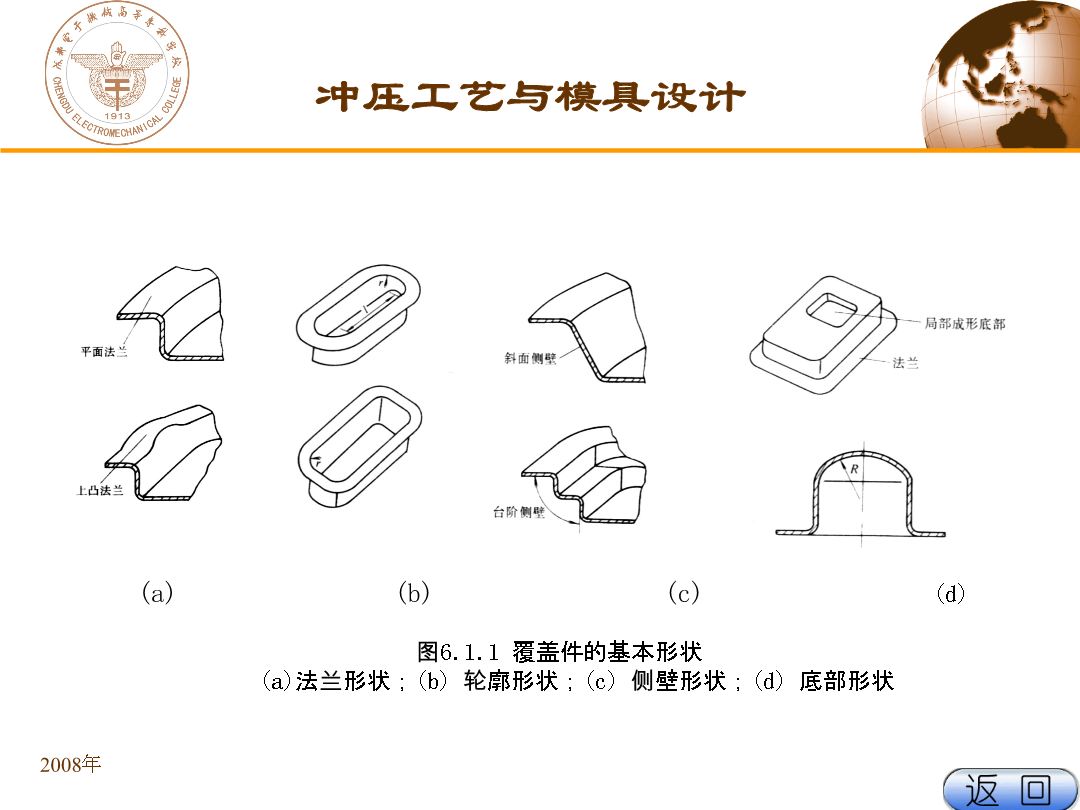
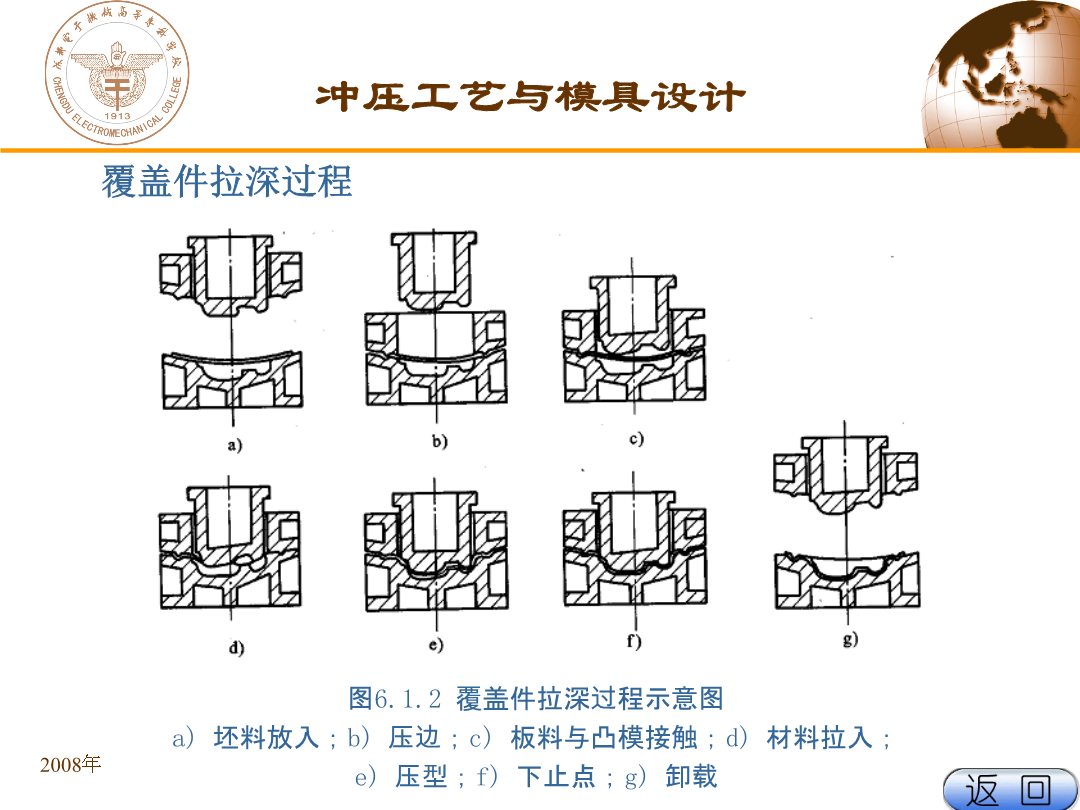
6.1.1覆盖件的结构特征(如图6.1.1)分类:按功能和部位分类可分为外部覆盖件、内部覆盖件和骨架件(结构件)三类。外部覆盖件和骨架类覆盖件的外观质量有特殊要求内部覆盖件的形状往往更复杂。按成形性质分:深拉深成形(油箱)、胀形拉深成形(翼子板)、浅拉深成形(外门板)、弯曲成形(支架、立柱)、弯曲成形(消音器隔板)。6.1.1覆盖件的结构特征(如图6.1.1)特征:和一般冲压件相比覆盖件具有材料薄、形状复杂、多为空间曲面

冲压工艺与模具设计冲压工艺过程设计.docx
第6章冲压工艺过程设计冲压工艺过程是冲压件各加工工序的总和。加工工序不仅包括冲压件所用到的冲压加工基本工序,而且包括基本工序之前的准备工序、基本工序之间的辅助工序和基本工序之后的后续工序。工艺过程设计的任务就是根据生产条件,对这些工序的先后次序做出合理安排(协调组合),其基本要求是技术上可行、经济上合算,还要考虑操作方便与安全。冲压工艺过程的优劣,决定了冲压件的质量和成本,所以,冲压工艺过程设计是一项十分重要的工作。6.1冲压工艺过程设计步骤冲压工艺过程设计涉及的内容很多很广,所以应分步进行,其步骤现已大

冲压模具设计与制造-其他冲压工艺与模具设计.pptx
《冲压工艺与模具设计》第一节翻边翻边:利用模具将工件上的孔边缘或外缘边缘(曲线边缘)翻成竖立直边的冲压方法。一.内孔翻边(翻孔)1.变形特点(1)毛坯外缘部分由于受到压边力的约束或由于外缘宽度与翻边孔直径之比较大通常是不变形区竖壁部分已经变形是传力区带孔底部是变形区;(2)变形区处于双向拉应力状态厚度变薄;(3)孔边缘、达到最大变薄最严重是危险断面。§5.1翻边§5.1翻边§5.1翻边§5.1翻边三.变薄翻边凸模和凹模之间的间隙小于材料的厚

冲压工艺与模具设计.pptx
冲压工艺与模具设计授课学时:32学时第一章冲压加工概述与冲压设备第二章冲压变形的基本概念第三章冲裁工艺第四章冲裁模的结构与设计第五章弯曲工艺与弯曲模具第六章拉深工艺与拉深模具第七章其它冲压方法与模具设计第八章冲压工艺规程的编制第一节冲压加工概述与冲压设备加工对象:主要是金属板材二、冲压加工的特点及其应用冲压成形适宜批量生产三、冲压技术的现状和发展方向3.模具新材料及热、表处理四、冲压工序的分类成形工序:五、冲压模具第二节冲压设备类型二、压力机的主要技术参数标称
冲压工艺与模具设计.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:填空拉深是利用拉伸膜将平板毛坯制成开口空心件进一步变形的冲压工艺。拉深凸模和凹模与冲裁模不同之处在于拉深凸凹模都有一定的圆角而不是锋利的刃口其间隙一般稍大于板料的厚度。拉深系数M是拉深后的工件直径和拉深前的毛坯直径的比值m越小则变性程度越大。拉深过程中变形区是坯料的凸缘部分坯料变形区在切向压应力径向拉应力的作用下产生切向压缩合径向伸长的变形。对于直壁类轴对称的拉深件其主要变形特点有小(1)变形区为凸缘部分(