
反应堆压力容器接管与安全端焊缝技术研究郭天硕.pdf

文库****品店

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
反应堆压力容器接管与安全端焊缝技术研究郭天硕.pdf
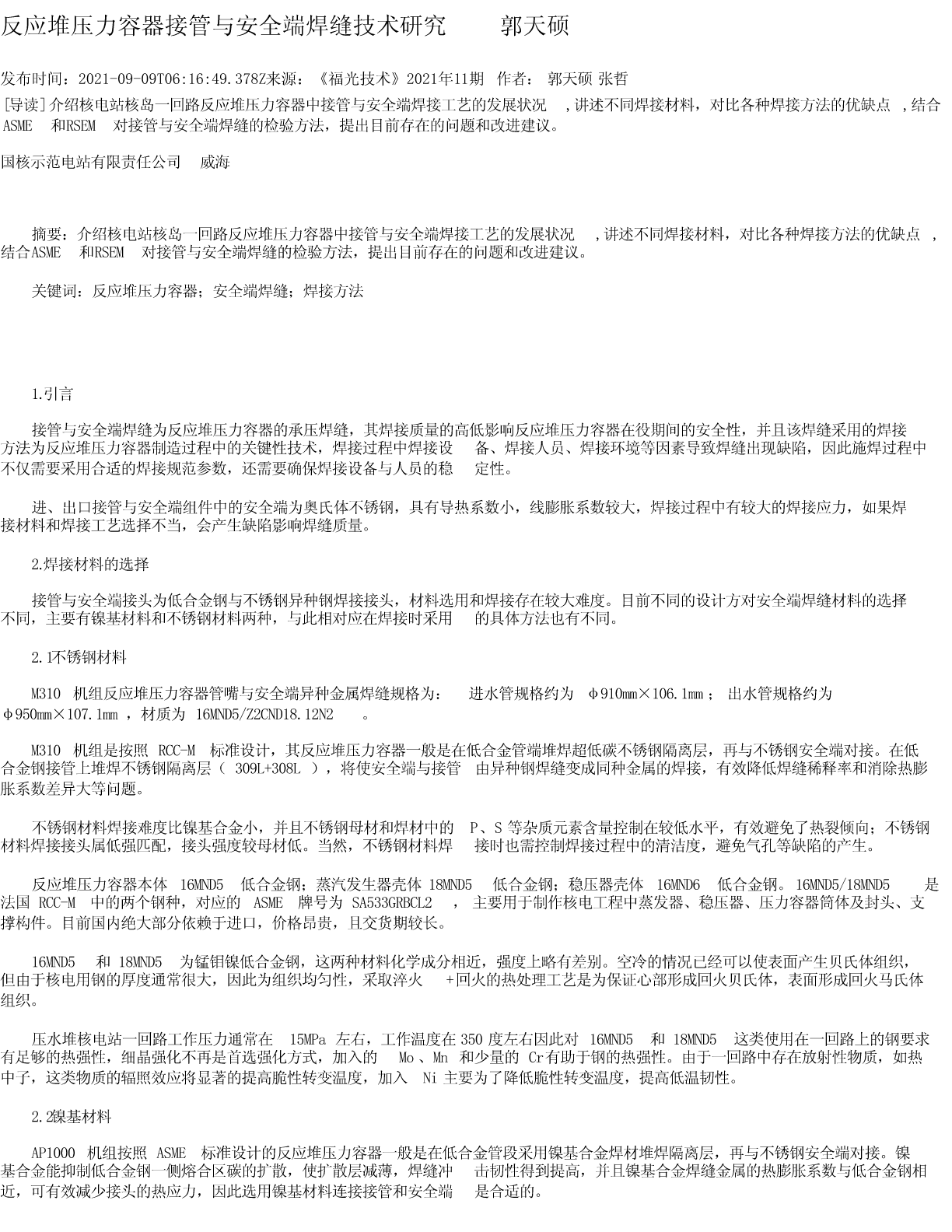
反应堆压力容器接管与安全端焊缝技术研究郭天硕发布时间:2021-09-09T06:16:49.378Z来源:《福光技术》2021年11期作者:郭天硕张哲[导读]介绍核电站核岛一回路反应堆压力容器中接管与安全端焊接工艺的发展状况,讲述不同焊接材料,对比各种焊接方法的优缺点,结合ASME和RSEM对接管与安全端焊缝的检验方法,提出目前存在的问题和改进建议。国核示范电站有限责任公司威海摘要:介绍核电站核岛一回路反应堆压力容器中接管与安全端焊接工艺的发展状况,讲述不同焊接材料,对比各种焊接方法的优缺点,结合ASM

反应堆压力容器接管安全端焊缝相控阵超声检验技术研究.docx
反应堆压力容器接管安全端焊缝相控阵超声检验技术研究一、概述反应堆压力容器是核电站的核心装置,其中接管是反应堆中非常重要的部分。接管连接着核反应堆和蒸汽发生器,承担着传递热力、冷却剂等物质的任务。接管在反应堆运行过程中承受压力、温度等参数的变化,所以必须保证其安全可靠。端焊缝是接管中最危险的部位,其质量好坏将直接影响接管的安全性能。因此,对端焊缝的检测一直是反应堆压力容器运行安全的重要保障。二、检测技术发展历程早期的焊缝检测主要靠目视检查和常规无损检测方法。随着科技的不断发展,越来越多的新型检测技术被引入到

核反应堆压力容器接管安全端焊缝射线检测设备.pdf
一种核反应堆压力容器接管安全端焊缝射线检测设备,它包括:焊缝检测设备主体、气囊组件、送源装置、气囊支架,气囊组件固定在气囊支架的一端,主体的左、右两侧部分别连接有固定导轨,气囊支架的左、右两侧分别连接有滑动导轨,各导轨副的前端部和后端部分别设置有导向轮组,各导向轮组均包括上滑轮和下滑轮,滑动导轨可滑动地架设在上滑轮与下滑轮之间,其中主要负责承担气囊组件重量的滑轮采用偏心连接,能够扩大导轨的装配间隙,使气囊支架运行更平稳,避免爬行现象;本发明采用多对导向轮组承载,使载荷能够更加均匀地被分散到个滑轮

反应堆压力容器接管-安全端异种钢焊缝直射纵波超声检测方法.docx
反应堆压力容器接管-安全端异种钢焊缝直射纵波超声检测方法引言反应堆压力容器是核电发电站中最重要的组成部分之一,承担着核反应的产热和核反应产生的高压蒸汽的储存与释放等重要功能。因此,反应堆压力容器的安全性十分重要。而反应堆压力容器的安全性则直接时与其材质和焊接质量有关。由于容器材质和厚度往往较大,使得超声检测的能量传递存在一定的困难。此外,容器以及其接管的焊接质量的控制也是十分重要的,因为焊接质量的不足往往会引发裂纹、变形等问题,从而导致压力容器的失效。本文将就反应堆压力容器接管-安全端异种钢焊缝直射纵波超
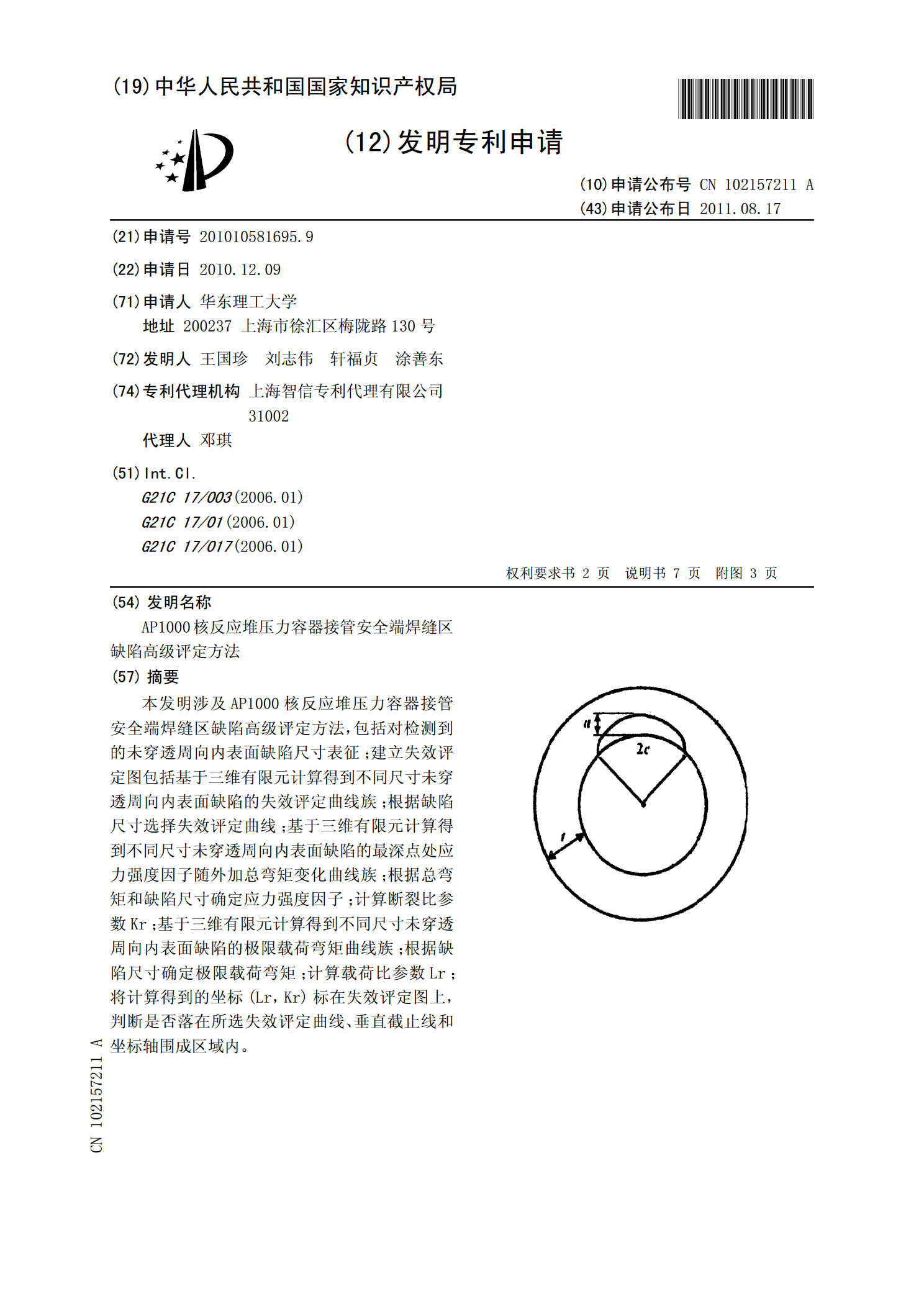
AP1000核反应堆压力容器接管安全端焊缝区缺陷高级评定方法.pdf
本发明涉及AP1000核反应堆压力容器接管安全端焊缝区缺陷高级评定方法,包括对检测到的未穿透周向内表面缺陷尺寸表征;建立失效评定图包括基于三维有限元计算得到不同尺寸未穿透周向内表面缺陷的失效评定曲线族;根据缺陷尺寸选择失效评定曲线;基于三维有限元计算得到不同尺寸未穿透周向内表面缺陷的最深点处应力强度因子随外加总弯矩变化曲线族;根据总弯矩和缺陷尺寸确定应力强度因子;计算断裂比参数Kr;基于三维有限元计算得到不同尺寸未穿透周向内表面缺陷的极限载荷弯矩曲线族;根据缺陷尺寸确定极限载荷弯矩;计算载荷比参数Lr;将