
加工渣浆泵高铬铸铁-常出现刀具问题及解决方案.pdf

as****16

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加工渣浆泵高铬铸铁-常出现刀具问题及解决方案.pdf
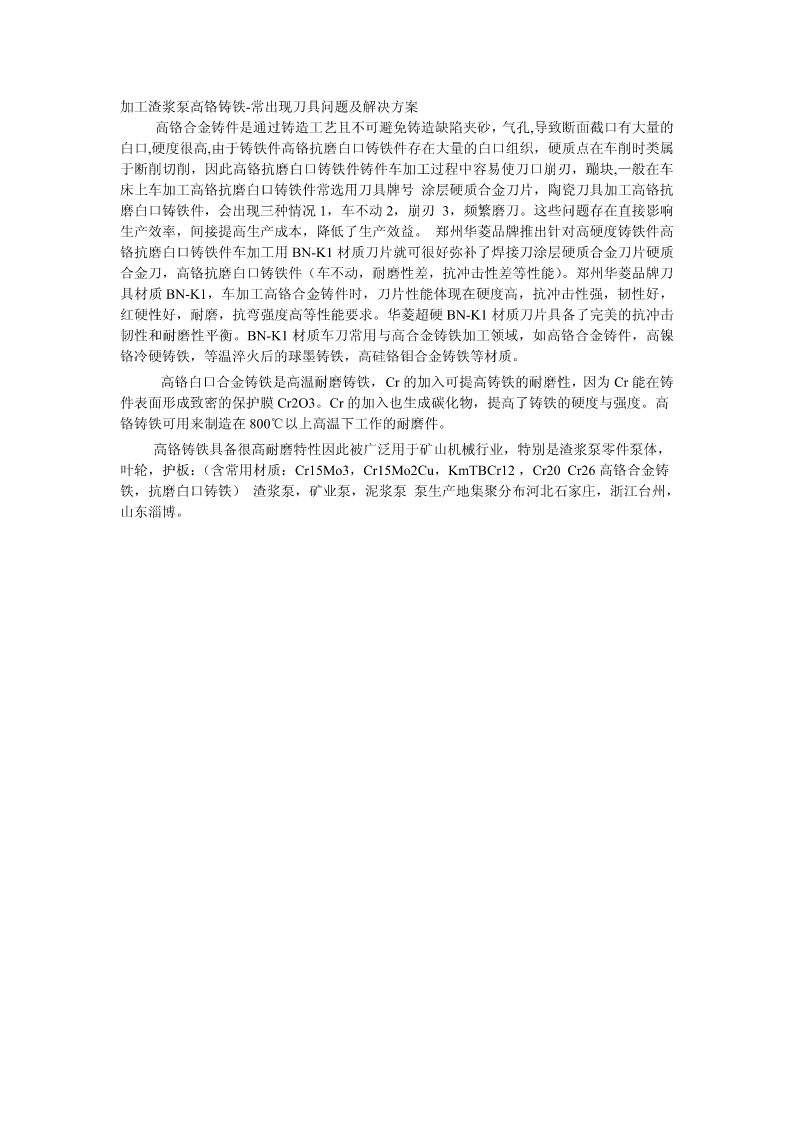
加工渣浆泵高铬铸铁-常出现刀具问题及解决方案高铬合金铸件是通过铸造工艺且不可避免铸造缺陷夹砂,气孔,导致断面截口有大量的白口,硬度很高,由于铸铁件高铬抗磨白口铸铁件存在大量的白口组织,硬质点在车削时类属于断削切削,因此高铬抗磨白口铸铁件铸件车加工过程中容易使刀口崩刃,蹦块,一般在车床上车加工高铬抗磨白口铸铁件常选用刀具牌号涂层硬质合金刀片,陶瓷刀具加工高铬抗磨白口铸铁件,会出现三种情况1,车不动2,崩刃3,频繁磨刀。这些问题存在直接影响生产效率,间接提高生产成本,降低了生产效益。郑州华菱品牌推出针对高硬度

PCBN刀具在高铬白口铸铁加工中的应用.docx
PCBN刀具在高铬白口铸铁加工中的应用PCBN刀具在高铬白口铸铁加工中的应用概述高铬白口铸铁是一种高硬度、高脆性、高热稳定性、高耐腐蚀性材料。在高速切削过程中,其强烈的破碎性和热的反弹会使刀具失去锋利度,刀具寿命短。因此,为了提高加工效率和降低成本,需要采用高级刀具材料。PCBN刀具具有高硬度、高耐磨性、高耐腐蚀性等优点,被广泛应用于高铬白口铸铁加工中。本文将介绍PCBN刀具的优点和应用于高铬白口铸铁的经验。PCBN刀具在高铬白口铸铁加工中的优点PCBN刀具是一种新型的超硬材料,具有以下优点:(1)高硬度

过共晶高铬铸铁在渣浆泵中的应用.docx
过共晶高铬铸铁在渣浆泵中的应用共晶高铬铸铁是一种高性能铸铁材料,因其具有优异的抗磨损、抗腐蚀和抗高温性能而广泛应用于各种重型机器设备中,特别是渣浆泵领域。本文将对共晶高铬铸铁在渣浆泵中的应用进行深入探讨。一、共晶高铬铸铁的特点共晶高铬铸铁是一种铸铁材料,具有硬度高、抗磨损性能好和抗腐蚀、抗高温性能优异等特点。在其成分中,铬元素含量较高,使得材料具有强大的抗腐蚀性,同时铬也有助于增强共晶高铬铸铁的强度和硬度,从而使其具有极高的耐磨损性和耐高温性能。此外,共晶高铬铸铁还具有良好的韧性和断裂韧性,因此在各种需要
一种用于渣浆泵叶片的亚共晶高铬铸铁及热处理加工工艺.pdf
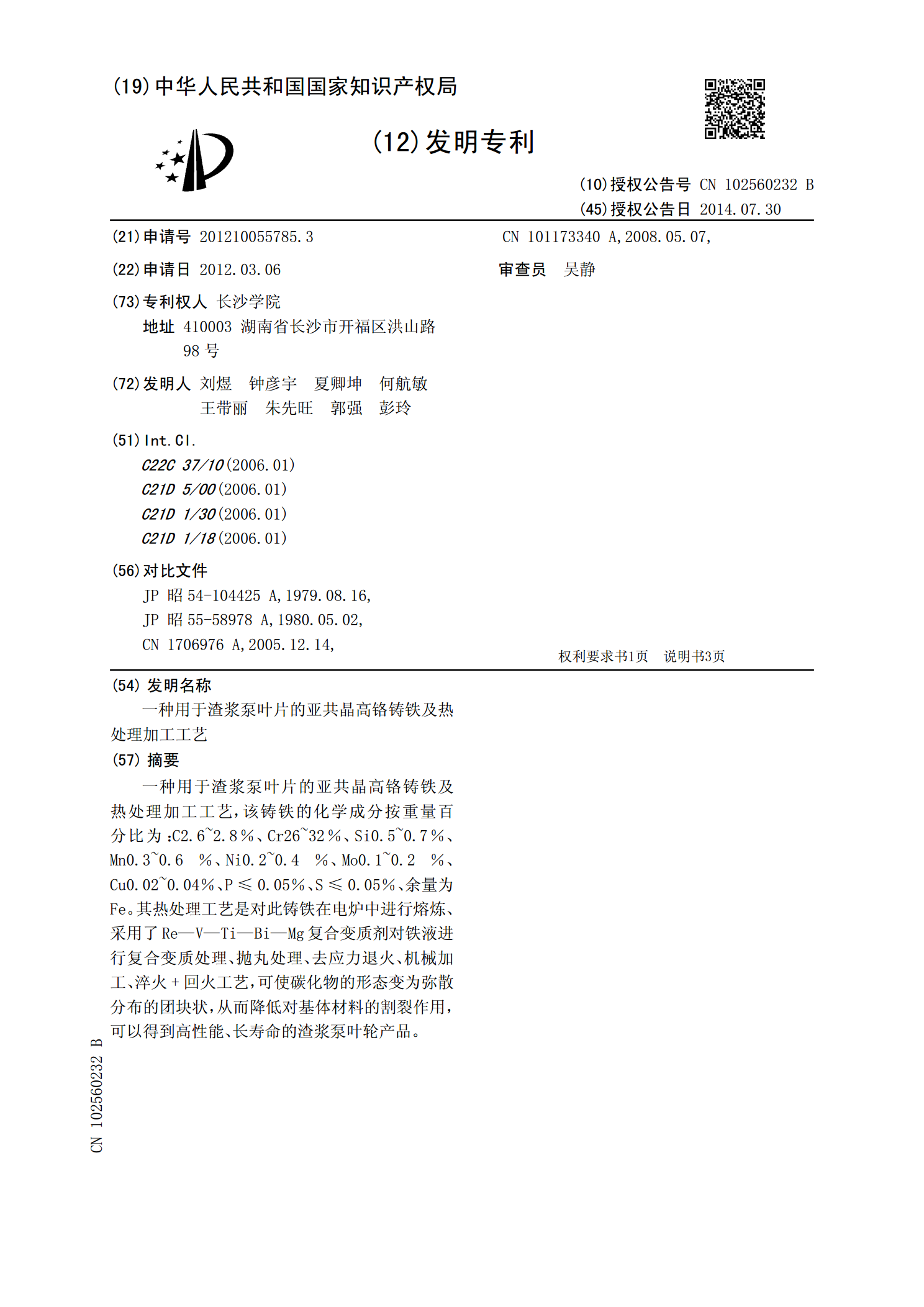
一种用于渣浆泵叶片的亚共晶高铬铸铁及热处理加工工艺,该铸铁的化学成分按重量百分比为:C2.6~2.8%、Cr26~32%、Si0.5~0.7%、Mn0.3~0.6%、Ni0.2~0.4%、Mo0.1~0.2%、Cu0.02~0.04%、P≤0.05%、S≤0.05%、余量为Fe。其热处理工艺是对此铸铁在电炉中进行熔炼、采用了Re—V—Ti—Bi—Mg复合变质剂对铁液进行复合变质处理、抛丸处理、去应力退火、机械加工、淬火+回火工艺,可使碳化物的形态变为弥散分布的团块状,从而降低对基体材料的割裂作用,可以得到

一种用于渣浆泵高韧性高铬铸铁材料及其制备方法.pdf
本发明公开了一种用于渣浆泵高韧性高铬铸铁材料及其制备方法,以质量百分数计,化学成分中,含有:C3.0%‑3.4%,Cr18%‑24%,Ni1%‑2%,W0.8%‑1.2%,残留RE0.01%‑0.02%,其余为Fe。通过上述技术方案,本发明可有效提高渣浆泵过流部件的强度、硬度及耐磨性,同时提高铸造性能;使其使用寿命为其他的2‑3倍;可取代Mo、Ni、Ti、Cu、V等贵金属;价格低廉,节约成本。