
金属切削加工基本知识.ppt

雨巷****珺琦


1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共104页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属切削加工基本知识.ppt
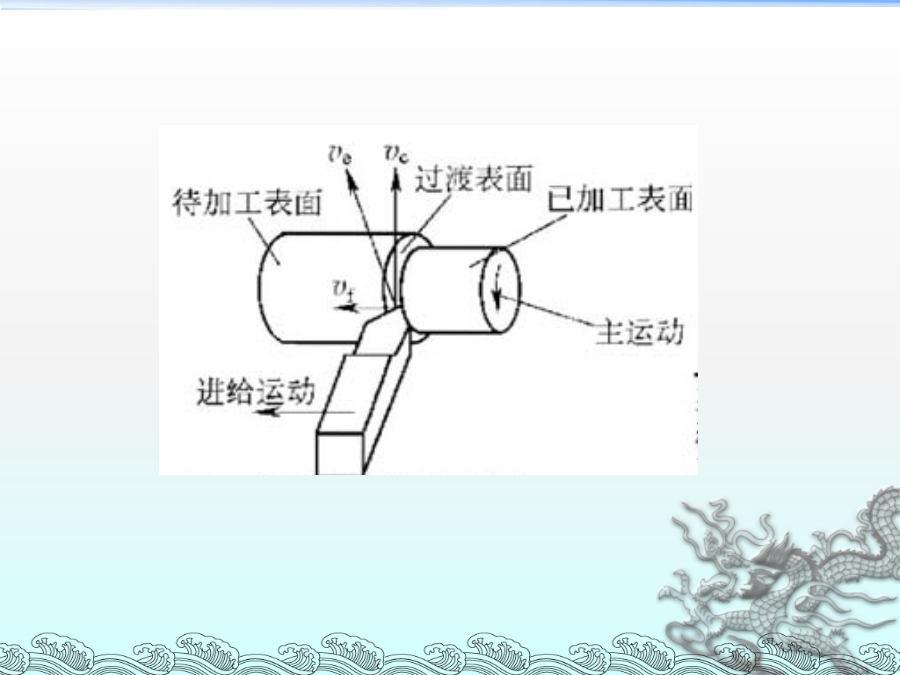
模块一金属切削加工基本知识2)进给运动由机床或人力提供的运动,它使刀具和工件之间产生附加的相对运动。3)合成切削运动由主运动和进给运动合成的运动,称为合成切削运动。2.工件上的加工表面切削加工时在工件上产生的表面。待加工表面工件上有待切除的表面。已加工表面工件上经刀具切削后产生的表面。过渡表面工件上由刀具切削刃形成的正在切削的那一部分表面。3.切削用量切削用量是切削速度、进给量(或进给速度)和背吃刀量的总称。1)切削速度(Vc)是指在切削加工时,切削刃上选定点相对于工件的主运动瞬时线速度。Vc=πDn/1

金属切削加工基本知识.ppt
模块一金属切削加工基本知识2)进给运动由机床或人力提供的运动,它使刀具和工件之间产生附加的相对运动。3)合成切削运动由主运动和进给运动合成的运动,称为合成切削运动。2.工件上的加工表面切削加工时在工件上产生的表面。待加工表面工件上有待切除的表面。已加工表面工件上经刀具切削后产生的表面。过渡表面工件上由刀具切削刃形成的正在切削的那一部分表面。3.切削用量切削用量是切削速度、进给量(或进给速度)和背吃刀量的总称。1)切削速度(Vc)是指在切削加工时,切削刃上选定点相对于工件的主运动瞬时线速度。Vc=πDn/1

金属切削加工及刀具的基本知识.docx
金属切削加工及刀具的基本知识一、内容概要《金属切削加工及刀具的基本知识》一文主要介绍了金属切削加工的基本概念和原理,刀具的种类、结构、材料以及选用原则。文章首先概述了金属切削加工在制造业中的重要性及其应用领域,接着详细阐述了切削加工过程中的刀具与工件之间的相互作用,包括切削力、切削热、切削过程的基本阶段等。接下来文章重点介绍了各类刀具的基本知识,包括刀具的种类、结构特点、适用场景。文章对不同类型的刀具如铣刀、车刀、钻削刀具等进行了详细的解读,并且讨论了刀具材料的发展及其性能特点,如高速钢、硬质合金、陶瓷、

切削加工基本知识-PPT.ppt
第1章金属切削加工基础知识1.1.1切削运动切削加工过程中的辅助运动切入运动空程运动分度运动等一、车削用量三要素2.进给量:二、切削用量的选择:以车削为例单边总余量=4.5mm1.2.1车刀的组成1.2.2车刀的几何角度参考系1.2.3车刀的几何角度及作用一、在基面内测量的角度二、在主剖面内测量的角度三、在切削平面内测量的角度大家有疑问的,可以询问和交流1.2.1车刀的组成1.2.2车刀的几何角度参考系一、在基面内测量的角度在ap和f相同的情况下,主偏角Kr减小可降低Ra值;可使主切削刃参加切削的长度增

金属切削的基本知识.doc
金属切削的基本知识一、填空题1.刀具的几何角度中,常用的角度有()、()、()、()、()和()六个。2.切削用量要素包括(切削速度)、(进给量)、(切削速度)三个。3.由于工件材料和切削条件的不同,所以切削类型有(带状切削)、(节状切削)、(粒状切削)和(崩碎切削)四种。4.刀具的磨损有正常磨损的非正常磨损两种。其中正常磨损有(前刀面磨损)、(后刀面磨损)和(前后刀面同时磨损)三种。5.工具钢刀具切削温度超过()时,金相组织发生变化,硬度明显下降,失去切削能力而使刀具磨损称为()。6.加工脆性材料时,刀