
阴极电泳涂料涂装基础知识.ppt

猫巷****忠娟

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

阴极电泳涂料涂装基础知识.ppt
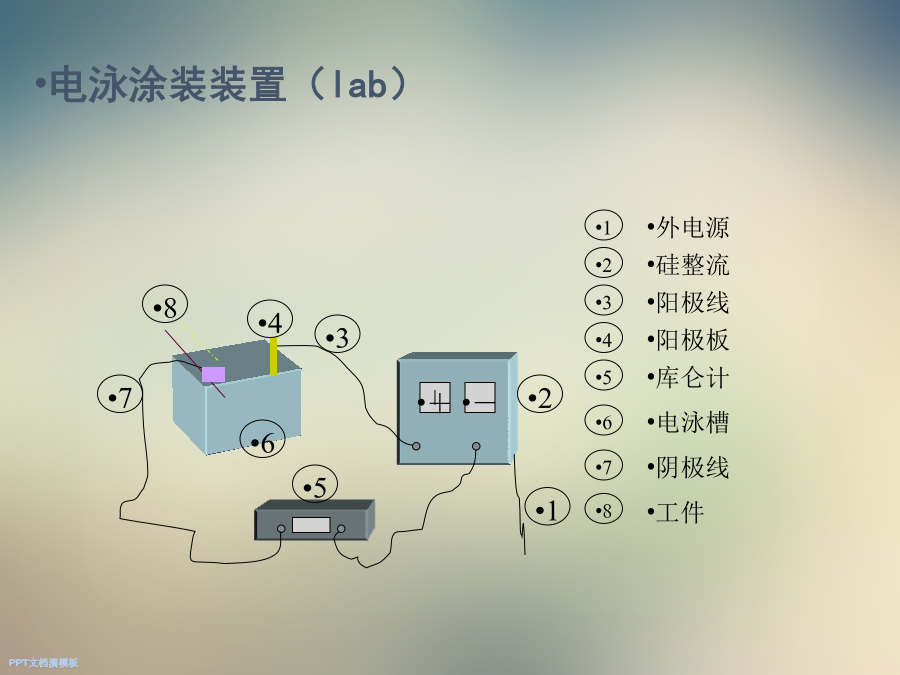
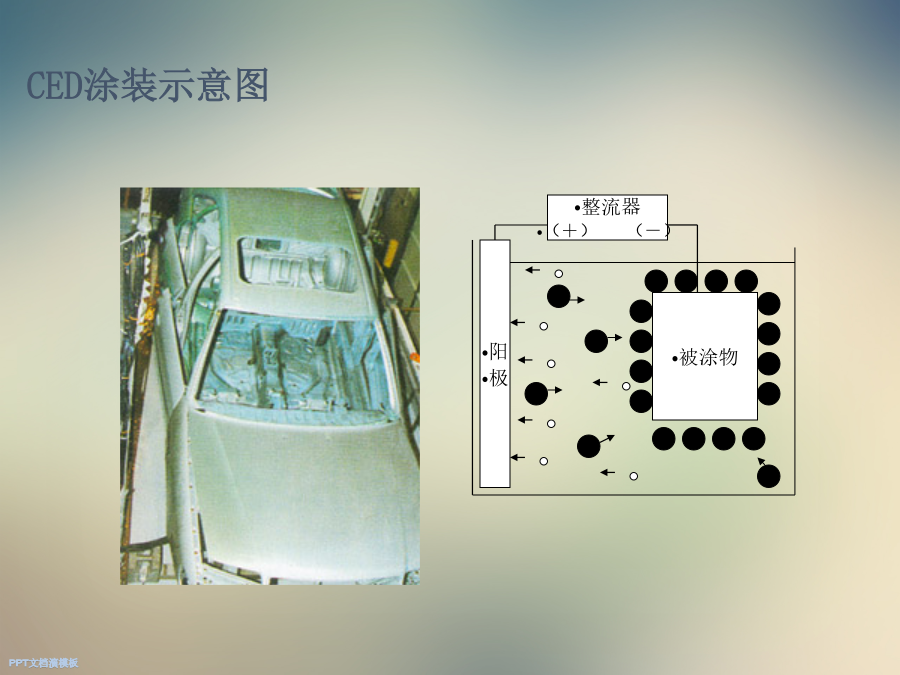
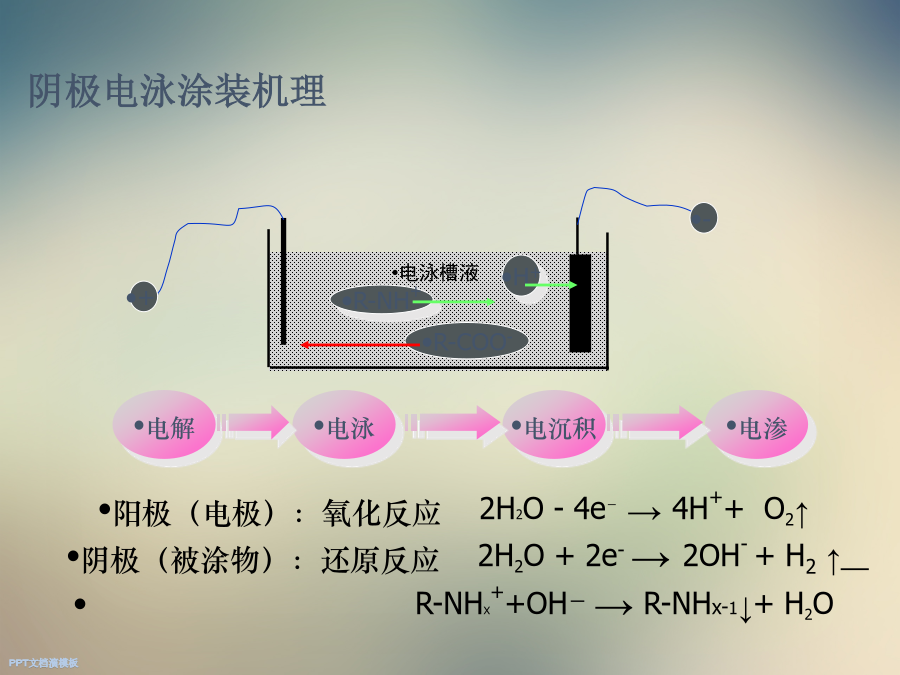
30六月2024内容:电泳基础知识何谓电泳涂装、ED?电泳涂料的适用范围电泳涂装的优点电泳涂装的局限性电泳涂装装置(lab)CED涂装示意图电泳涂装的四个过程CED的主要组成大多数场合,电泳涂料均是双组分的(色浆和乳液),组成如下:电泳涂料的制造工艺色浆(F-1)制造工艺乳液(F-2)制造工艺CED常用术语CED用语(1)-固体分(NV)★表示固体份中颜料的重量比率(%)。由于槽内颜料沉淀导致ASH下降时,涂膜易产生颗粒,过滤器易堵塞。●ASH过高出现的问题有:膜厚降低,涂膜水平面失光、涂膜粗糙。●ASH

阴极电泳涂料涂装工艺管理.docx
阴极电泳涂料涂装工艺管理阴极电泳涂料涂装工艺管理阴极电泳涂料涂装工艺是一种高效、环保的涂装技术,广泛应用于汽车、电器、建材等领域。在该工艺中,涂料颗粒被带电后从阳极移到阴极物体表面,实现涂装的同时,也可以同时溶解并减小残留的涂料颗粒。阴极电泳涂料涂装工艺管理是实现涂装质量、生产效率、成本控制等重要工作的关键。下面就从以下几个方面来探讨阴极电泳涂料涂装工艺的管理。一、工艺规范化厂家应该费尽心思地制定标准的工艺规范,确保涂装流程在整个生产过程中的每个阶段都可以得到有效的控制。通过工艺规范化可以确保制造出符合客

轿车阴极电泳涂装工艺与涂料.docx
轿车阴极电泳涂装工艺与涂料轿车阴极电泳涂装工艺与涂料摘要:随着汽车工业的发展,车身涂装工艺和涂料技术的不断进步成为汽车制造业中重要的一环。阴极电泳涂装工艺与涂料作为一种高效、环保且具有良好涂装质量的涂装技术,被广泛应用于汽车行业。本论文主要介绍轿车阴极电泳涂装工艺与涂料的原理、应用和发展趋势,以期为相关行业提供参考和借鉴。一、引言轿车发展到今天,涂装已不仅是一种美化车身的手段,更是保护车身的重要措施。阴极电泳涂装工艺与涂料作为一种高效、环保且具有良好涂装质量的涂装技术,被广泛应用于汽车行业。本论文就轿车阴

低温固化阴极电泳涂料的合成与涂装研究.docx
低温固化阴极电泳涂料的合成与涂装研究摘要:本文主要介绍了一种低温固化阴极电泳涂料的合成与涂装技术。该涂料通过调整配方及添加适当的交联剂,使其具有良好的流变性和电泳性能,并能在低温下固化形成坚韧、耐腐蚀性好的涂层。实验结果表明,该涂料可在120℃下固化,形成涂层具有良好的附着力和均匀性,能满足高速铁路车底等大型零部件的防腐要求。关键词:低温固化,阴极电泳涂料,交联剂,涂装一、引言随着现代工业对材料性能和装备质量要求的不断提高,防腐涂料作为一种重要的表面处理技术,已逐渐成为各行业必不可少的技术之一。然而传统的
(CED培训资料)阴极电泳涂料涂装基础知识.ppt
阴极电泳涂料、涂装基础知识内容:电泳基础知识何谓电泳涂装、ED?电泳涂料的适用范围电泳涂装的优点电泳涂装的局限性电泳涂装装置(lab)CED涂装示意图H+电泳涂装的四个过程CED的主要组成大多数场合电泳涂料均是双组分的(色浆和乳液)组成如下:电泳涂料的制造工艺色浆(F-1)制造工艺乳液(F-2)制造工艺CED常用术语CED用语(1)-固体分(NV)★表示固体份中颜料的重量比率(%)。由于槽内颜料沉淀导致ASH下降时涂膜易产生颗粒过滤器易堵塞。●ASH过高出现的问题有:膜厚降低涂膜水平面失