
形位公差测量方法.pptx

又珊****ck


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

形位公差测量方法.pptx
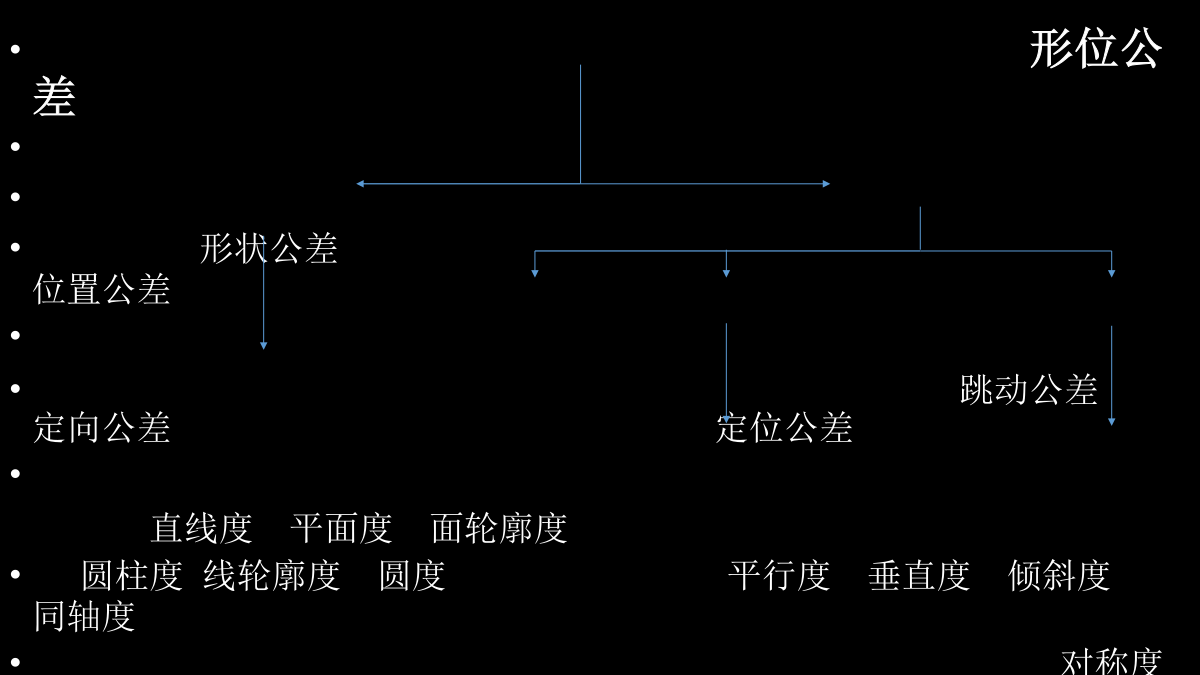
形位公差测量方法形位公差形状公差位置公差跳动公差定向公差定位公差直线度平面度面轮廓度圆柱度线轮廓度圆度平行度垂直度倾斜度同轴度对称度位置度形位公差测量测量方法轮廓度(面轮廓度、线轮廓度):1.轮廓测量仪(功能单一不能满足全尺寸测量)2.三坐标测量机直线度:百分表测量:百分表的支座做成倒V形,且直接放在V形导轨上。百分表的测头与作为测量其准的平尺直接接触。将V形表架从导轨的一端移至另一端,百分表测头在平尺上划过,其最大与最小读数之差即为直线度误差1.塞规测量:塞规测量先利用一个长度较短的极限塞规测量合格后,

一种形位公差测量方法.pdf
本发明提出一种形位公差测量方法,包括:校正检测平台和检测架体,并将待测工件的模型设置在PC机内;校正检测架体的内侧面上设置的与待测工件的待测部位相对应的图像采集系统和测距系统,并将校正后的信息存储在PC机内,且所有图像采集系统和测距系统与PC机通讯;图像采集系统获取待测部位的图像信息,并记录检测架体的位移,图像信息和位移传输至PC机内,并在PC机内与检测架体、检测平台、待测工件的模型标定在一个三维坐标系下进行处理;每个测距系统偏心旋转至少一次获取与其相对应的待测部位的多组测距数据,并将多组测距数据传输至P

形位公差测量方法详解ppt课件.ppt
特殊测定方法与注塑成型常见问题及对策1.特殊测定方法1)平面度測定方法--------------------------------42)对称度测定方法---------------------------------63)平行度测定方法---------------------------------94)垂直度测定方法---------------------------------135)直线度测定方法---------------------------------152.成型常见问题1)气眼-

公差配合与形位公差.pptx
会计学绪论2、互换性的作用问题:如何使工件具有互换性?若制成的一批零件实际尺寸数值等于理论值,即这些零件完全相同,这当然能够互换。但在生产上不可能,且没有必要。因而实际生产只要求制成零件的实际参数值在一定范围内变动,保证零件充分近似即可。要使零件具有互换性,就应按“公差”制造。第一部分公差配合二、有关“偏差、公差”的术语及定义1、尺寸偏差尺寸偏差=某一尺寸-基本尺寸2、实际偏差实际偏差=实际尺寸-基本尺寸3、极限偏差:(有正负之分)极限尺寸减去它的基本尺寸。上偏差(ES/es)=最大极限尺寸-基本尺寸下偏

形位公差与尺寸公差.ppt
基本几何量精度(续)基本几何量精度——公差原则公差原则的定义一、有关定义、符号体外作用尺寸图例关联要素的体外作用尺寸体内作用尺寸最大实体状态(尺寸、边界)最大实体实效状态(尺寸、边界)最大实体实效尺寸(单一要素)最大实体实效尺寸(关联要素)最小实体实效状态(尺寸、边界)(一)独立原则独立原则的应用包容要求包容要求标注包容要求应用举例最大实体要求最大实体要求的应用(被测要素)最大实体要求应用举例(一)最大实体要求应用实例(二)包容要求与最大实体要求最大实体要求的两种特殊应用零形位公差举例最大实体要求应用于基