
电站高温高压阀截止阀闸阀技术条件.doc

曦晨****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电站高温高压阀截止阀闸阀技术条件.doc
中华人民共和国电力行业标准DL/T531—94电站高温高压截止阀闸阀技术条件TechnicalSpecificationofHighTemperatureHighPressureGlobeStopValvesandGateValvesforPowerStation中华人民共和国电力工业部1994-03-18批准1994-10-01实施1主题内容与适用范围本标准规定了电站用高温、高压截止阀、闸阀的分类及产品的质量要求。本标准适用于公称压力pN为20、25、32MPa,工作温度等于或低于425℃;工作压力p为
电站高温高压阀截止阀闸阀技术条件.doc
中华人民共和国电力行业标准DL/T531—94电站高温高压截止阀闸阀技术条件TechnicalSpecificationofHighTemperatureHighPressureGlobeStopValvesandGateValvesforPowerStation中华人民共和国电力工业部1994-03-18批准1994-10-01实施1主题内容与适用范围本标准规定了电站用高温、高压截止阀、闸阀的分类及产品的质量要求。本标准适用于公称压力pN为20、25、32MPa,工作温度等于或低于425℃;工作压力p为
一种高温高压的截止阀.pdf
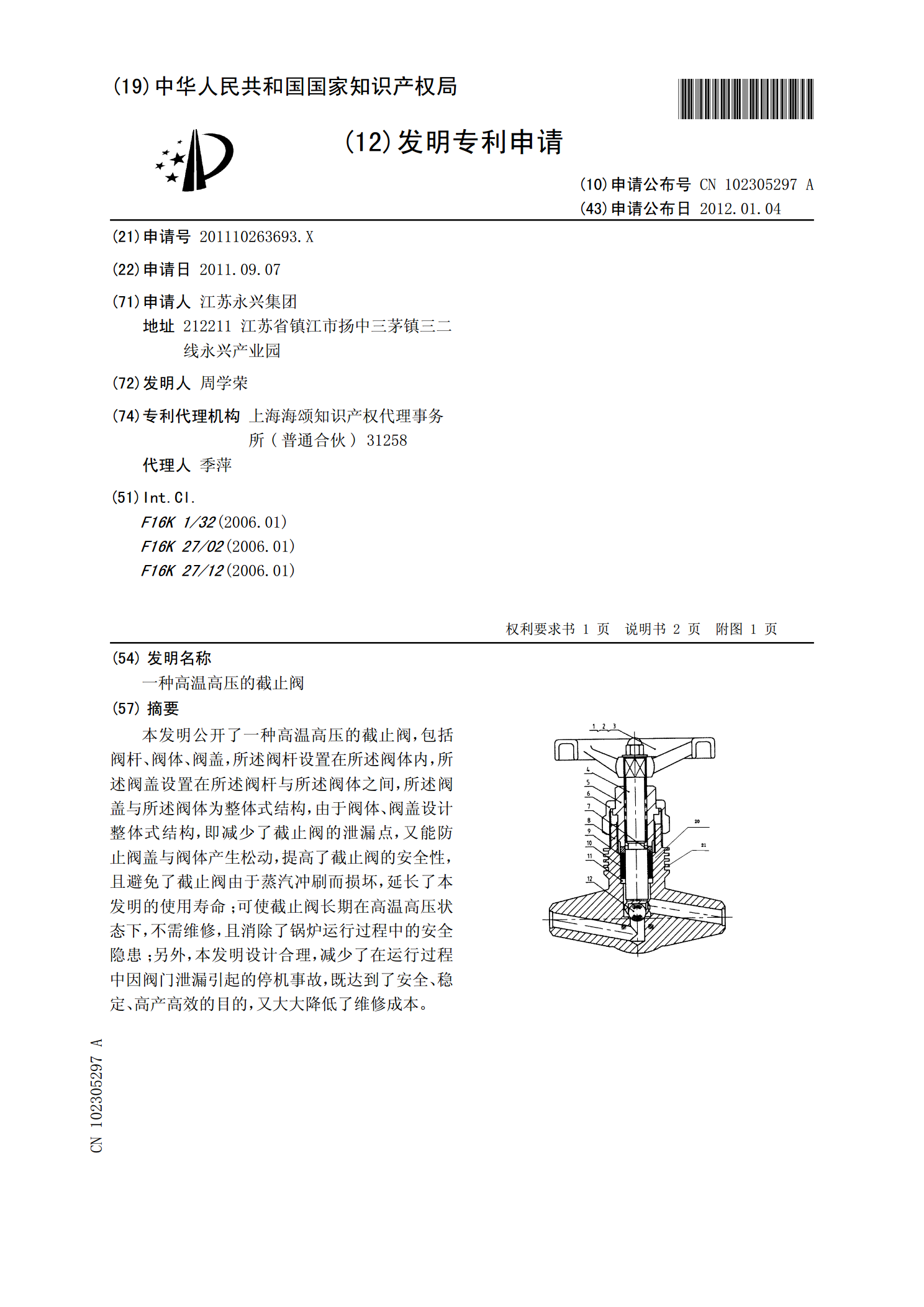
本发明公开了一种高温高压的截止阀,包括阀杆、阀体、阀盖,所述阀杆设置在所述阀体内,所述阀盖设置在所述阀杆与所述阀体之间,所述阀盖与所述阀体为整体式结构,由于阀体、阀盖设计整体式结构,即减少了截止阀的泄漏点,又能防止阀盖与阀体产生松动,提高了截止阀的安全性,且避免了截止阀由于蒸汽冲刷而损坏,延长了本发明的使用寿命;可使截止阀长期在高温高压状态下,不需维修,且消除了锅炉运行过程中的安全隐患;另外,本发明设计合理,减少了在运行过程中因阀门泄漏引起的停机事故,既达到了安全、稳定、高产高效的目的,又大大降低了维修成

闸阀和截止阀.doc
闸阀和截止阀是关断用阀。是最常见的两种阀门。从外形来看闸阀比截止阀短而高,特别是明杆阀需要较高的高度空间。闸阀密封面有一定的自密封能力,它的阀芯靠介质压力紧紧地与阀座密封面接触,达到严密不漏。楔形闸阀的阀芯斜度一般为3~6度,当强制关闭过量或温度变化较大的阀芯容易卡死。所以,高温、高压楔形闸阀,在结构上都采取了一定的防止阀芯卡死的措施。闸阀在开启和关闭时阀芯和阀座密封面始终接触并相互磨擦,因而密封面容易磨损,特别是在阀门处于接近关闭状态时,阀芯前后压差很大,密封面磨损就更为严重。闸阀与截止阀相比较,它的主
高温高压双重自密封电动截止阀.pdf
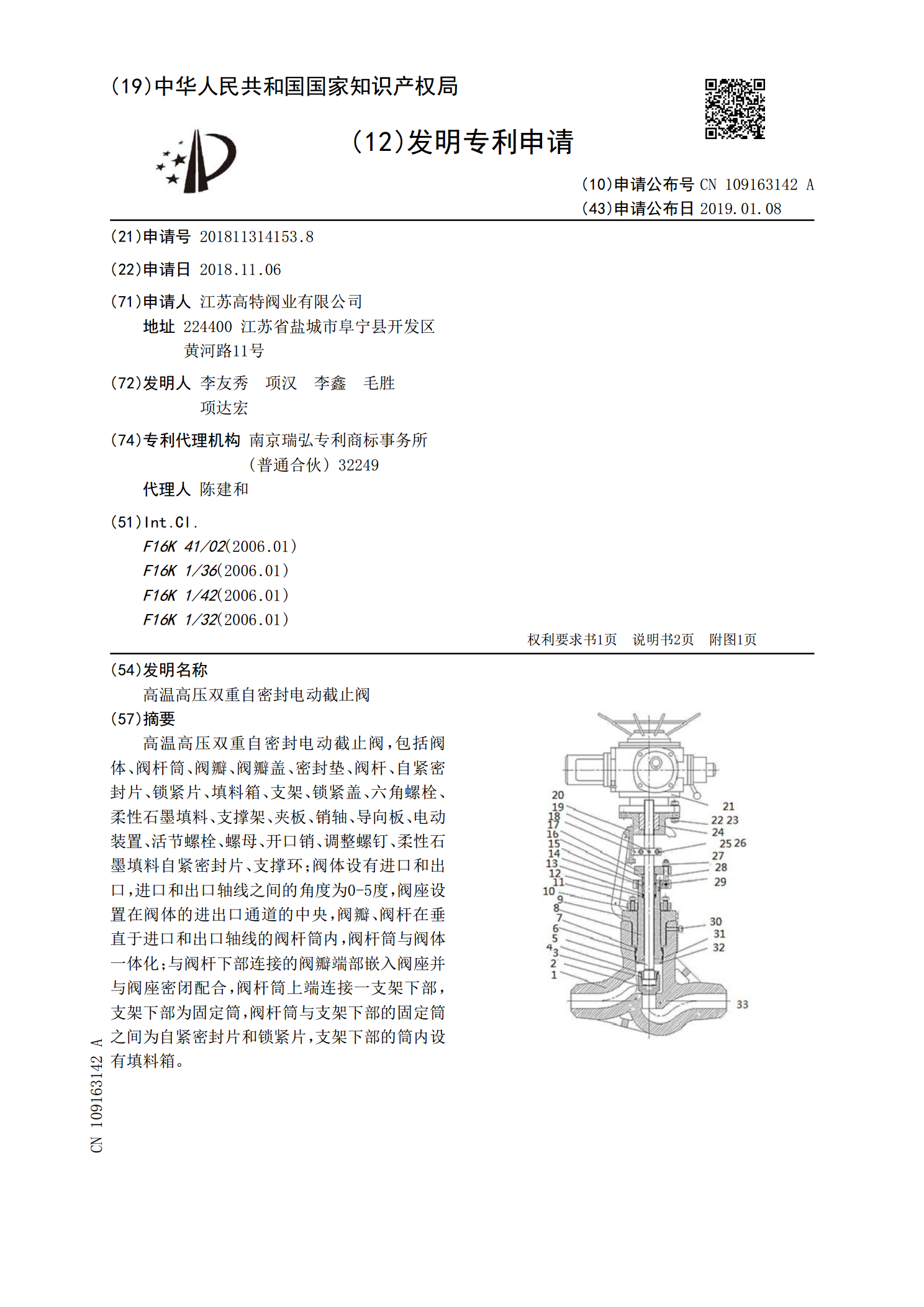
高温高压双重自密封电动截止阀,包括阀体、阀杆筒、阀瓣、阀瓣盖、密封垫、阀杆、自紧密封片、锁紧片、填料箱、支架、锁紧盖、六角螺栓、柔性石墨填料、支撑架、夹板、销轴、导向板、电动装置、活节螺栓、螺母、开口销、调整螺钉、柔性石墨填料自紧密封片、支撑环;阀体设有进口和出口,进口和出口轴线之间的角度为0‑5度,阀座设置在阀体的进出口通道的中央,阀瓣、阀杆在垂直于进口和出口轴线的阀杆筒内,阀杆筒与阀体一体化;与阀杆下部连接的阀瓣端部嵌入阀座并与阀座密闭配合,阀杆筒上端连接一支架下部,支架下部为固定筒,阀杆筒与支架下部