
燃机电厂余热炉改造焊接作业指导书.doc

赫赫****等你


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

燃机电厂余热炉改造焊接作业指导书.doc
燃机电厂余热锅炉改造工程焊接作业指导书批准:审核:编制:XXXXXXXX建设企业年月日焊接作业指导书一、编制根据1、《电力建设施工及验收技术规范》(焊接篇96版)2、《火电施工质量检查及评估原则》(焊接篇96版)3、《焊工技术考核规程》DL/T679-19994、《火力发电厂金属技术监督规程》DL438-91二、工程简况XXXX燃机电厂余热锅炉改造工程,是在原余热炉内增长1个HP蒸发器管屏和3个HP省煤器管屏。三、重要焊接管道及部件1、蒸发器、省煤器联络管及排污管2、蒸发器联络管压力:4061KPa温度:

燃机电厂余热锅炉高压蒸发器国产化改造.docx
技术报告燃机电厂余热锅炉高压蒸发器国产化改造孙从根四川省电力公司都江电力设备厂2005-10燃机电厂余热锅炉高压蒸发器国产化改造孙从根(四川省电力公司都江电力设备厂四川都江堰611833)摘要:随着我国电力工业的大力发展,以天然气为燃料、主要作用为电网调峰的燃机电厂装机越来越多,但其年利用小时数一般在2000-3000小时/年,一年中大部分时间处于待机状态。其余热锅炉换热面大多由碳钢制造,长时间不工作,暴露在空气中,换热面的氧化腐蚀(生锈)非常严重,造成换热面堵塞或腐蚀去部分,换热面积减少,换热能力降低使
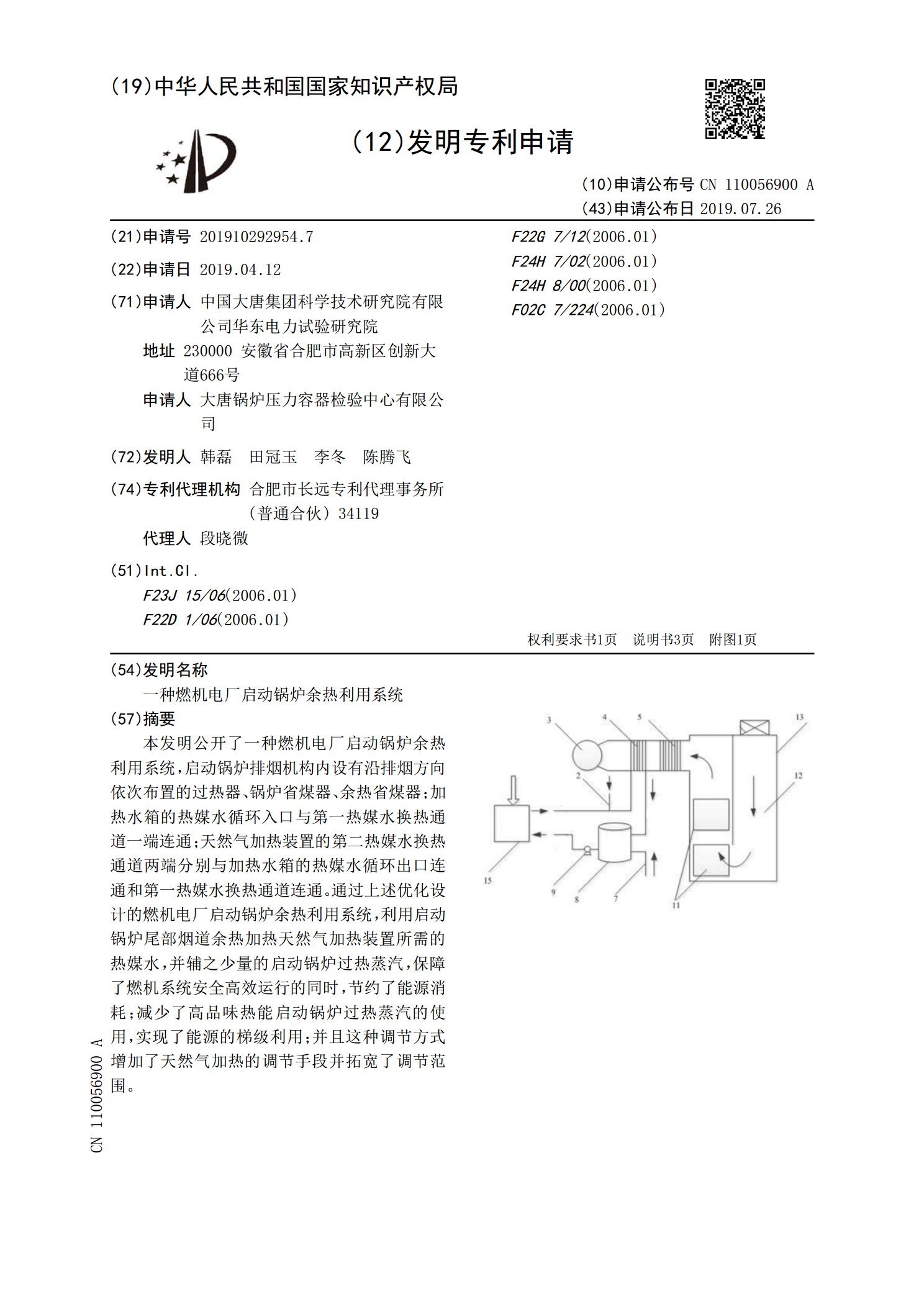
一种燃机电厂启动锅炉余热利用系统.pdf
本发明公开了一种燃机电厂启动锅炉余热利用系统,启动锅炉排烟机构内设有沿排烟方向依次布置的过热器、锅炉省煤器、余热省煤器;加热水箱的热媒水循环入口与第一热媒水换热通道一端连通;天然气加热装置的第二热媒水换热通道两端分别与加热水箱的热媒水循环出口连通和第一热媒水换热通道连通。通过上述优化设计的燃机电厂启动锅炉余热利用系统,利用启动锅炉尾部烟道余热加热天然气加热装置所需的热媒水,并辅之少量的启动锅炉过热蒸汽,保障了燃机系统安全高效运行的同时,节约了能源消耗;减少了高品味热能启动锅炉过热蒸汽的使用,实现了能源的梯

燃机电厂锅炉脱硝问题及改造探究.docx
燃机电厂锅炉脱硝问题及改造探究燃机电厂锅炉脱硝问题及改造探究摘要:燃机电厂作为一种重要的发电方式,其锅炉脱硝技术的研究和应用一直备受关注。本文通过对燃机电厂锅炉脱硝技术的问题以及改造方案进行探究和分析,从而为燃机电厂锅炉脱硝工程提供一定的参考。第一章:引言1.1背景燃机电厂作为一种能源高效利用的发电方式,在能源领域具有广泛的应用前景。然而,燃机电厂的锅炉脱硝技术存在着一些问题,如高氮氧化物排放,对环境造成的污染等。因此,研究和改进锅炉脱硝技术已经成为当前燃机电厂发展的重点。1.2目的本文旨在探究燃机电厂锅
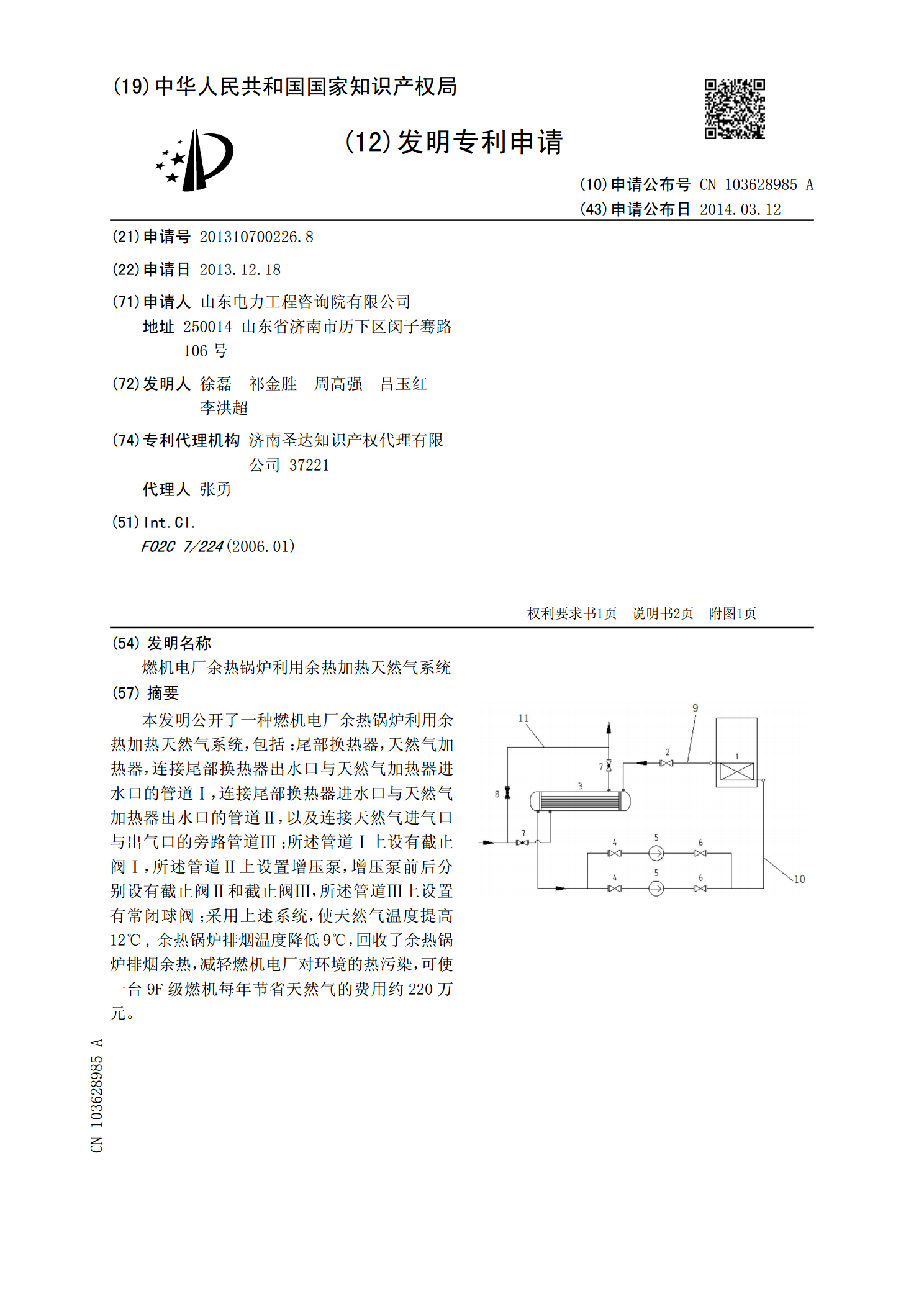
燃机电厂余热锅炉利用余热加热天然气系统.pdf
本发明公开了一种燃机电厂余热锅炉利用余热加热天然气系统,包括:尾部换热器,天然气加热器,连接尾部换热器出水口与天然气加热器进水口的管道Ⅰ,连接尾部换热器进水口与天然气加热器出水口的管道Ⅱ,以及连接天然气进气口与出气口的旁路管道Ⅲ;所述管道Ⅰ上设有截止阀Ⅰ,所述管道Ⅱ上设置增压泵,增压泵前后分别设有截止阀Ⅱ和截止阀Ⅲ,所述管道Ⅲ上设置有常闭球阀;采用上述系统,使天然气温度提高12℃,余热锅炉排烟温度降低9℃,回收了余热锅炉排烟余热,减轻燃机电厂对环境的热污染,可使一台9F级燃机每年节省天然气的费用约220万