
水煤浆气化炉烧嘴修复工艺分析.doc

人生****奋斗


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水煤浆气化炉烧嘴修复工艺分析.doc
6.5MPa水煤浆气化炉烧嘴修复工艺分析1概述渭河煤化工集团有限责任企业水煤浆气化妆置原设计压力为6.5MPa,采用德士古气化技术,烧嘴采用德士古三环式烧嘴,由于运行压力较高,水煤浆旳冲刷严重,再加上吸取消化国外技术仍有待提高,烧嘴常常损坏。平时损坏旳仅是喷头部位,但有时由于炉内反应异常等多种原因,导致喷嘴部分过烧而损坏,这给修复带来较大难度。通过对烧嘴作全面旳检测,在作了较多试验旳基础上,修复了2台烧嘴(见图1)。2修复前分析检测2.1宏观检测检查烧嘴各部分,烧嘴头部(外、中喷头)已经明显损坏,需要更换

GE水煤浆气化炉工艺烧嘴改造.docx
GE水煤浆气化炉工艺烧嘴改造随着社会经济的快速发展,人们对能源质量与效率的要求越来越高;同时,环保意识也随之增强。因此,涉及到工艺烧嘴的高效、低污染气化炉成为了许多研究人员和企业的关注焦点。其中,GE水煤浆气化炉的工艺烧嘴改造是相关领域的一个重要方向,本文就对这方面的研究进行探讨。一、GE水煤浆气化炉的工艺烧嘴概述GE水煤浆气化炉是一种常用的气化设备,它能将水煤浆等多种原料高效转化为高品质的合成气,具有热效率高、污染小、灵活性强等优点。其中,工艺烧嘴是水煤浆气化炉的重要部件之一,它承担着向气化炉中喷射煤浆
一种水煤浆气化炉工艺烧嘴.pdf
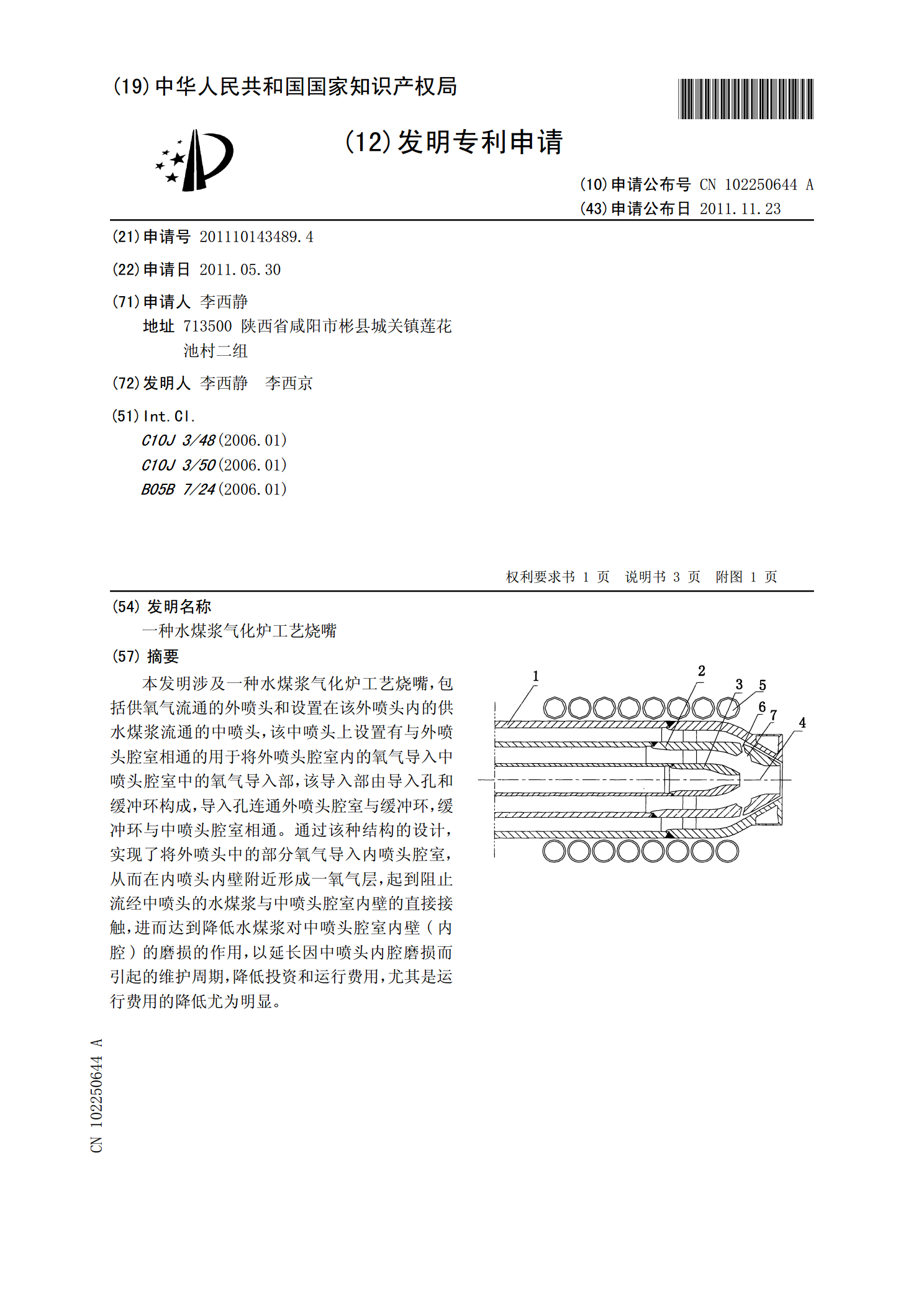
本发明涉及一种水煤浆气化炉工艺烧嘴,包括供氧气流通的外喷头和设置在该外喷头内的供水煤浆流通的中喷头,该中喷头上设置有与外喷头腔室相通的用于将外喷头腔室内的氧气导入中喷头腔室中的氧气导入部,该导入部由导入孔和缓冲环构成,导入孔连通外喷头腔室与缓冲环,缓冲环与中喷头腔室相通。通过该种结构的设计,实现了将外喷头中的部分氧气导入内喷头腔室,从而在内喷头内壁附近形成一氧气层,起到阻止流经中喷头的水煤浆与中喷头腔室内壁的直接接触,进而达到降低水煤浆对中喷头腔室内壁(内腔)的磨损的作用,以延长因中喷头内腔磨损而引起的维
水煤浆气化炉工艺烧嘴泄漏原因浅析.pptx
汇报人:CONTENTS01泄漏定义及分类泄漏对生产的影响02烧嘴设计因素烧嘴制造质量烧嘴安装问题烧嘴使用环境03优化烧嘴设计提高制造质量规范安装操作改善使用环境04泄漏发现与确认紧急处置措施安全注意事项05案例一:某化工厂烧嘴泄漏事故案例二:某煤化工企业烧嘴泄漏处理案例三:某大型气化炉烧嘴泄漏预防措施06深入研究泄漏机理开发高效检测技术提高烧嘴材料性能汇报人:

水煤浆气化炉工艺烧嘴压差波动分析及应对措施.docx
水煤浆气化炉工艺烧嘴压差波动分析及应对措施水煤浆气化是一种将煤转化为燃气的技术。水煤浆气化炉是其中最核心的设备之一,其工艺烧嘴的压差波动对炉内燃烧稳定性和效率有着重要影响。本文将分析水煤浆气化炉工艺烧嘴压差波动的原因,并针对这些原因提出相应的应对措施。首先,我们需要了解什么是工艺烧嘴的压差波动。工艺烧嘴压差波动是指炉内燃烧过程中,烧嘴进气压力的变化。燃料和氧气的变化会引起烧嘴进气压力的波动,进而影响到燃烧反应的稳定性和效率。接下来,我们将从多个方面分析压差波动的原因,并提出应对措施。首先,燃料的质量和供给