
抑菌可降解环保无纺布的制备方法.pdf

思洁****爱吗

1/10
2/10
3/10

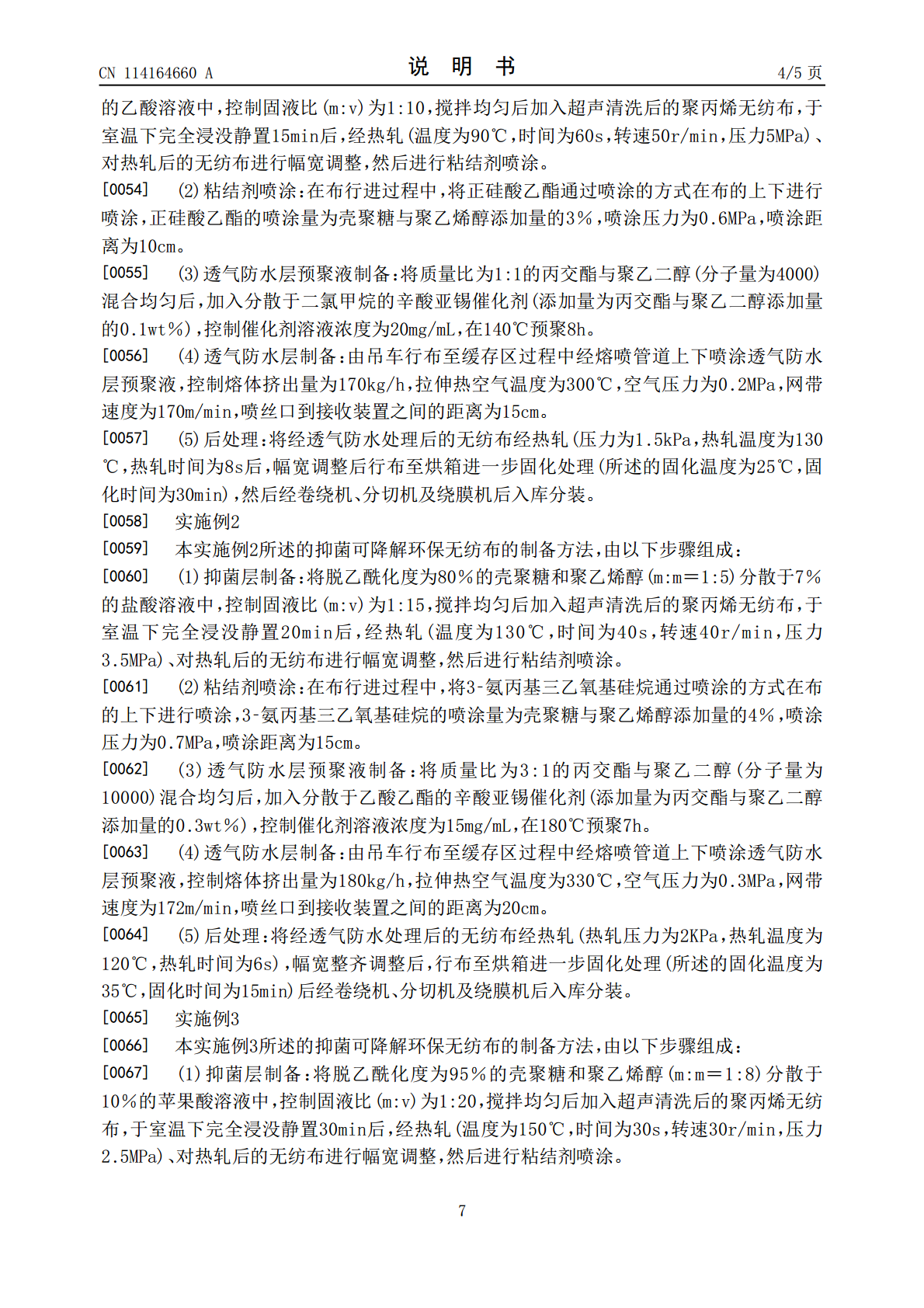
4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抑菌可降解环保无纺布的制备方法.pdf
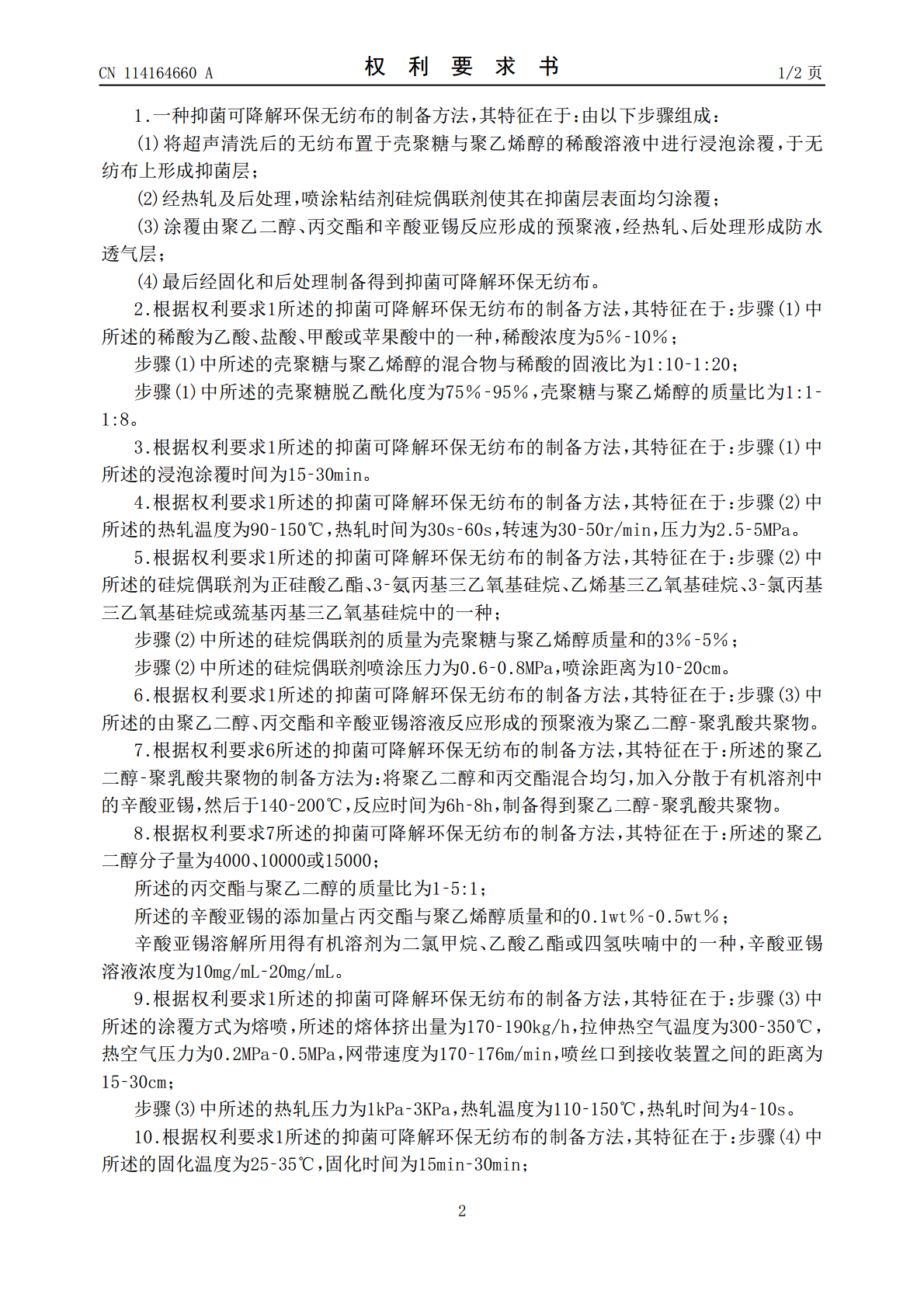
本发明属于无纺布制备技术领域,具体的涉及一种抑菌可降解环保无纺布的制备方法。将超声清洗后的无纺布置于壳聚糖与聚乙烯醇的稀酸溶液中进行浸泡涂覆,于无纺布上形成抑菌层;经热轧及后处理,喷涂粘结剂硅烷偶联剂使其在抑菌层表面均匀涂覆;涂覆由聚乙二醇、丙交酯和辛酸亚锡反应形成的预聚液,经热轧、后处理形成防水透气层;最后经固化和后处理制备得到抑菌可降解环保无纺布。本发明所述的抑菌可降解环保无纺布的制备方法,解决了传统无纺布容易层分离、难降解、生物活性差等问题,极大的提高了传统无纺布的附加值,提升了其在无纺布市场的竞争
一种吸湿抑菌的水刺无纺布的制备方法.pdf
本发明公开了一种吸湿抑菌的水刺无纺布的制备方法。该水刺无纺布包括如下重量份的原料,醋酸纤维25?30份、聚乳酸纤维25?30份、聚乙烯纤维50?60份、抗氧剂1?3份、阻燃剂1?3份;醋酸纤维主要由醋酸纤维素、丁二酸酐、聚多巴胺反应制得;聚乳酸纤维经溶胀后,负载溶菌酶。制备方法是先使用抗氧剂和阻燃剂溶液对聚乙烯纤维、醋酸纤维、聚乳酸纤维进行浸渍处理,再按照聚乙烯纤维?醋酸纤维?聚乳酸纤维?聚乙烯纤维的顺序,铺设四层纤维网,经双重水刺加固,制得水刺无纺布。本发明制备得到的水刺无纺布综合性能有,具备良好的抑菌
一种抑菌环保竹篮的制备方法.pdf
本发明公开了一种抑菌环保竹篮的制备方法,包括如下步骤:选取毛竹并机械加工制成条状竹条,打磨去除表皮与竹节,晾干后送入氢氧化钠溶液中浸泡,过滤,晾干后再送入水玻璃溶液中浸泡,过滤,采用水洗涤,再置于高压锅中煮制,得到预处理竹条;采用预处理竹条依次制备渗透竹条、负载竹条,然后送入微波炉中加热炭化,微波炭化至炭化程度为4‑8%,自然晾干,将炭化竹条编织成竹篮,将竹篮送入保温室中,在温度50‑60℃静置,得到抑菌环保竹篮。本发明可提供持久的抑菌作用,工艺安全环保,对人体的健康不构成伤害,可生产食品用竹篮,使用性也

一种抑菌环保薄膜及其制备方法.pdf
本发明公开了一种抑菌环保薄膜及其制备方法,所述的环保薄膜是由下述重量份的原料组成的:硅烷偶联剂kh5601‑2、钛酸四丁酯49‑50、甲醇30‑40、四羟甲基硫酸磷1‑2、异氰尿酸8‑11、乙撑双硬脂酰胺1‑2、高密度聚丙烯110‑140、二异氰酸酯2‑3、N‑甲基吡咯烷10‑12。本发明通过磷酸盐改性溶胶溶液、硅烷聚丙烯醇溶液共混进行季铵化反应,从而有效的提高了成品薄膜的抑菌和柔韧性,本发明的薄膜力学稳定性高,均匀性好,品质高。

护肤抑菌膏配方及护肤抑菌膏制备方法.pdf
本发明公开了一种护肤抑菌膏配方及护肤抑菌膏制备方法,配方按重量份数包括:玫瑰精油0.3~0.5份、小桐子浸膏3~5份、维生素e2~40份、维生素b族1~2份、茶树油2~6份、苦参提取液1~5份、蛇床子2~6份、地肤子4~8份、白鲜皮4~8份、薄荷0.1~0.5份、十六十八醇0.5~2份、尼泊金甲酯0.2~0.5份、硬脂酸1~4份、三乙醇胺1~3份、纯化水10~50份。方法包括先制取小桐子浸膏、玫瑰精油,再按上述配方将各组分混合均匀及得护肤抑菌膏。本发明利用小桐子提取物的天然杀菌能力、玫瑰精油的美颜护肤功能