
一种螺旋伞齿轮精密塑性成形制造工艺.pdf

是你****盟主

1/7
2/7

3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋伞齿轮精密塑性成形制造工艺.pdf
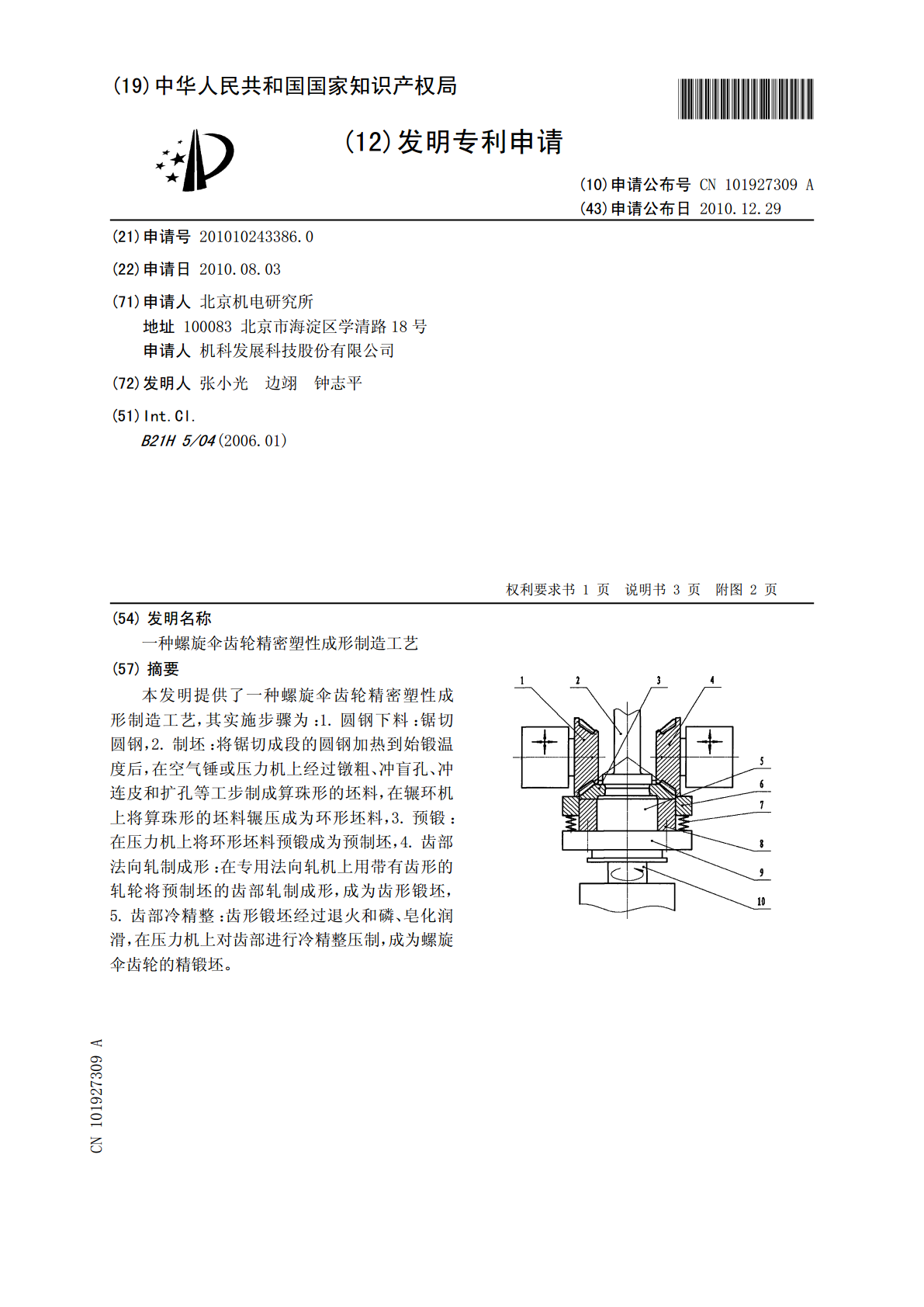
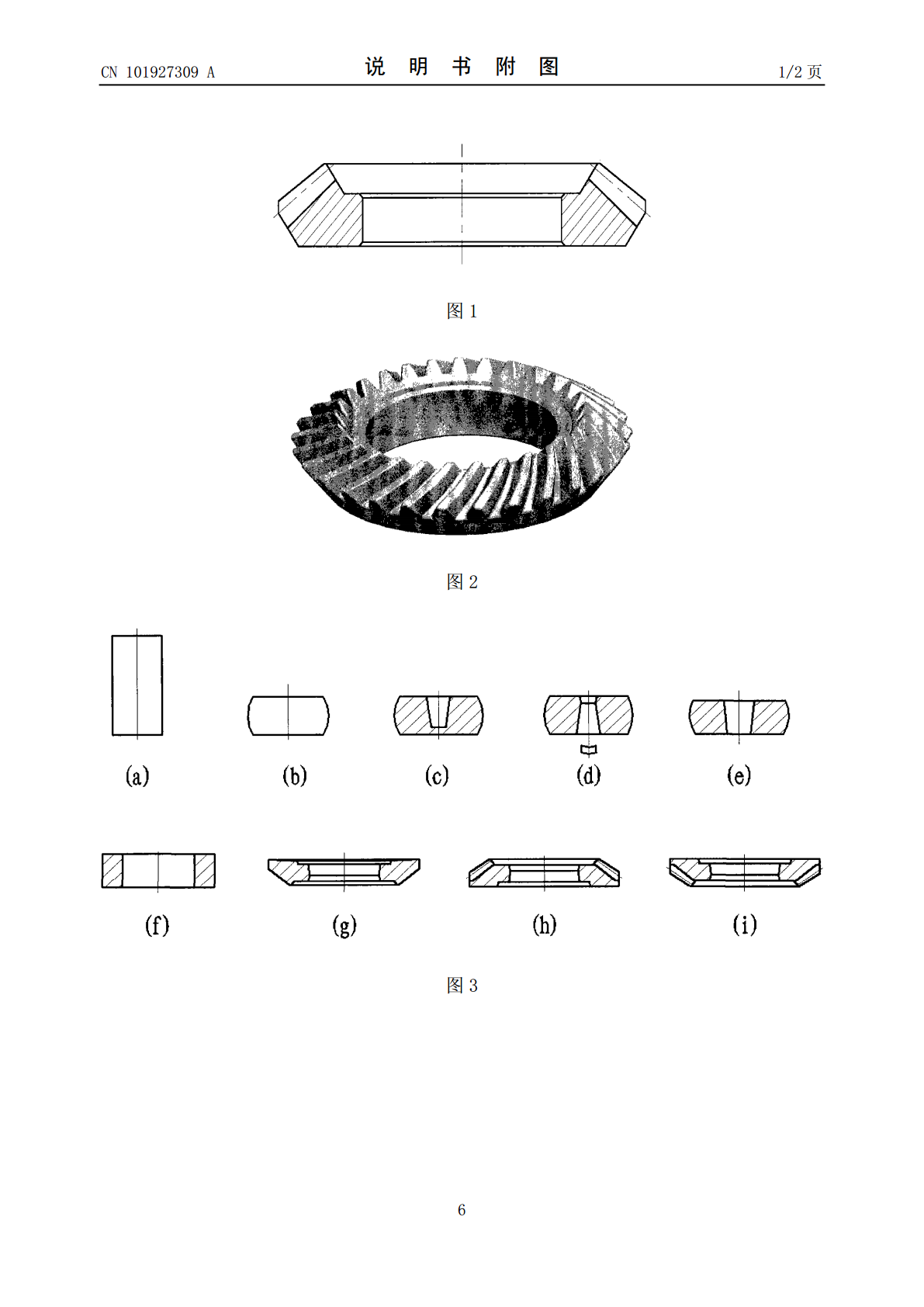
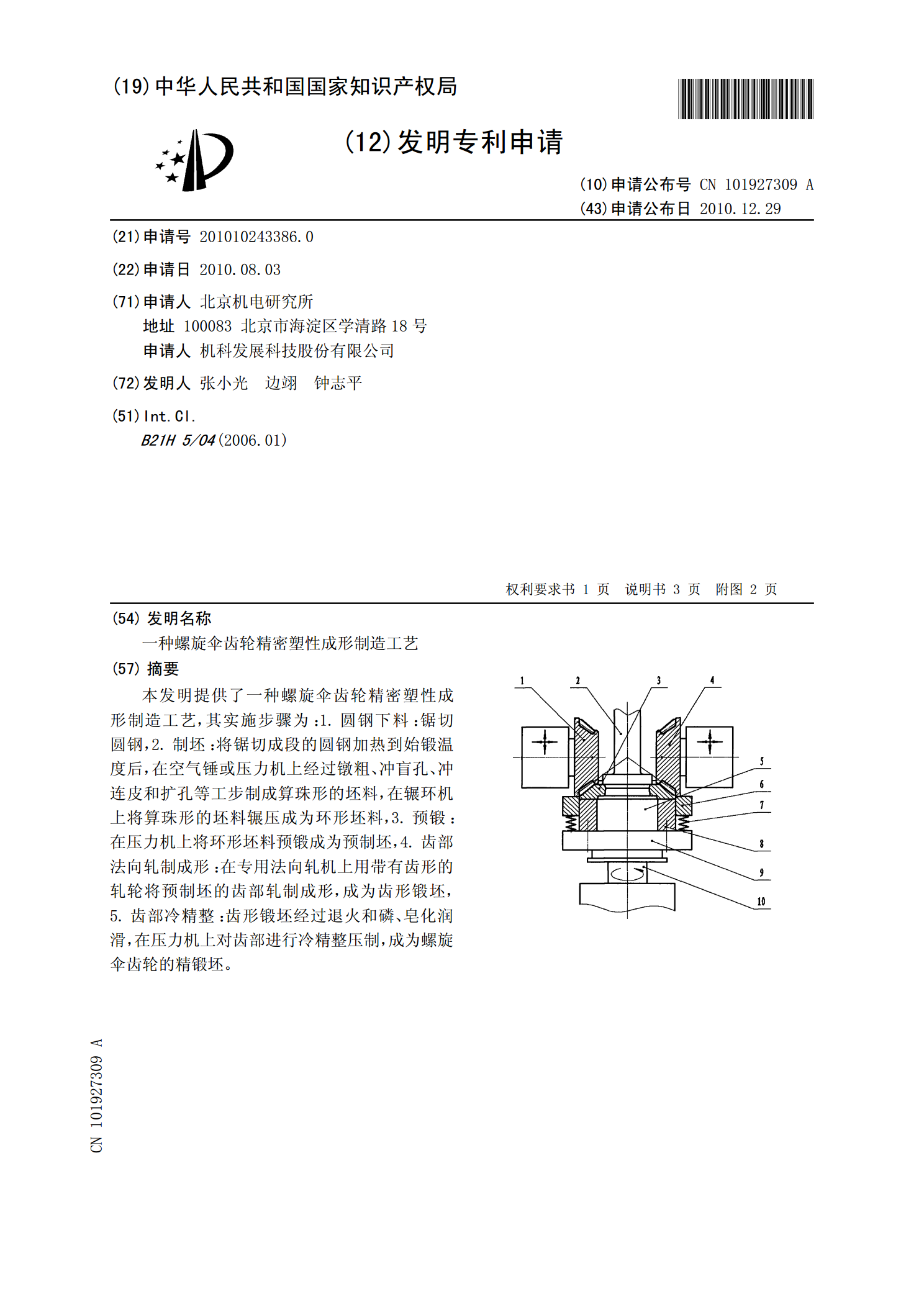
本发明提供了一种螺旋伞齿轮精密塑性成形制造工艺,其实施步骤为:1.圆钢下料:锯切圆钢,2.制坯:将锯切成段的圆钢加热到始锻温度后,在空气锤或压力机上经过镦粗、冲盲孔、冲连皮和扩孔等工步制成算珠形的坯料,在辗环机上将算珠形的坯料辗压成为环形坯料,3.预锻:在压力机上将环形坯料预锻成为预制坯,4.齿部法向轧制成形:在专用法向轧机上用带有齿形的轧轮将预制坯的齿部轧制成形,成为齿形锻坯,5.齿部冷精整:齿形锻坯经过退火和磷、皂化润滑,在压力机上对齿部进行冷精整压制,成为螺旋伞齿轮的精锻坯。

内斜齿轮或螺旋渐开线内花键塑性精密成形工艺及装置.pdf
一种内斜齿轮或螺旋渐开线内花键塑性精密成形工艺及装置,其工艺流程是:毛坯下料—软化处理—制坯—润滑—精密成形—成品。其成形装置由一套组合凸模、组合凹模和工件顶出部分组成。组合凸模采用上下分体式,斜齿形芯杆是自由活动的,利用滚珠实现斜齿形的旋转成形。本发明的优点在于:材料的利用率和生产效率比原工艺大大提高,非常适合大批量生产应用,具有显著的经济效益和良好的应用前景。成形装置结构简单、独特新颖,加工制做、更换便利,舍弃了传统的、复杂的旋转装置和顶出装置,经济实用。经实践验证本发明的精密成形模具寿命长,产品零件

螺旋齿轮温精密塑性成形数值模拟的中期报告.docx
螺旋齿轮温精密塑性成形数值模拟的中期报告本次数值模拟旨在研究螺旋齿轮温精密塑性成形过程中的温度分布和应变状态,进而探究温度和应变对成形质量的影响。本文的中期报告主要介绍了已经完成的工作和下一步的计划。已完成的工作1.建立了螺旋齿轮的三维有限元模型,包括齿轮的几何形状和材料属性。2.实现了有限元模型的网格划分,并确定了初始状态下的温度分布和应力状态。3.进行了不同温度和应变速率下的温精密塑性成形数值模拟。4.通过对模拟结果的分析,初步探究了温度和应变对成形质量的影响,包括变形量、内部应力分布和齿形误差等方面
一种螺旋伞齿轮制造机.pdf
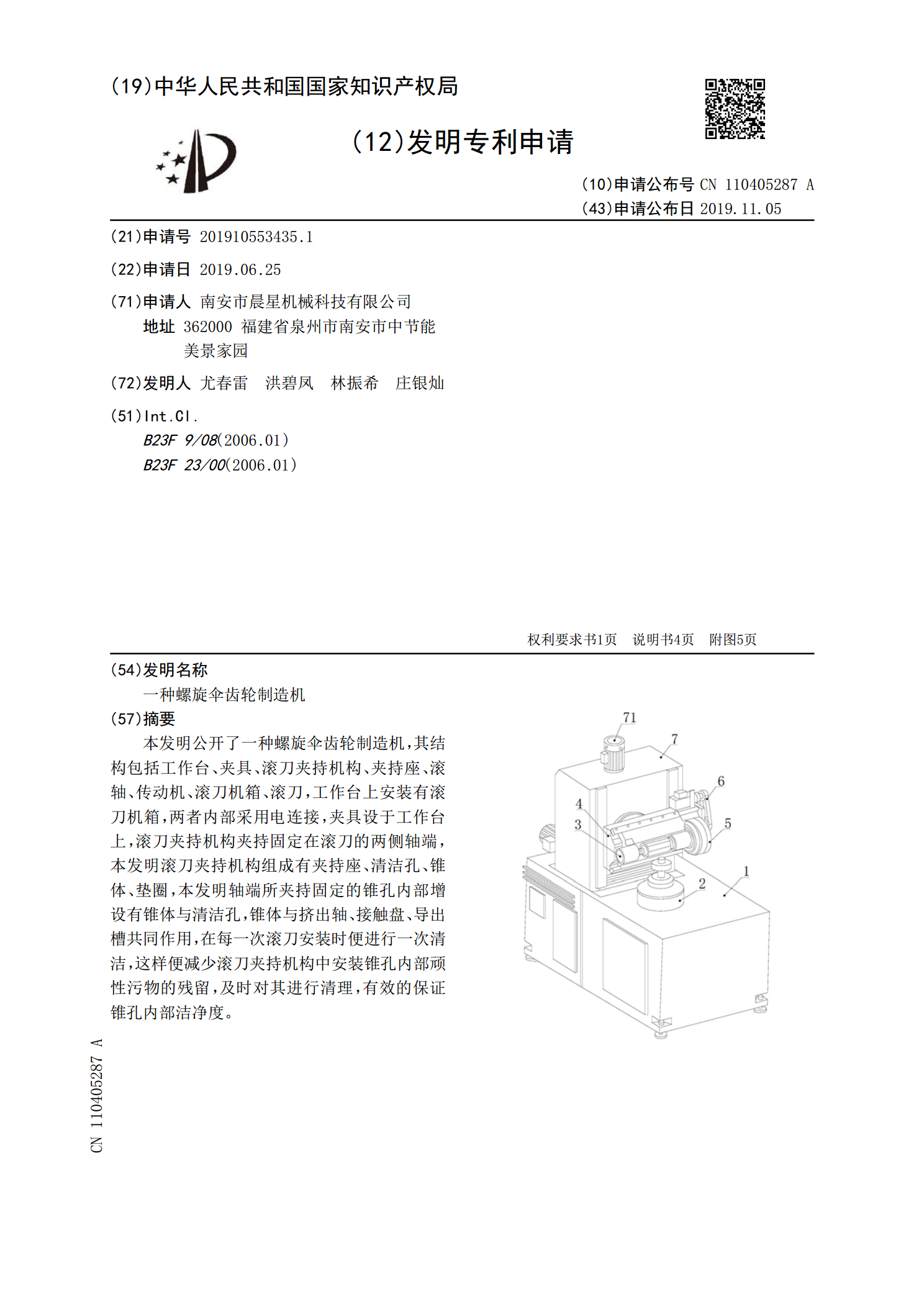
本发明公开了一种螺旋伞齿轮制造机,其结构包括工作台、夹具、滚刀夹持机构、夹持座、滚轴、传动机、滚刀机箱、滚刀,工作台上安装有滚刀机箱,两者内部采用电连接,夹具设于工作台上,滚刀夹持机构夹持固定在滚刀的两侧轴端,本发明滚刀夹持机构组成有夹持座、清洁孔、锥体、垫圈,本发明轴端所夹持固定的锥孔内部增设有锥体与清洁孔,锥体与挤出轴、接触盘、导出槽共同作用,在每一次滚刀安装时便进行一次清洁,这样便减少滚刀夹持机构中安装锥孔内部顽性污物的残留,及时对其进行清理,有效的保证锥孔内部洁净度。

高档数控机床与制造工艺创新技术——精密塑性成形技术论坛.docx
高档数控机床与制造工艺创新技术——精密塑性成形技术论坛随着科技的不断进步,数控机床和制造工艺也在不断发展。在制造业中,精密塑性成形技术成为一种重要的技术手段,能够将复杂形状的金属材料加工成高精度和高性能的零部件,因此备受关注。本文将从数控机床发展和制造工艺创新的角度,探讨高档数控机床与制造工艺创新技术对精密塑性成形技术的推动作用。首先,高档数控机床的引入对于精密塑性成形技术的推广有着重要的作用。数控机床是现代制造业的重要基础设施,随着数控技术的不断发展和成熟,数控机床的性能和精度得到了极大的提升,也给精密