
直缝焊管笼式成型工艺的花型设计方法.pdf

斌斌****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
直缝焊管笼式成型工艺的花型设计方法.pdf
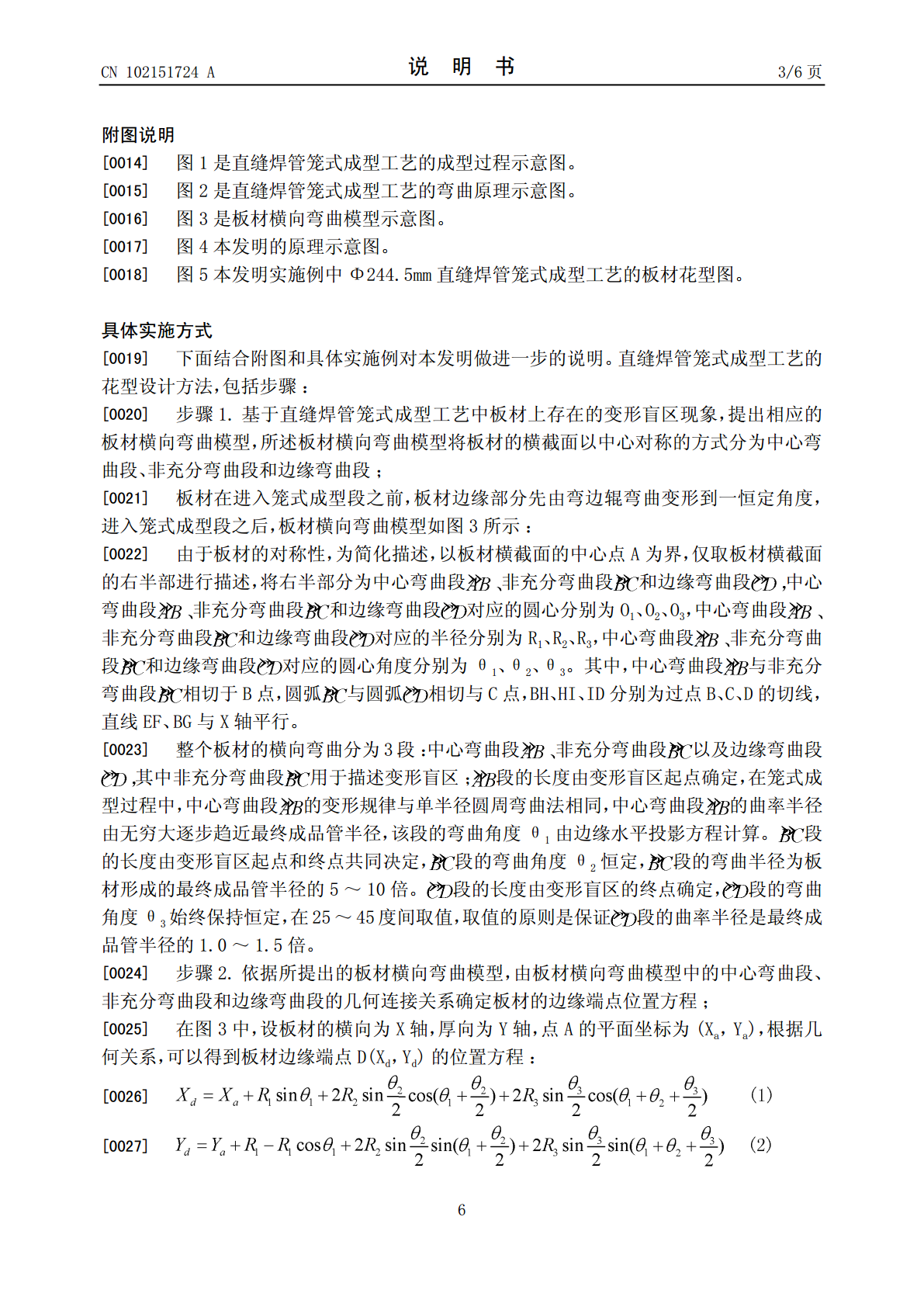
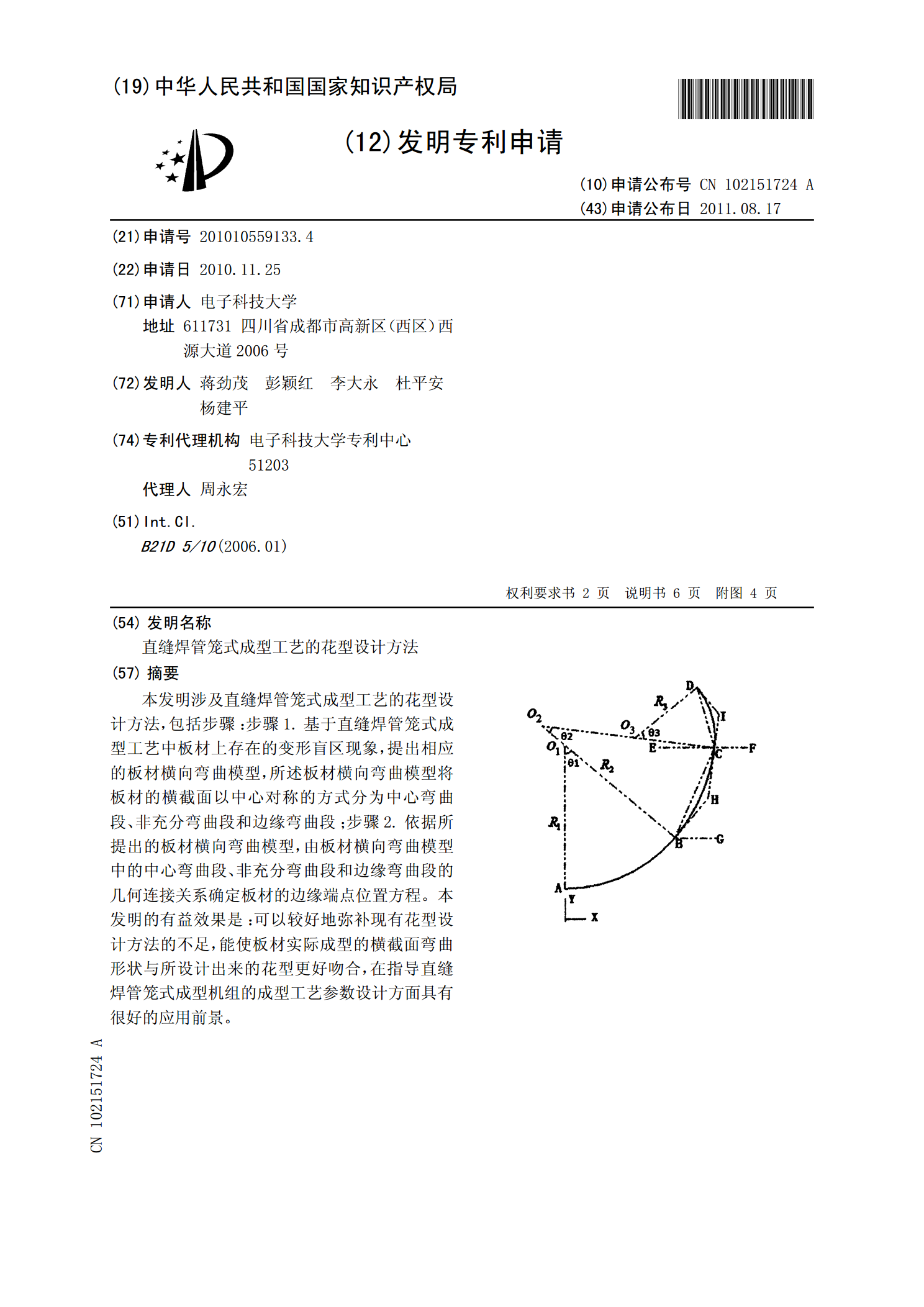
本发明涉及直缝焊管笼式成型工艺的花型设计方法,包括步骤:步骤1.基于直缝焊管笼式成型工艺中板材上存在的变形盲区现象,提出相应的板材横向弯曲模型,所述板材横向弯曲模型将板材的横截面以中心对称的方式分为中心弯曲段、非充分弯曲段和边缘弯曲段;步骤2.依据所提出的板材横向弯曲模型,由板材横向弯曲模型中的中心弯曲段、非充分弯曲段和边缘弯曲段的几何连接关系确定板材的边缘端点位置方程。本发明的有益效果是:可以较好地弥补现有花型设计方法的不足,能使板材实际成型的横截面弯曲形状与所设计出来的花型更好吻合,在指导直缝焊管笼式

直缝焊管短成型工艺.docx
直缝焊管短成型工艺直缝焊管短成型工艺摘要:直缝焊管是一种常见的金属制品,广泛应用于石油、天然气、化工、电力、建筑等领域。本文主要介绍了直缝焊管的短成型工艺,包括管坯预制、成型、焊接等环节。通过详细分析和实验验证,总结出了优化直缝焊管短成型工艺的关键要点,旨在为焊管生产企业提供参考和借鉴。关键词:直缝焊管、短成型、管坯预制、成型、焊接1.引言直缝焊管是将热轧或冷轧卷板经过预成型和成型机械设备加工后进行高频焊接而成的管材。其制造工艺复杂,生产线长,工艺环节多。其中,短成型是直缝焊管生产线中的关键一环,对最终成

直缝焊管新的成型方法.docx
直缝焊管新的成型方法直缝焊管是一种广泛应用于工业领域的管道产品,其具有结构简单、造价低、安装方便等优势,因此在石油、天然气、化工、水利等行业中得到广泛应用。然而,传统的直缝焊管成型方法存在着一些问题,如产品质量不稳定、生产效率低下等。为了解决这些问题,近年来发展出了一些新的直缝焊管成型方法,本文将就这些新方法进行论述。一、高频电阻焊直缝焊管成型方法高频电阻焊直缝焊管成型方法采用高频电流加热金属带材,在一对摩擦轮的作用下将加热后的金属带材进行挤压,最终形成焊缝。该方法具有生产效率高、产品质量稳定等优点。在该

直缝焊管的W弯曲成型方法.docx
直缝焊管的W弯曲成型方法直缝焊管的W弯曲成型方法摘要:直缝焊管是一种常见的金属管材,具有广泛的应用领域。在某些场合中,需要对直缝焊管进行弯曲成型以适应特定的工程需求。本论文将针对直缝焊管的W弯曲成型方法展开讨论,涵盖了常见的成型工艺、影响因素以及一些改进的方法。结果表明,W弯曲成型方法可以有效地改变直缝焊管的形状,获得符合工程要求的弯曲管件。1.引言直缝焊管是一种由热轧钢带或冷轧钢带通过直缝焊接制成的管材,具有较高的强度、耐腐蚀性和尺寸精度。然而,在一些应用场合中,直缝焊管需要进行弯曲成型,以满足工程要求
一种直缝焊管的成型方法.pdf
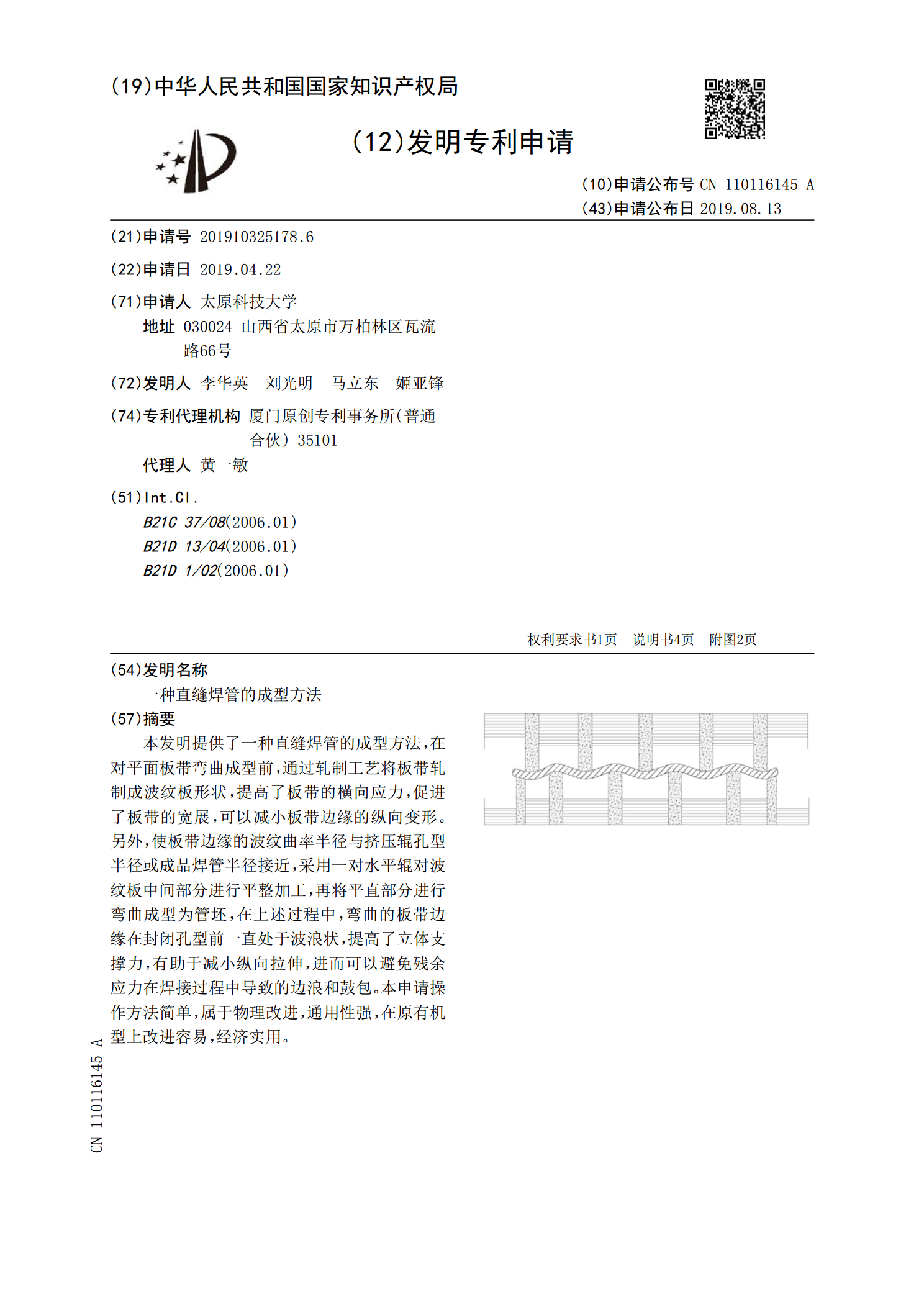
本发明提供了一种直缝焊管的成型方法,在对平面板带弯曲成型前,通过轧制工艺将板带轧制成波纹板形状,提高了板带的横向应力,促进了板带的宽展,可以减小板带边缘的纵向变形。另外,使板带边缘的波纹曲率半径与挤压辊孔型半径或成品焊管半径接近,采用一对水平辊对波纹板中间部分进行平整加工,再将平直部分进行弯曲成型为管坯,在上述过程中,弯曲的板带边缘在封闭孔型前一直处于波浪状,提高了立体支撑力,有助于减小纵向拉伸,进而可以避免残余应力在焊接过程中导致的边浪和鼓包。本申请操作方法简单,属于物理改进,通用性强,在原有机型上改进