
开槽型冰冻固结磨料抛光垫及其制备方法.pdf

书生****ma

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
开槽型冰冻固结磨料抛光垫及其制备方法.pdf
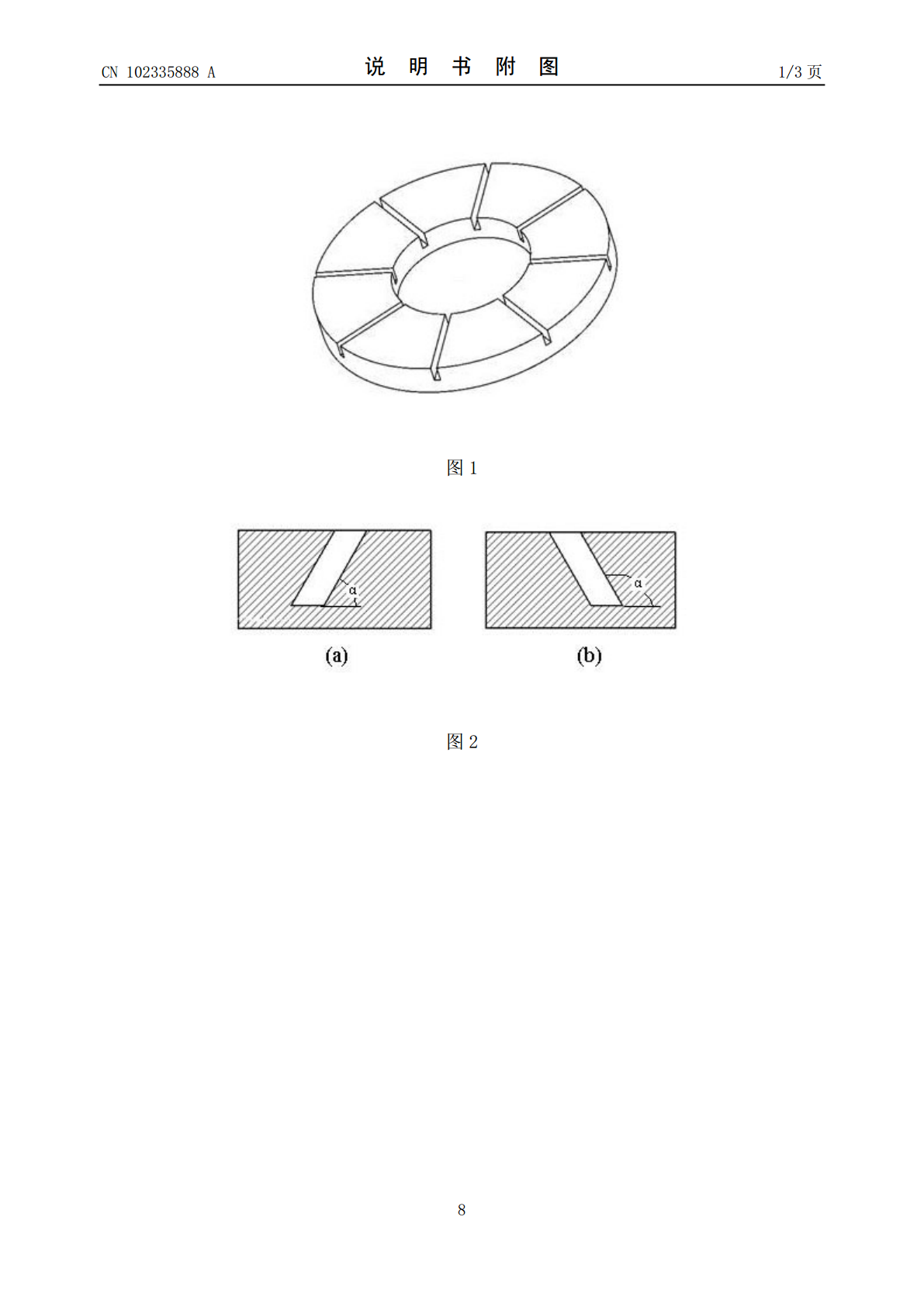
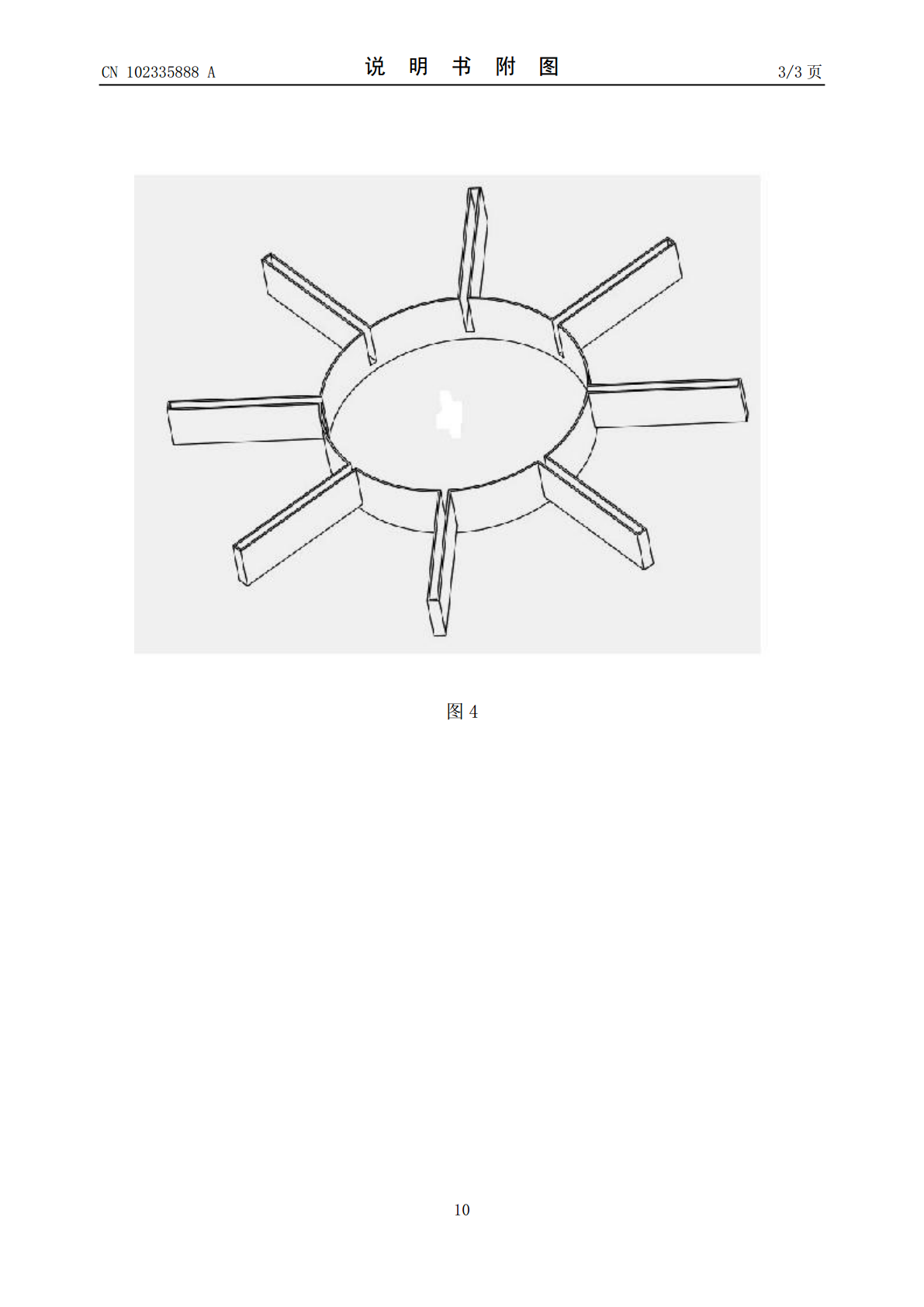
一种开槽型冰冻固结磨料抛光垫,其特征是在抛光垫与被加工工件相对的一面的中心设有一个盲孔(1),在盲孔(1)的周转设有凹槽(2),所述的盲孔(1)的直径d=e-r,式中e为抛光垫的偏心距,r为抛光工件半径,偏心距的取值一般为20mm~105mm,盲孔(1)的深度取值为10mm~20mm,凹槽(2)的深度约为盲孔(1)的深度的50-70%;所述的凹槽(2)的槽宽在5mm到10mm之间。本发明在传统的冰冻固结磨料抛光垫上制造出不同形状、不同类型的槽。主要通过开槽模具的作用,形成各种槽型。该抛光垫可用于抛光加工各
开槽型冰冻固结磨料抛光垫及其制备方法.pdf
一种开槽型冰冻固结磨料抛光垫,其特征是在抛光垫与被加工工件相对的一面的中心设有一个盲孔(1),在盲孔(1)的周转设有凹槽(2),所述的盲孔(1)的直径d=e-r,式中e为抛光垫的偏心距,r为抛光工件半径,偏心距的取值一般为20mm~105mm,盲孔(1)的深度取值为10mm~20mm,凹槽(2)的深度约为盲孔(1)的深度的50-70%;所述的凹槽(2)的槽宽在5mm到10mm之间。本发明在传统的冰冻固结磨料抛光垫上制造出不同形状、不同类型的槽。主要通过开槽模具的作用,形成各种槽型。该抛光垫可用于抛光加工各

开槽冰冻固结磨料抛光垫的抛光性能研究.doc
开槽冰冻固结磨料抛光垫的抛光性能研究固结磨料抛光作为一种先进的抛光技术,近年来成为学术界的研究热点,而冰冻固结磨料抛光具有抛光垫制备工艺较为简单、抛光温度低等特点,也引起了人们的关注。目前,对冰冻固结磨料抛光的研究主要集中在平板式抛光垫制备及其材料去除机理等方面。研究发现,该抛光方式下抛光区域的废液排出、抛光效率等方面仍然存在不足。本文为解决上述问题,提出了制备开槽冰冻固结磨料抛光垫的思路,并结合微晶玻璃的抛光需要,开发了不同槽型的冰冻固结磨料抛光垫,分析研究了两种槽型抛光垫的抛光效果。本文主要研究工作包

分层冰冻固结磨料抛光垫的设计与抛光性能研究.docx
分层冰冻固结磨料抛光垫的设计与抛光性能研究摘要:本文旨在设计一种新型的分层冰冻固结磨料抛光垫,并对其抛光性能进行研究,通过比较实验结果,探究该垫子的优点和缺点。实验结果表明,该垫子在一些方面表现优异,可以成为一种新型抛光垫子的发展方向。关键词:分层冰冻固结磨料抛光垫;抛光性能;设计;研究1.引言抛光是一种重要的表面加工技术,在传统的金属加工、半导体、石墨、陶瓷、光学质量的加工等领域都有广泛的应用。目前市面上流行的抛光垫子主要有泡沬、粘胶、尼龙、木质等材质,这些抛光垫子各有优缺点。为了深入研究抛光垫子的性能

开槽冰冻固结磨料抛光微晶玻璃的工艺研究.docx
开槽冰冻固结磨料抛光微晶玻璃的工艺研究开槽冰冻固结磨料抛光微晶玻璃的工艺研究摘要:微晶玻璃具有高硬度、高强度和优异的光学性能,因此被广泛应用于光学器件和光学加工领域。然而,由于其特殊的材料性质,微晶玻璃的抛光工艺相对较为困难。本研究通过引入开槽冰冻固结磨料抛光工艺,探讨了其对微晶玻璃抛光表面质量的影响。研究结果表明,开槽冰冻固结磨料抛光工艺能够显著提高微晶玻璃的抛光效果,得到了高质量的抛光表面。关键词:微晶玻璃;抛光工艺;开槽冰冻固结磨料1.引言微晶玻璃是一种新型的无定型材料,其晶粒尺寸在微米量级范围内。