
一种挤压丝锥.pdf

宜然****找我


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种挤压丝锥.pdf
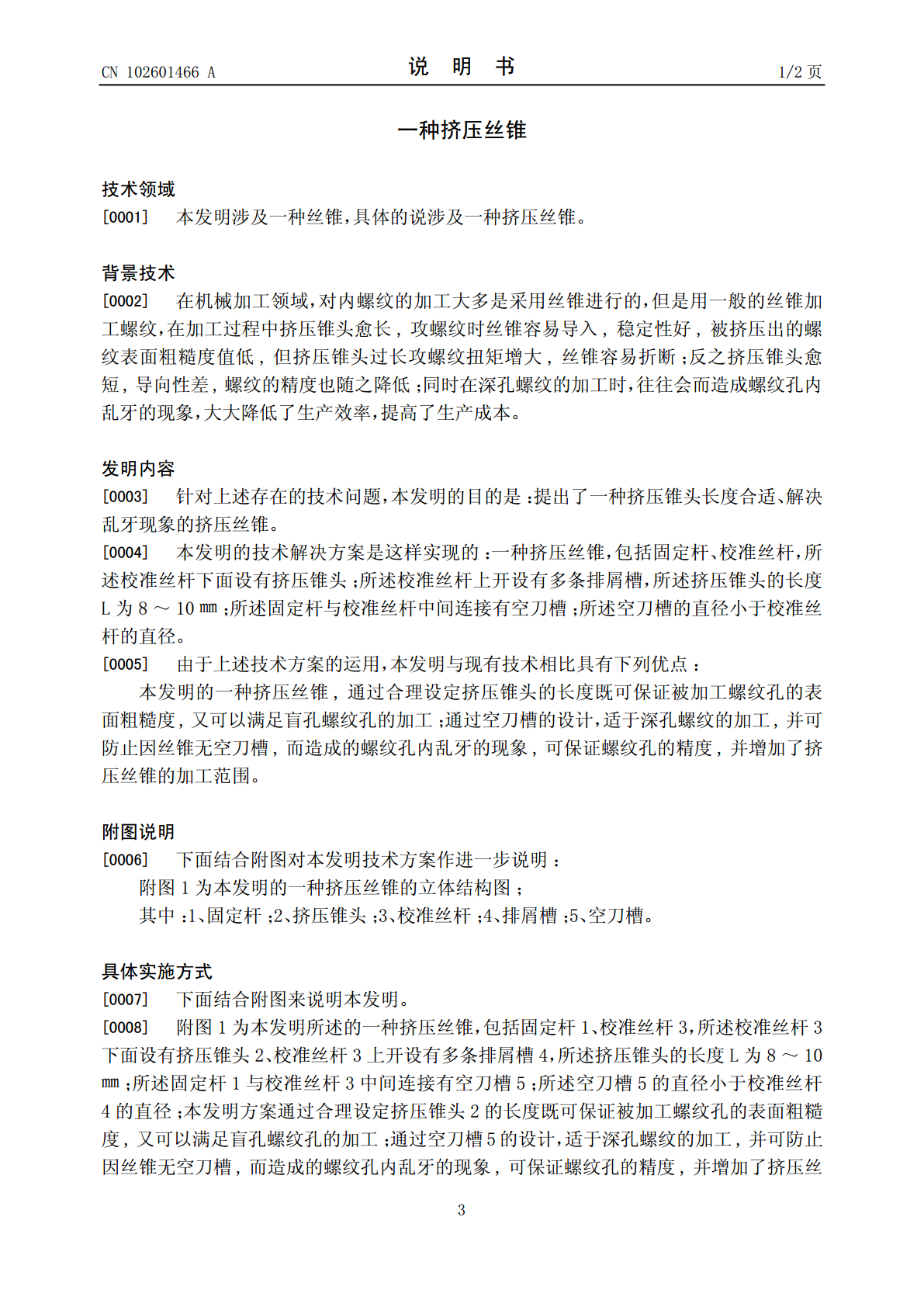
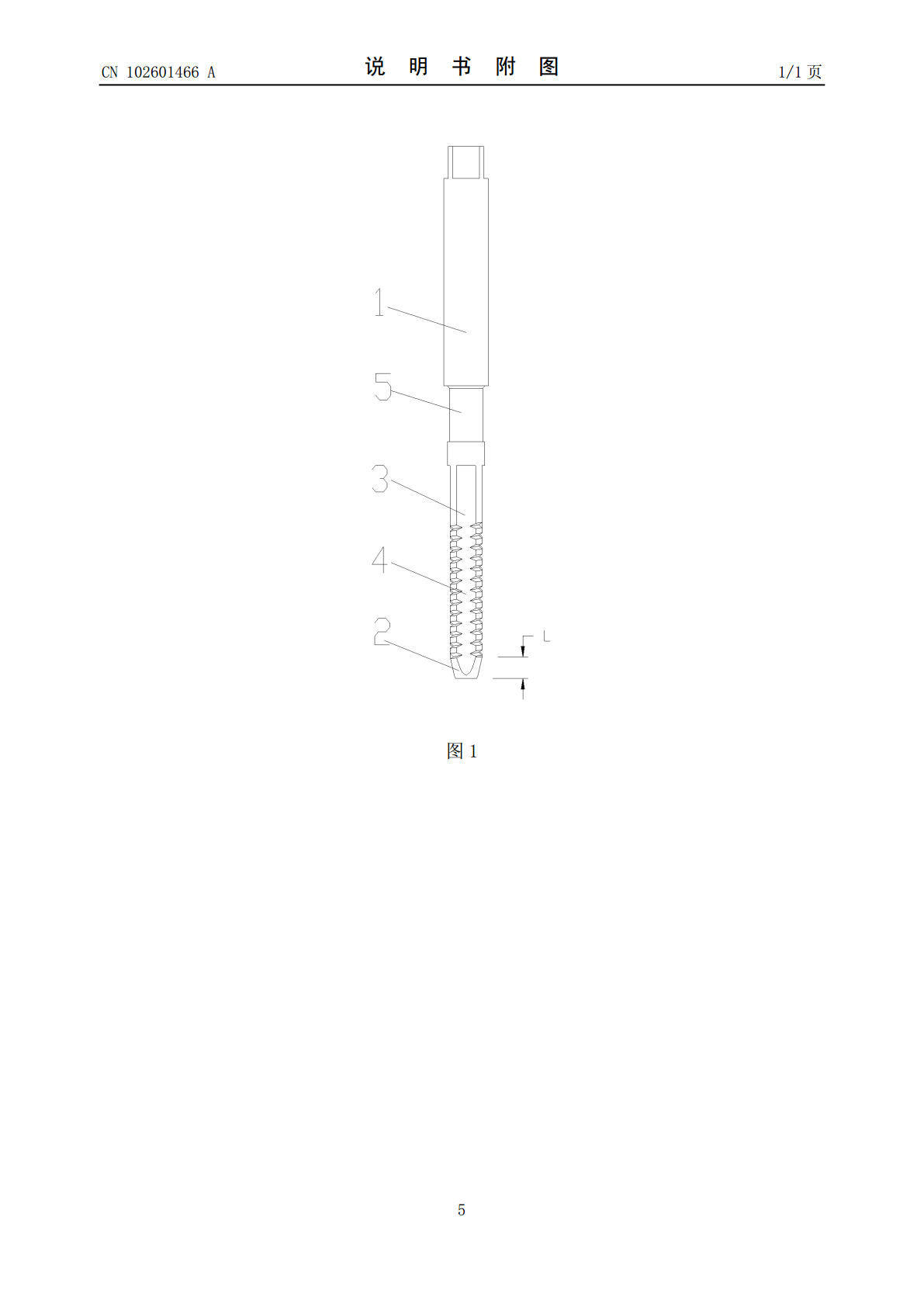
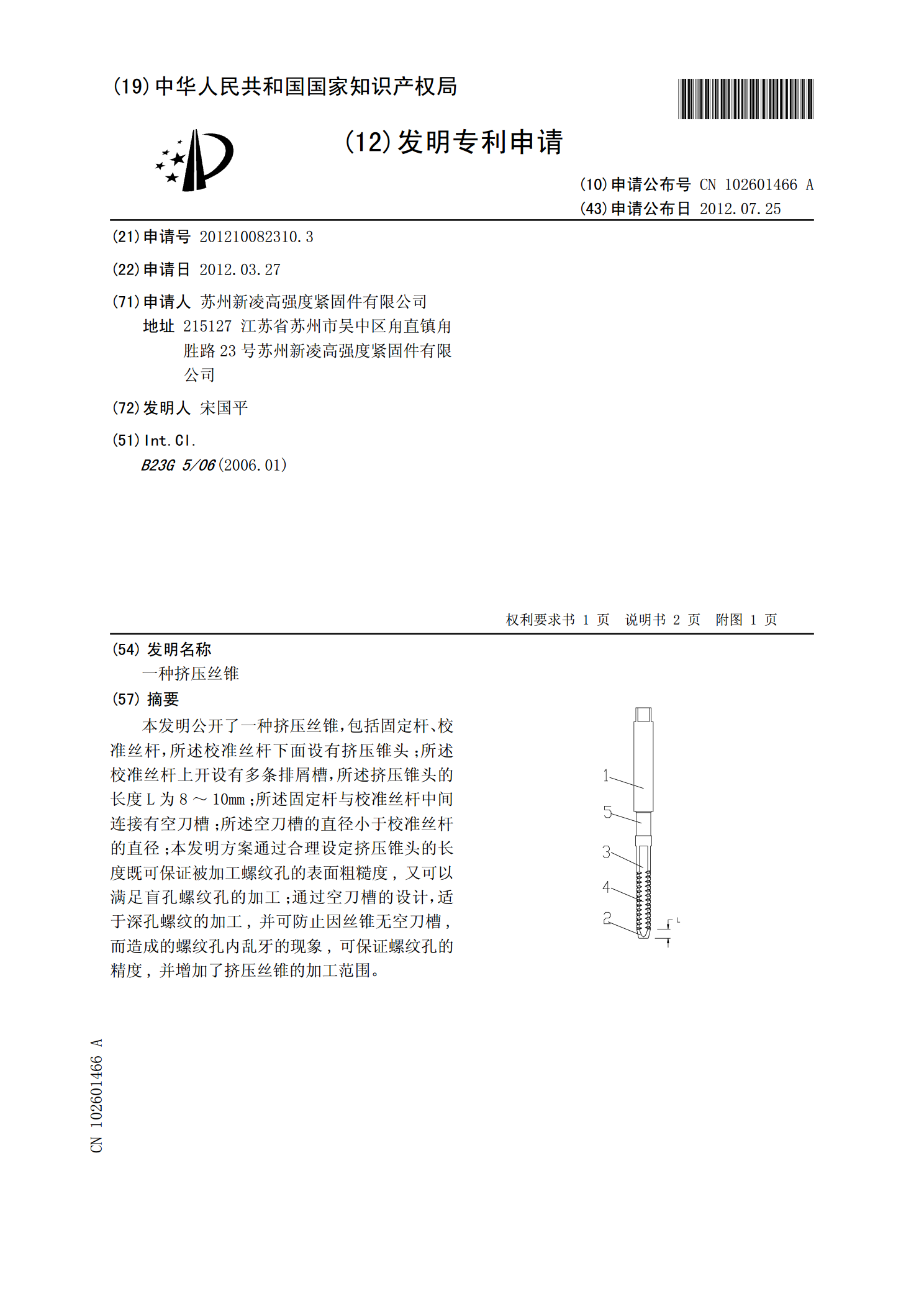
本发明公开了一种挤压丝锥,包括固定杆、校准丝杆,所述校准丝杆下面设有挤压锥头;所述校准丝杆上开设有多条排屑槽,所述挤压锥头的长度L为8~10mm;所述固定杆与校准丝杆中间连接有空刀槽;所述空刀槽的直径小于校准丝杆的直径;本发明方案通过合理设定挤压锥头的长度既可保证被加工螺纹孔的表面粗糙度,又可以满足盲孔螺纹孔的加工;通过空刀槽的设计,适于深孔螺纹的加工,并可防止因丝锥无空刀槽,而造成的螺纹孔内乱牙的现象,可保证螺纹孔的精度,并增加了挤压丝锥的加工范围。
挤压丝锥.pdf
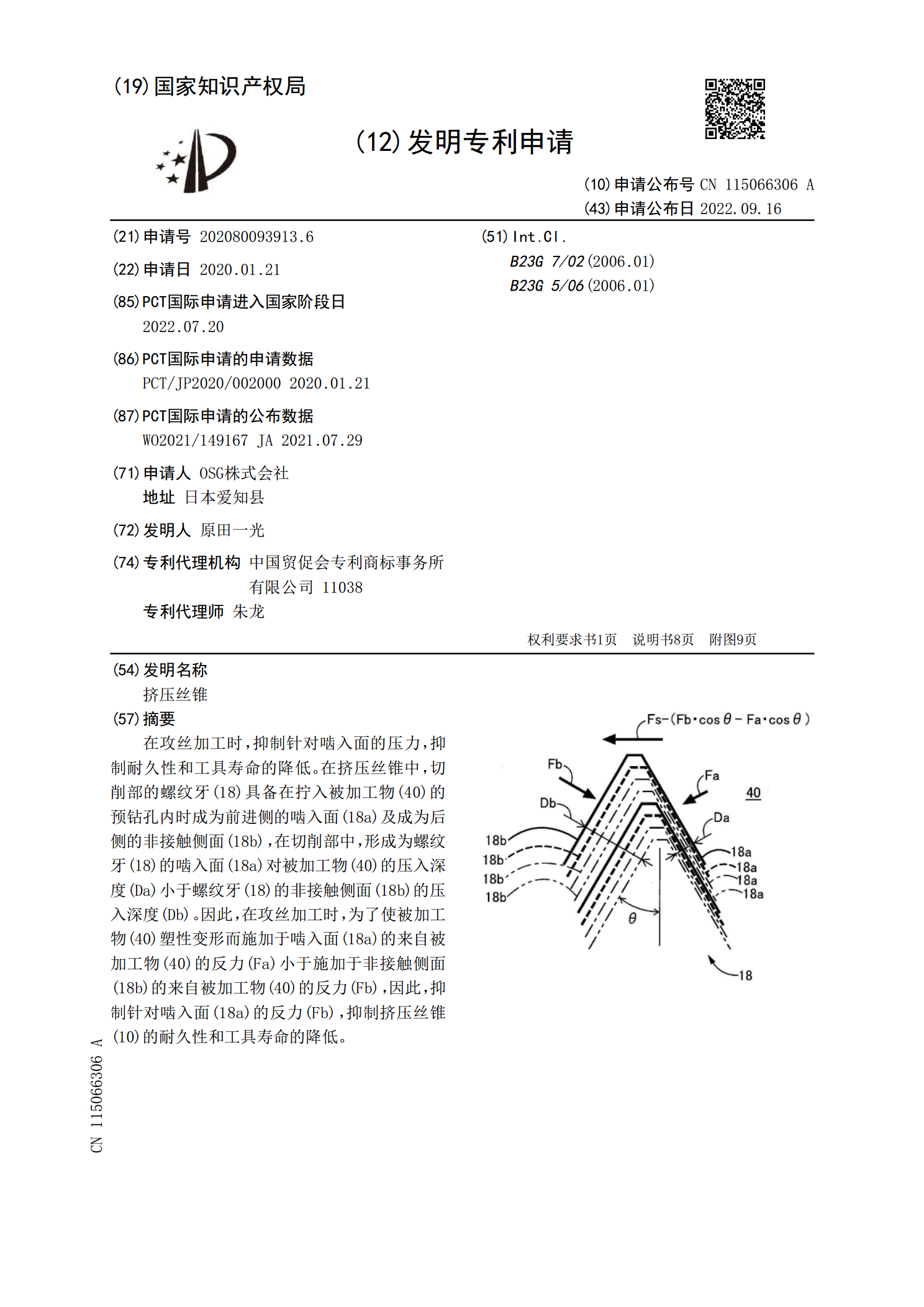
在攻丝加工时,抑制针对啮入面的压力,抑制耐久性和工具寿命的降低。在挤压丝锥中,切削部的螺纹牙(18)具备在拧入被加工物(40)的预钻孔内时成为前进侧的啮入面(18a)及成为后侧的非接触侧面(18b),在切削部中,形成为螺纹牙(18)的啮入面(18a)对被加工物(40)的压入深度(Da)小于螺纹牙(18)的非接触侧面(18b)的压入深度(Db)。因此,在攻丝加工时,为了使被加工物(40)塑性变形而施加于啮入面(18a)的来自被加工物(40)的反力(Fa)小于施加于非接触侧面(18b)的来自被加工物(40)的
一种四棱挤压丝锥.pdf
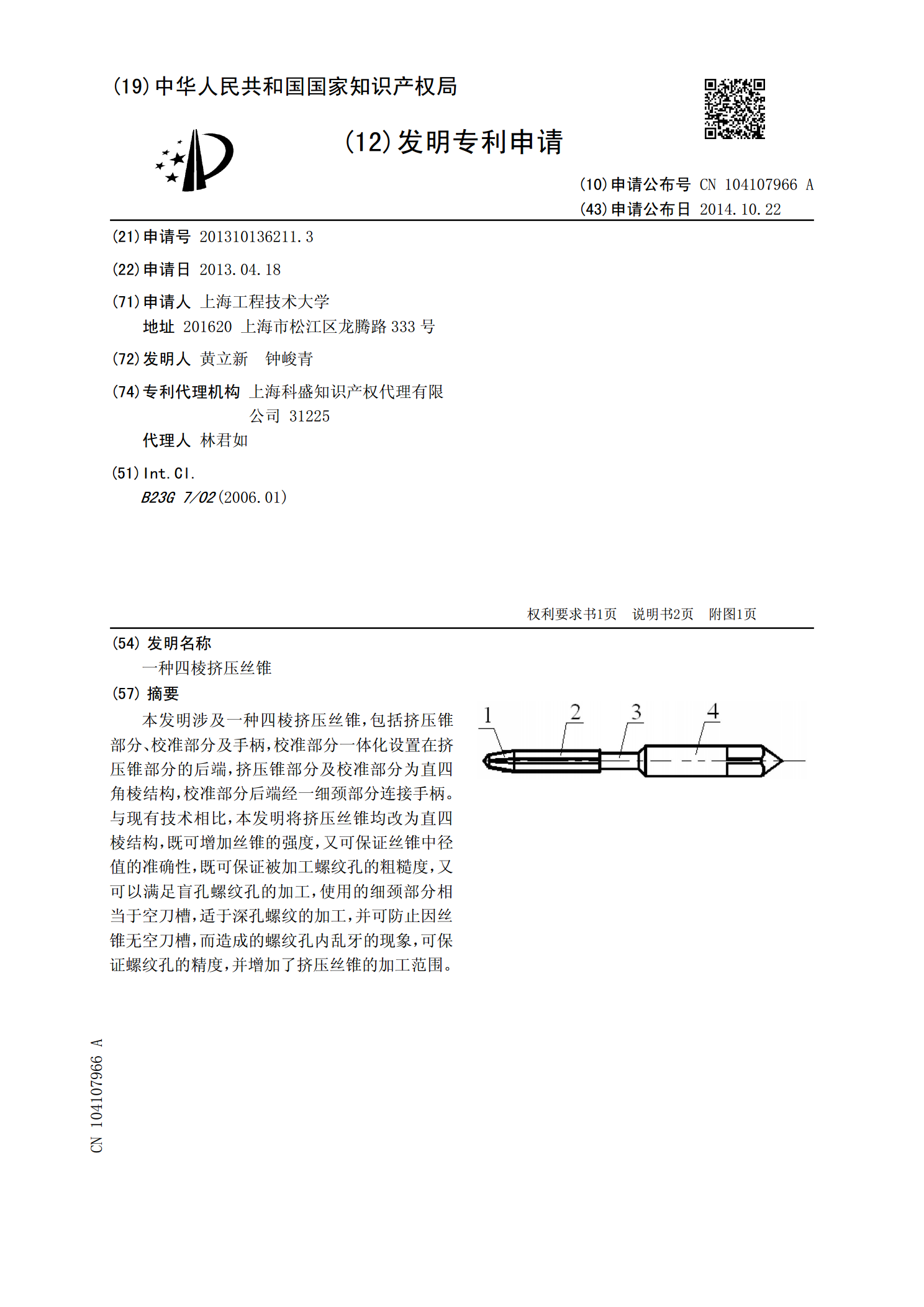
本发明涉及一种四棱挤压丝锥,包括挤压锥部分、校准部分及手柄,校准部分一体化设置在挤压锥部分的后端,挤压锥部分及校准部分为直四角棱结构,校准部分后端经一细颈部分连接手柄。与现有技术相比,本发明将挤压丝锥均改为直四棱结构,既可增加丝锥的强度,又可保证丝锥中径值的准确性,既可保证被加工螺纹孔的粗糙度,又可以满足盲孔螺纹孔的加工,使用的细颈部分相当于空刀槽,适于深孔螺纹的加工,并可防止因丝锥无空刀槽,而造成的螺纹孔内乱牙的现象,可保证螺纹孔的精度,并增加了挤压丝锥的加工范围。

挤压丝锥的应用.docx
挤压丝锥的应用挤压丝锥的应用摘要:挤压丝锥是一种用于金属加工的工具,在不同的工业领域,特别是机械制造、汽车制造、航空航天、电子等领域有着广泛的应用。本文将探讨挤压丝锥的工作原理、主要应用领域,并总结了一些相关的实例。总体而言,挤压丝锥的应用广泛、效果明显,对金属材料的加工和改性起着重要的作用。1.引言挤压是一种常用的金属加工方法,通过外力作用,将金属材料通过模具挤压成所需形状。而挤压丝锥则是这种加工过程中的关键工具,起到制造并维持正压的作用。本文将探讨挤压丝锥的工作原理和主要应用领域,并通过一些实例来说明

挤压丝锥应用.docx
挤压丝锥切削在对不同材质的螺纹加工过程中可以发现,对于材质致密、有较高强度的材料,如钢材的螺纹孔由于其粗糙度,刚性和强度较高,所使用的螺栓可多次旋进旋出,其螺孔也不会损坏;而对于铝合金件上的螺纹孔,其粗糙度和强度则较低,经螺栓反复旋进旋出后,螺孔很容易被损坏,影响了工件的使用。用挤压丝锥加工铝合金上的螺孔可防止铝合金螺孔的损坏。由于铝合金压铸件表面1mm以下容易出现气孔,所以采用钻孔、攻螺纹等常规工艺容易产生断扣,而采用挤压成形工艺加工出的螺纹孔,其强度高。挤压成形是非切削加工,故理论上内孔表面材质预留量