
一种冷装配低截割阻力耐磨镐型截齿生产方法.pdf

努力****采萍


1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷装配低截割阻力耐磨镐型截齿生产方法.pdf
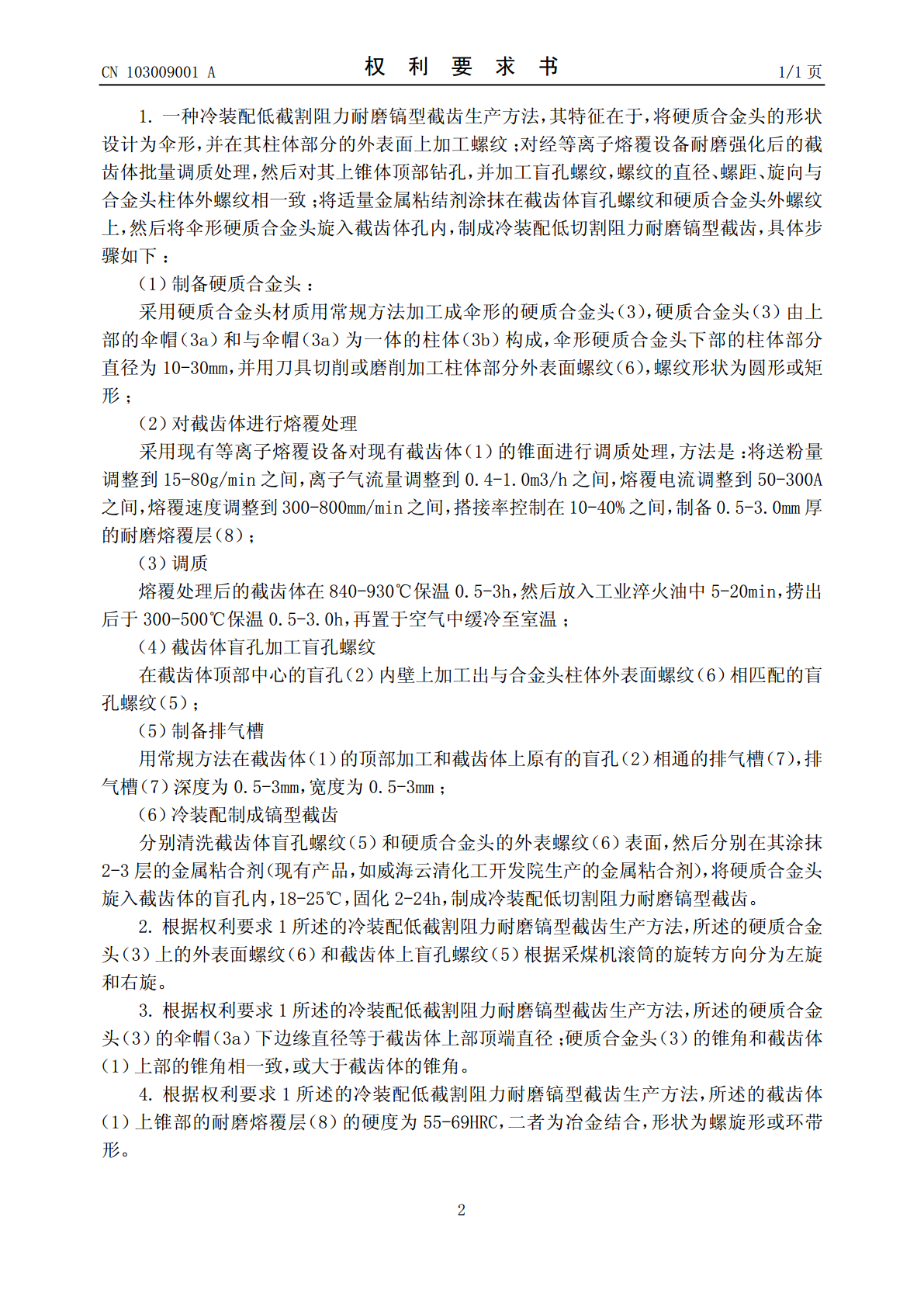
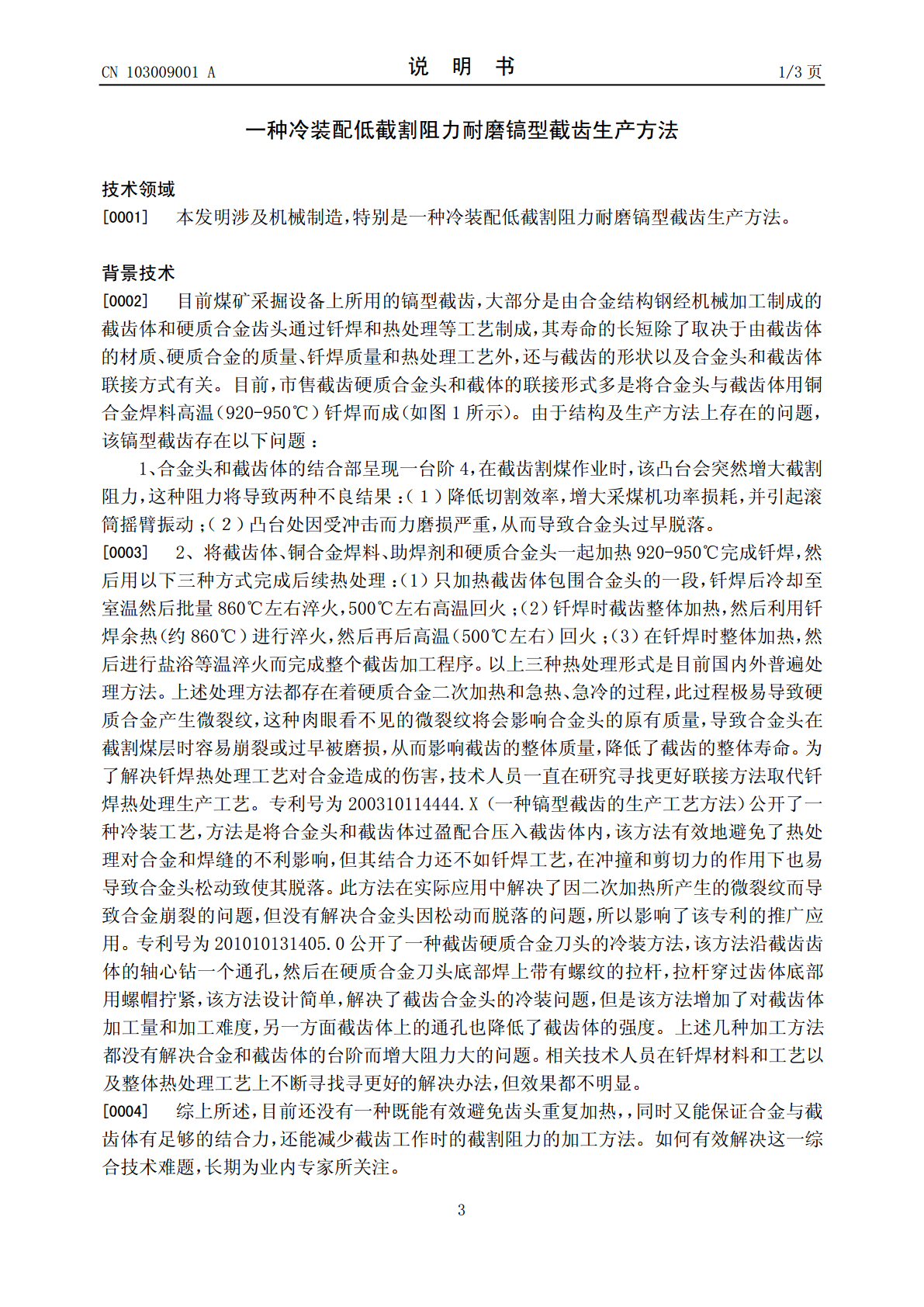
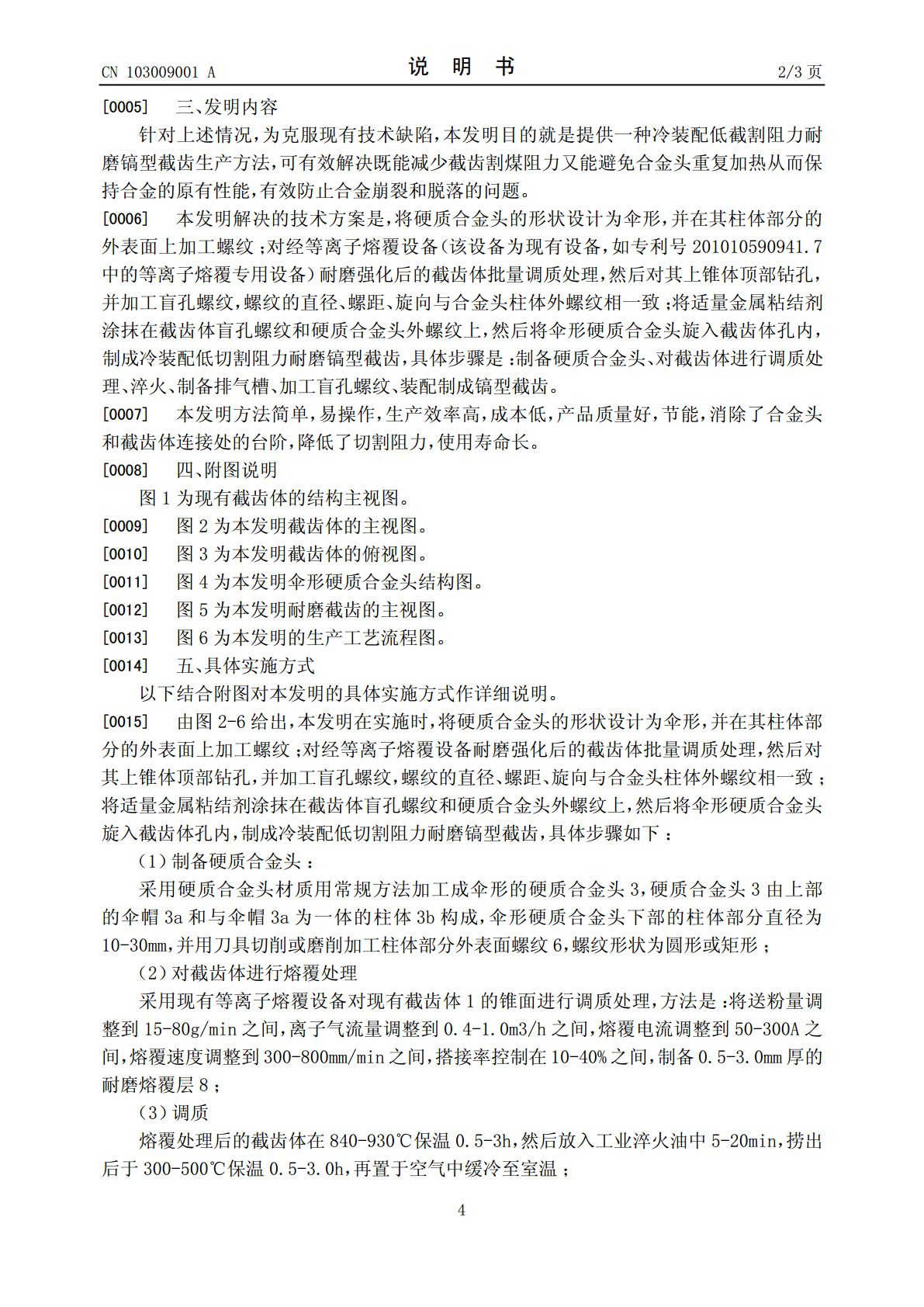
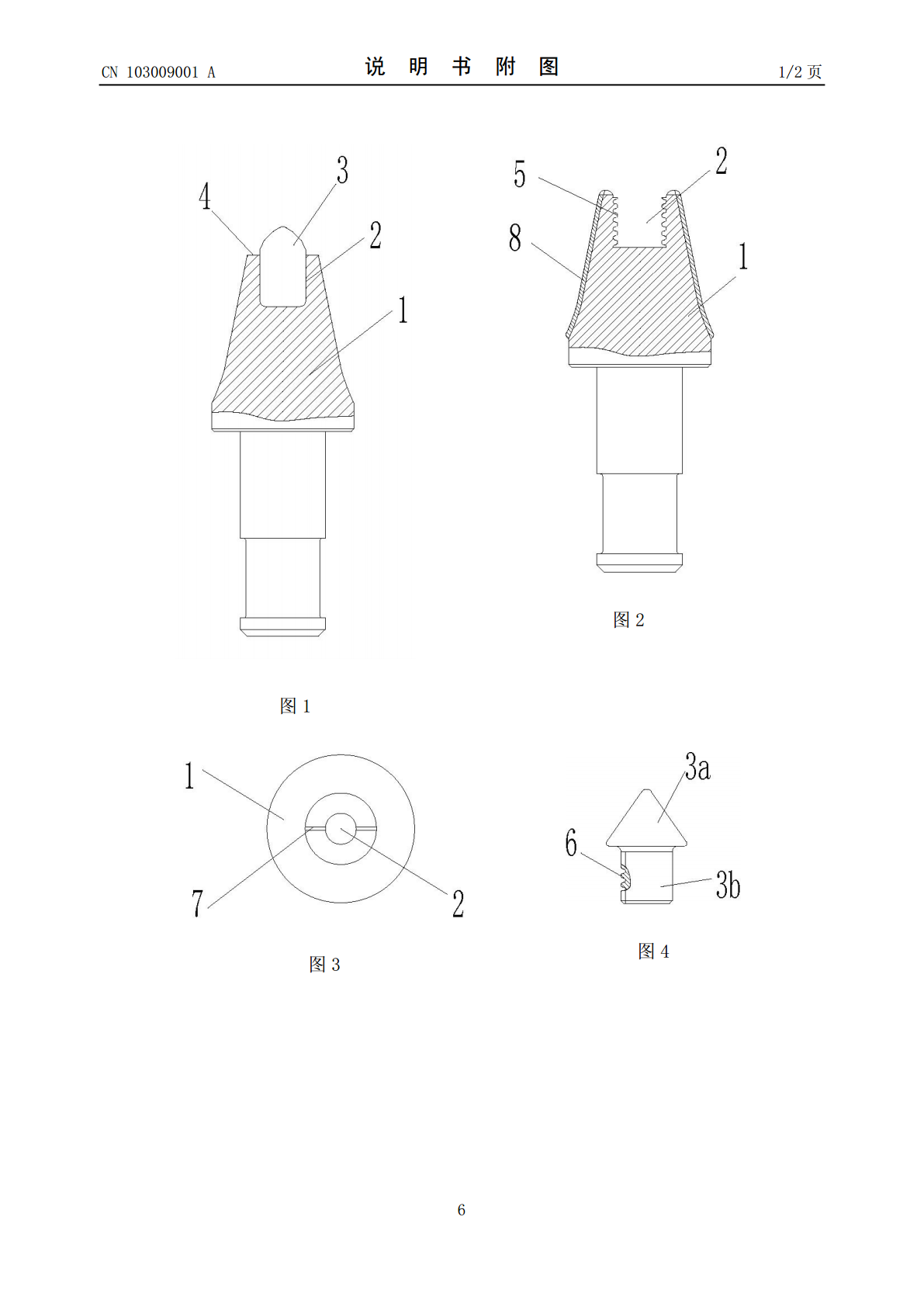
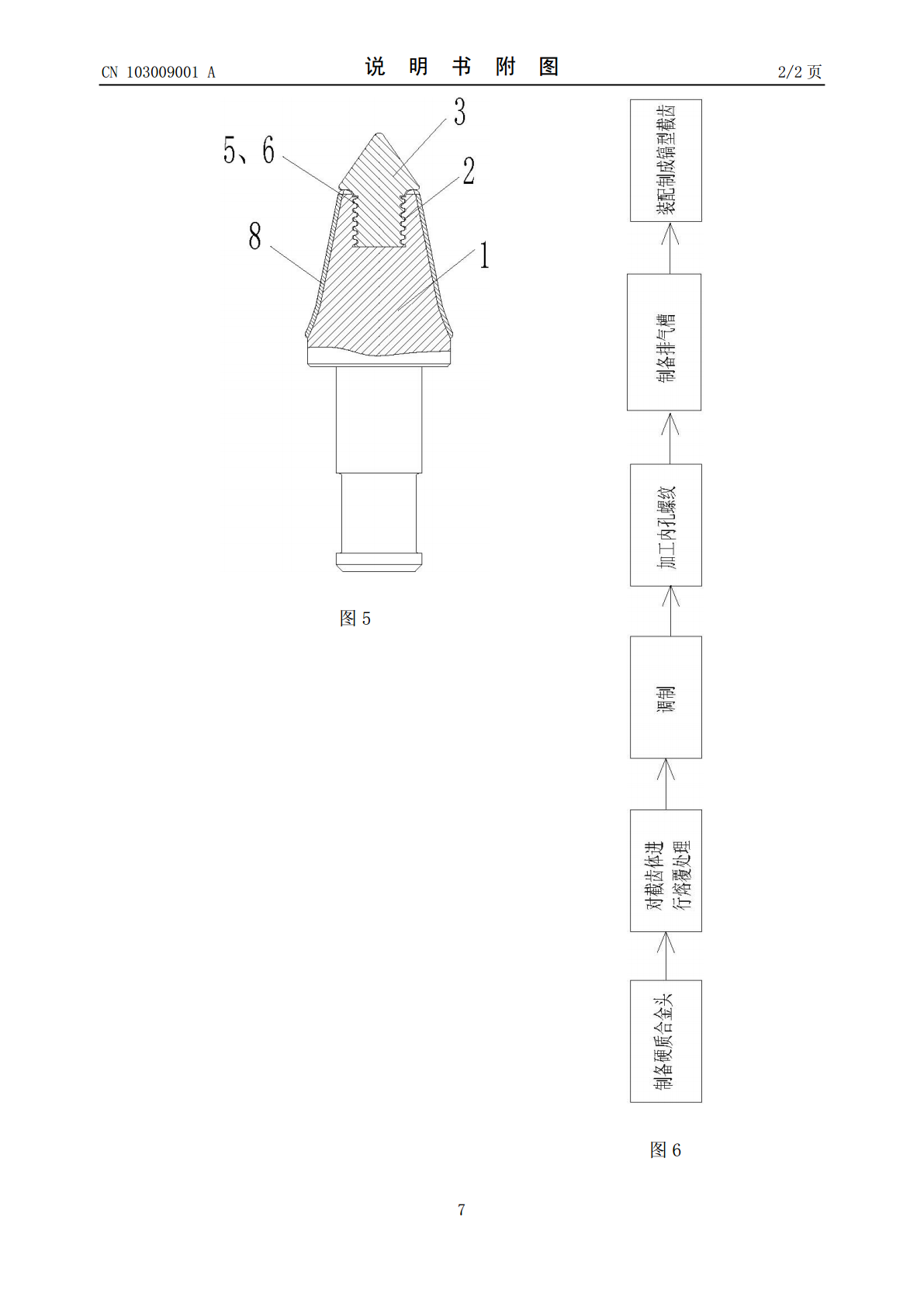
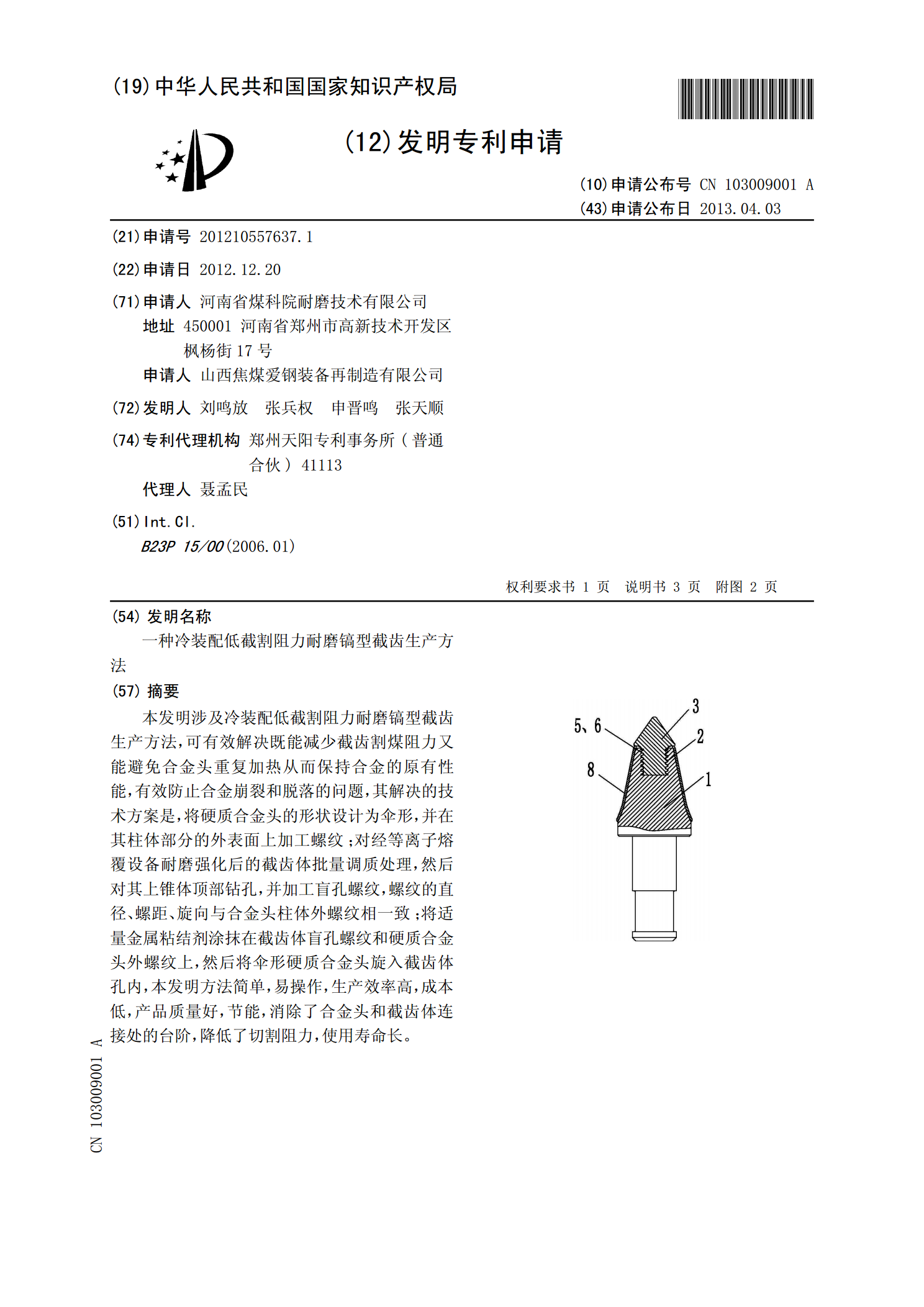
本发明涉及冷装配低截割阻力耐磨镐型截齿生产方法,可有效解决既能减少截齿割煤阻力又能避免合金头重复加热从而保持合金的原有性能,有效防止合金崩裂和脱落的问题,其解决的技术方案是,将硬质合金头的形状设计为伞形,并在其柱体部分的外表面上加工螺纹;对经等离子熔覆设备耐磨强化后的截齿体批量调质处理,然后对其上锥体顶部钻孔,并加工盲孔螺纹,螺纹的直径、螺距、旋向与合金头柱体外螺纹相一致;将适量金属粘结剂涂抹在截齿体盲孔螺纹和硬质合金头外螺纹上,然后将伞形硬质合金头旋入截齿体孔内,本发明方法简单,易操作,生产效率高,成本
镐型截齿最佳截割角仿真分析及工程计算.pptx
汇报人:CONTENTSPARTONEPARTTWO截齿的种类和用途镐型截齿的特点截齿在工程中的应用PARTTHREE截齿的截割过程截割角的定义和计算最佳截割角的确定PARTFOUR仿真分析的方法和工具截齿的受力分析截齿的耐磨性分析截齿的抗冲击性能分析PARTFIVE工程计算的方法和步骤截齿的优化设计优化结果的验证与评估工程实例分析PARTSIX国内外研究现状和发展趋势未来研究方向和挑战技术创新和应用前景汇报人:

镐形截齿与刀型截齿的数值模拟比较研究.docx
镐形截齿与刀型截齿的数值模拟比较研究镐形截齿与刀型截齿的数值模拟比较研究摘要:本文通过数值模拟的方法,对镐形截齿与刀型截齿进行了比较研究。通过对两种截齿结构进行模拟分析,得出了它们在切割效果、切割力等方面的不同特点和优缺点。研究结果表明,镐形截齿在切割硬质岩石时具有优势,而刀型截齿在切割软岩时表现更好。本文的研究结果可为工程应用提供指导和参考。关键词:镐形截齿、刀型截齿、数值模拟、切割效果、切割力引言工程施工中,岩石切割是一个重要的环节。不同类型的截齿结构对于不同种类的岩石具有不同的切割效果和切割力。镐形

镐型截齿深冷工艺的多目标优化模型.docx
镐型截齿深冷工艺的多目标优化模型标题:镐型截齿深冷工艺的多目标优化模型摘要:本文针对镐型截齿深冷工艺过程中的多个优化目标,建立了一种多目标优化模型。首先,对镐型截齿深冷工艺的工作原理进行了简要介绍,明确了其优化的重要性。接着,通过分析深冷工艺中的多个优化目标,包括硬度、残余应力、表面粗糙度和切屑排出效果等指标,提出了一种多目标优化模型,并通过实验验证了该模型的可行性。最后,对优化结果进行了评价,并探讨了进一步改进和应用的可能性。关键词:镐型截齿深冷、多目标优化、硬度、残余应力、表面粗糙度、切屑排出效果1.

镐形截齿耐磨堆焊试验报告.doc
镐形截齿耐磨堆焊试验报告摘要:目前我国煤炭生产主要采用采煤机,刨煤机,掘进机等进行开采。镐形截齿是采煤机的易损件,是更换量最大的零件。在煤炭生产的过程中,大量的镐形截齿消耗不仅增加吨煤成本、影响煤碳生产的经济效益,而且还会因为更换截齿的时间增加而降低生产效率。镐形截齿耐的性能如何将直接影响采煤产量、吨煤成本及采煤工人的劳动强度。研制高耐磨截齿一直是广大科技工作者的迫切任务。关键词:镐形截齿;耐磨镐形截齿耐;耐磨截齿镐形截齿堆焊层以其良好的综合抗磨损性能,保护截齿头免遭强烈的磨损而过早失效,在机械化综合采煤