
硬脆材料零件的约束磨粒流超精密加工装置.pdf

贤惠****66

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硬脆材料零件的约束磨粒流超精密加工装置.pdf
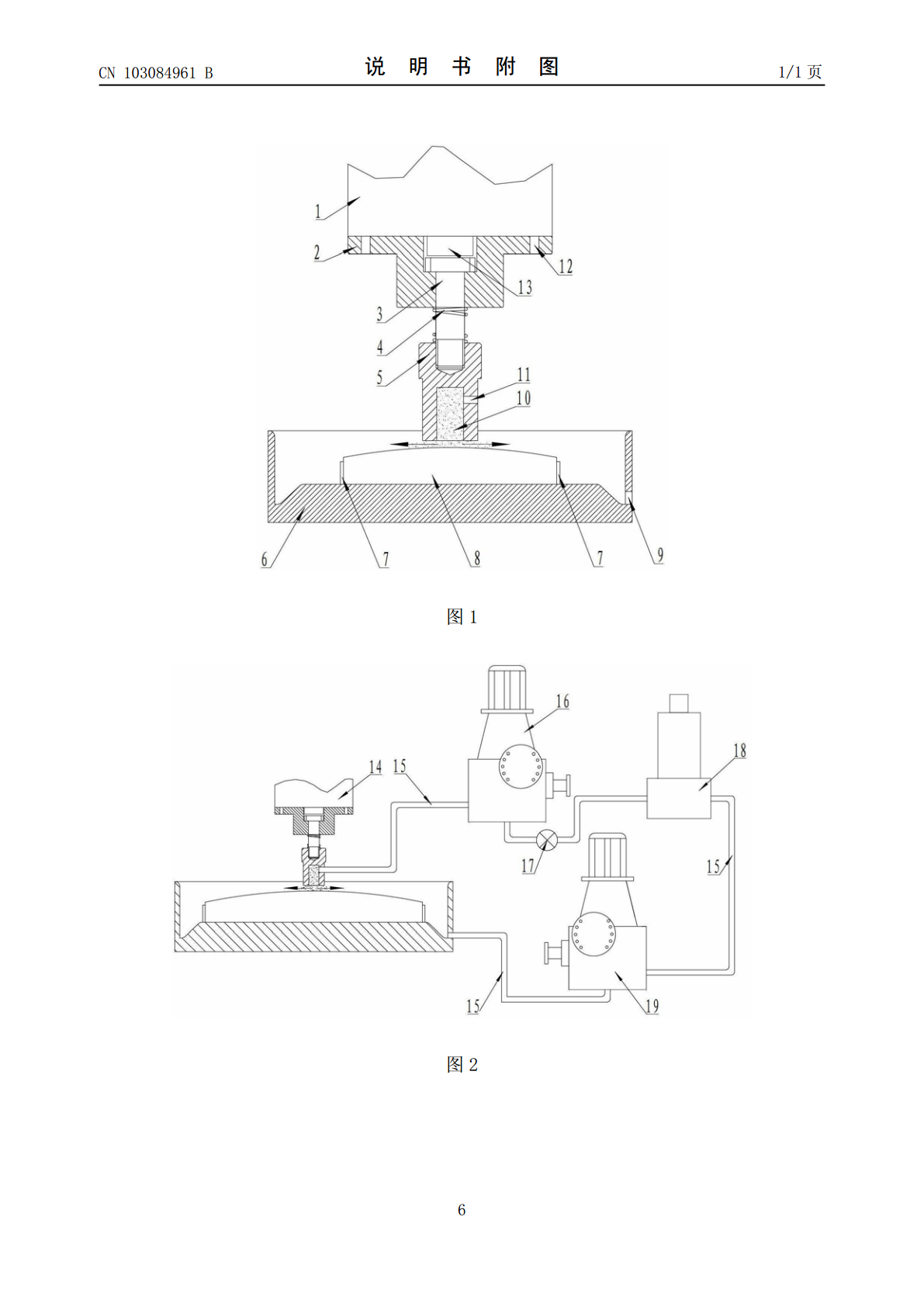
一种硬脆材料零件的约束磨粒流超精密加工装置,紧定螺钉套装在固定座中心孔内,弹簧套装在紧定螺钉外,紧定螺钉另一端与抛光工具头连接并压紧弹簧,固定座与执行机构固定,固定座中心孔上方有沉孔,沉孔内安装力传感器,紧定螺钉顶端与力传感器之间安装橡胶圈,工件固定在回收底座上;抛光工具头呈圆柱型,抛光工具头上端面中心有螺纹孔,抛光工具头从下端面打盲孔形成磨粒流容腔,抛光工具头侧面有磨料进料孔,磨料进料孔与磨粒流容腔相通,回收底座中心为安装工件的凸台,凸台四周有磨粒流回收槽,回收槽外围有一圈磨粒流挡板,磨粒流挡板高于工件

硬脆材料复杂曲面零件的约束磨粒流抛光加工装置.pdf
一种硬脆材料复杂曲面零件的约束磨粒流抛光加工装置,加工装置包括抛光工具头、弹簧、紧定螺钉、固定座、回收底座和抛光机器人,抛光工具头为对磨粒磨损不敏感的弹性材料制成的工具头,紧定螺钉套装在固定座中心孔内,弹簧套装在紧定螺钉外,紧定螺钉另一端与抛光工具头连接并压紧弹簧,工件固定在回收底座上,固定座与抛光机器人末端固定,固定座中心孔上方有沉孔,紧定螺钉顶端与抛光机器人末端之间有空隙;回收底座中心为安装工件的凸台,凸台四周有磨粒流回收槽,回收槽外围有一圈磨粒流挡板,磨粒流挡板高于工件上表面,回收槽内有磨粒流回收出
一种约束磨粒流的超精密加工装置.pdf
一种约束磨粒流的超精密加工装置,包括抛光工具头、供料装置、回收底座和运动执行机构,抛光工具头中,护套套装在喷嘴的安装台阶上,喷嘴与抛光头管座固定连接,弹簧套装在喷嘴上并压紧护套,护套和喷嘴配合面上开有密封槽,护套为由对磨粒磨损不敏感的弹性材料制成的护套,喷嘴中心打通孔,抛光头管座内设有供磨粒流流入的通道,抛光头管座固定在安装板上,激光位移传感器固定在抛光头管座的一侧,安装板与运动执行机构连接;回收底座中心为安装工件的凸台,凸台四周有磨粒流回收槽,回收槽外围有一圈磨粒流挡板,磨粒流挡板高于工件上表面,回收槽

硬脆材料的约束磨粒流抛光工具头.pdf
一种硬脆材料的约束磨粒流抛光工具头,包括抛光头、弹簧、紧定螺钉、固定座、回收底座和执行机构,紧定螺钉套装在固定座中心孔内,弹簧套装在紧定螺钉外,紧定螺钉另一端与抛光头连接并压紧弹簧,工件固定在回收底座上,固定座与执行机构固定,固定座中心孔上方有沉孔,紧定螺钉顶端与执行机构之间有空隙,抛光头通过执行机构带动初始状态时下端面被压在工件的表面上;抛光头呈圆柱型,其上端面中心有螺纹孔,抛光头从下端面打盲孔形成磨粒流容腔,抛光头侧面有磨料进料孔,磨料进料孔与磨粒流容腔相通。本发明工件表层的抛光精度和材料去除率高、加

硬脆材料的磨粒加工仿真技术.docx
硬脆材料的磨粒加工仿真技术硬脆材料的磨粒加工仿真技术硬脆材料具有硬度高、耐磨性强、化学稳定性好等优良特性,在工业制造中被广泛应用。磨粒加工技术是硬脆材料切削加工的主要手段之一。然而,在高精度、高效率的加工过程中,磨粒加工过程中的复杂动态磨削机理难以通过传统试验研究,因此磨粒加工的仿真技术越来越重要。本文将从磨粒加工的原理、优缺点、磨削过程动力学分析以及常用的仿真技术入手,综述硬脆材料磨粒加工仿真技术的发展及其应用前景。一、磨粒加工原理及优缺点磨粒加工是在磨粒作为磨削介质的作用下对硬脆材料进行切削加工的一种