
一种直槽平底涂层盲孔单槽钻头.pdf

绮兰****文章


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种直槽平底涂层盲孔单槽钻头.pdf
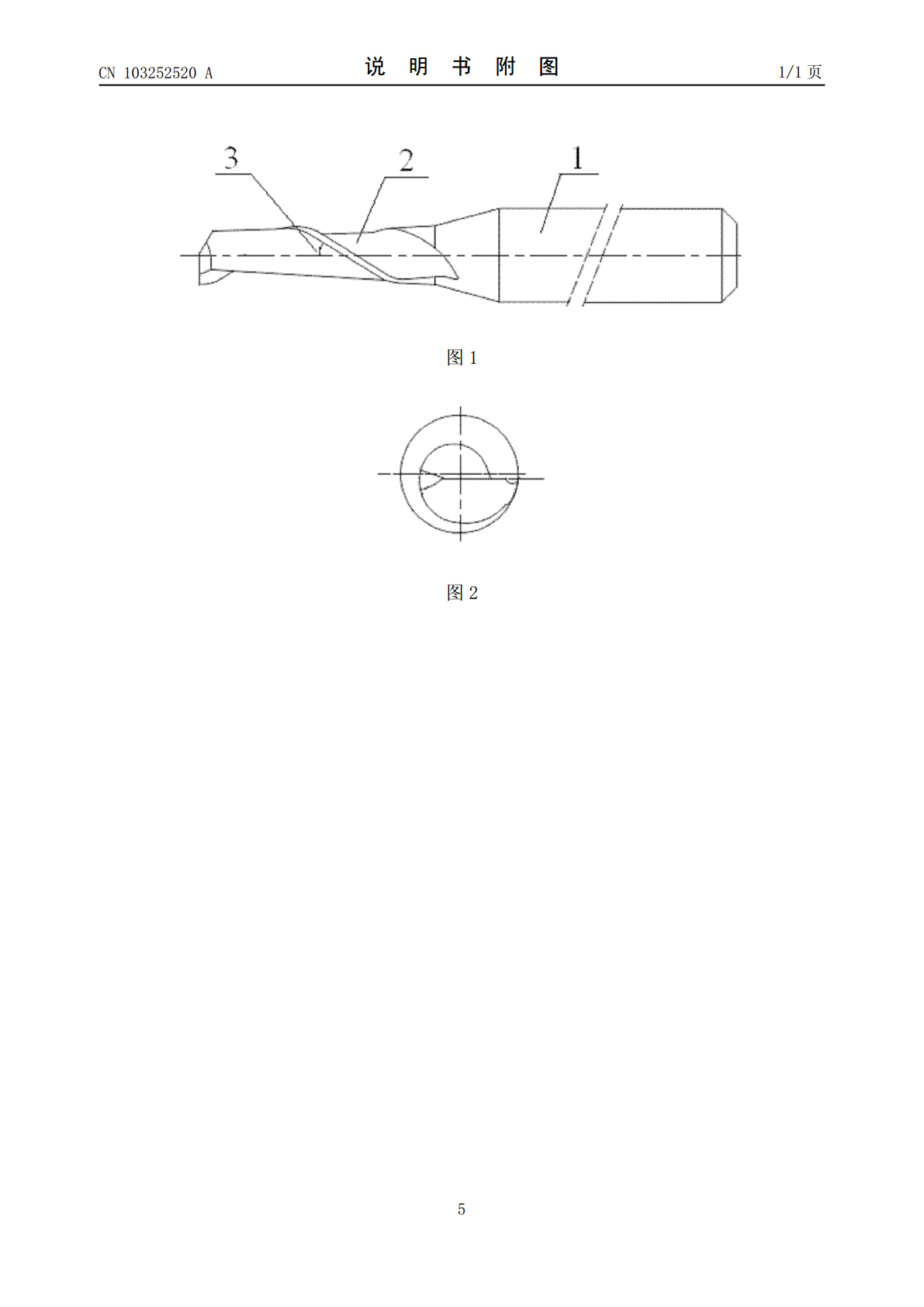
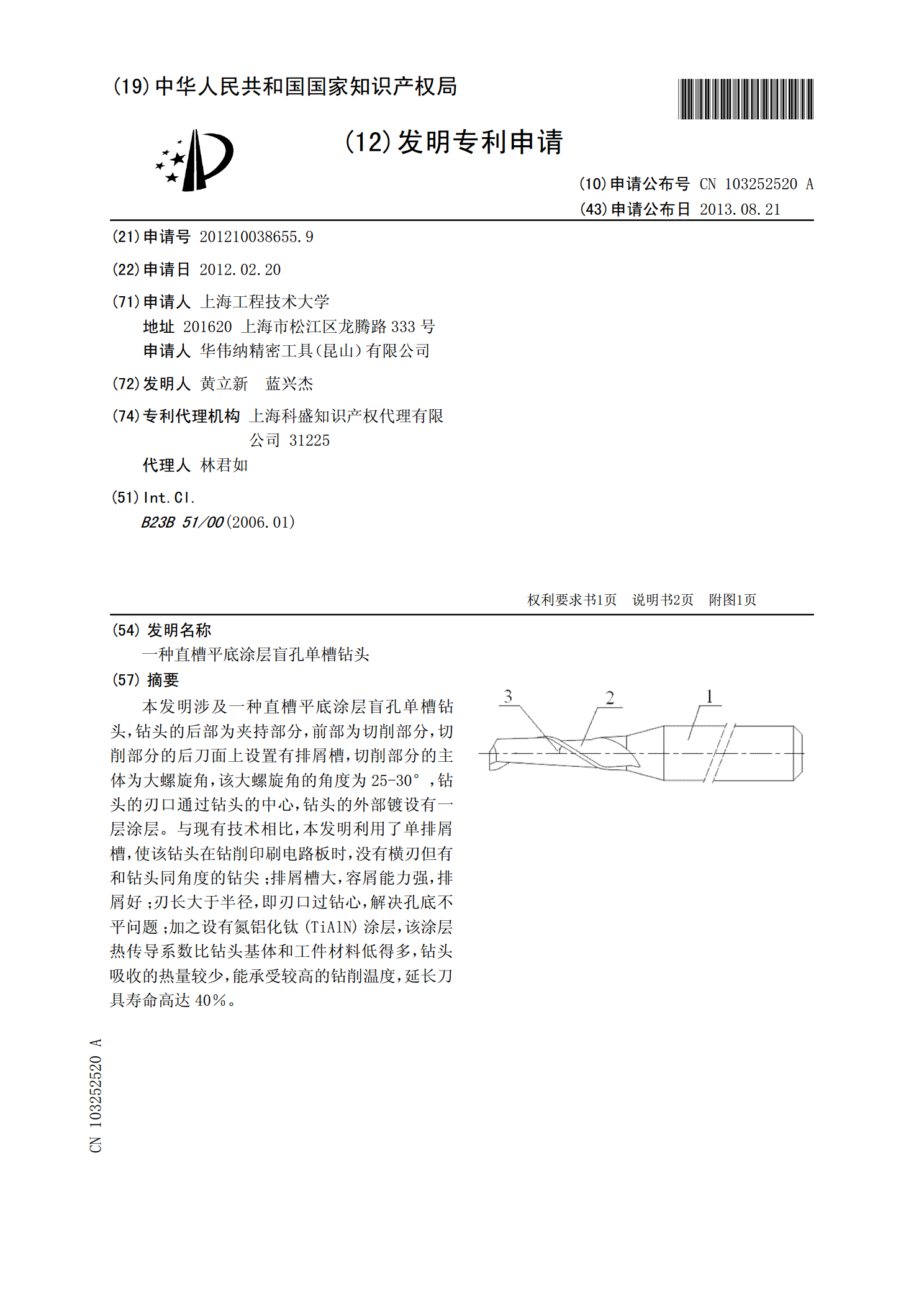
本发明涉及一种直槽平底涂层盲孔单槽钻头,钻头的后部为夹持部分,前部为切削部分,切削部分的后刀面上设置有排屑槽,切削部分的主体为大螺旋角,该大螺旋角的角度为25-30°,钻头的刃口通过钻头的中心,钻头的外部镀设有一层涂层。与现有技术相比,本发明利用了单排屑槽,使该钻头在钻削印刷电路板时,没有横刃但有和钻头同角度的钻尖;排屑槽大,容屑能力强,排屑好;刃长大于半径,即刃口过钻心,解决孔底不平问题;加之设有氮铝化钛(TiAlN)涂层,该涂层热传导系数比钻头基体和工件材料低得多,钻头吸收的热量较少,能承受较高的钻削

一种用于平底盲孔的自导向平底锪钻.pdf
一种用于平底盲孔的自导向平底锪钻,刀柄(1)和端刃(3),其特征在于,还有多个导向部(2),多个导向部(2)多个螺旋状的柱体组成,在导向部(2)上有螺旋状的容屑槽(21),两条相邻的容屑槽(21)间形成螺旋状背脊(22),导向部(2)外圆周上不留刃带,导向部(2)的外圆周都为与盲孔等直径的圆柱面的一部分;本发明能用于钻床上加工大直径平底盲孔,可以避免刀具的晃动。

一种大孔径盲孔开孔钻头.pdf
本发明涉及一种钻头,更具体的说是一种大孔径盲孔开孔钻头,包括外钻具、支撑套、避震器、多个支杆、多个推拉连杆和多个内切削刀具,所述支撑套固定连接在外钻具内,所述避震器固定连接在支撑套内部的右端,多个支杆分别均铰接连接在支撑套上,所述支杆的一端位于支撑套的内部,所述支杆的另一端与推拉连杆的一端铰接,所述推拉连杆的另一端铰接连接在内切削刀具右端面的外端,多个内切削刀具均铰接连接在支撑套上,所述外钻具、支撑套和避震器同轴设置。本发明可以快速进行大孔径加工,无需通过多个钻头多次扩孔,提高了工作效率;可以在达到预定孔
一种工件盲孔的扩孔钻头.pdf
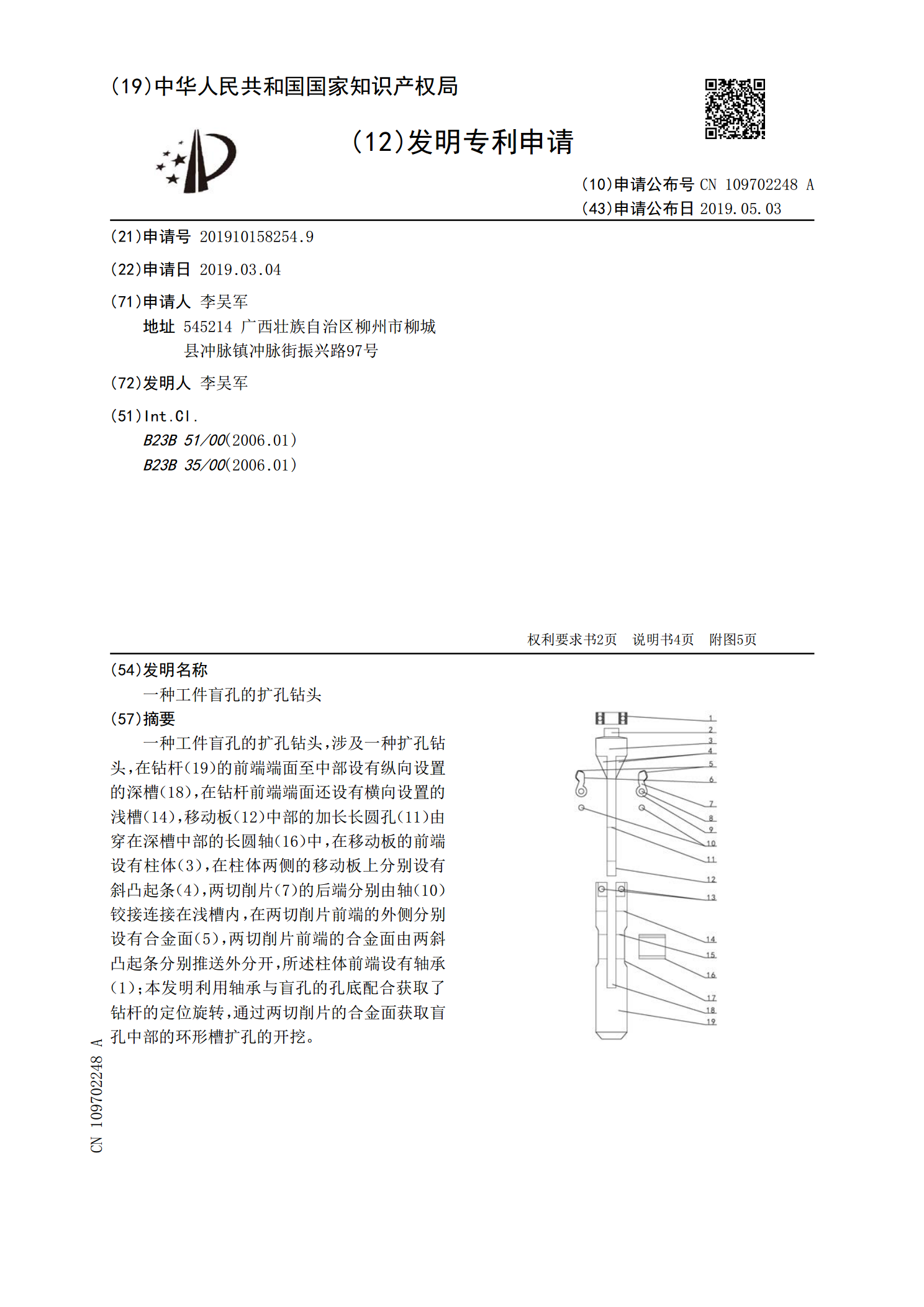
一种工件盲孔的扩孔钻头,涉及一种扩孔钻头,在钻杆(19)的前端端面至中部设有纵向设置的深槽(18),在钻杆前端端面还设有横向设置的浅槽(14),移动板(12)中部的加长长圆孔(11)由穿在深槽中部的长圆轴(16)中,在移动板的前端设有柱体(3),在柱体两侧的移动板上分别设有斜凸起条(4),两切削片(7)的后端分别由轴(10)铰接连接在浅槽内,在两切削片前端的外侧分别设有合金面(5),两切削片前端的合金面由两斜凸起条分别推送外分开,所述柱体前端设有轴承(1);本发明利用轴承与盲孔的孔底配合获取了钻杆的定位旋

用于更换深孔钻孔的直槽钻头的装置.pdf
一种用于更换深孔钻孔的直槽钻头(2)的装置(1),所述装置包括用于移动多个单个钻头支撑滑动器(8)的存储仓(4),所述存储仓具有能移动的臂(28),所述臂用于从存储仓(4)装载/卸载滑动器(8)中的一个。而且,所述臂(28)能够将滑动器(8)中的一个放置在相邻的多功能机器(3)的头部(18)处,所述头部(18)具有用于滑动器(8)中的一个的耦接/释放器件。