
评估盲铆钉安装的方法、安装盲铆钉的方法和系统、获得模型的方法和系统以及飞机.pdf

含秀****66

1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
评估盲铆钉安装的方法、安装盲铆钉的方法和系统、获得模型的方法和系统以及飞机.pdf
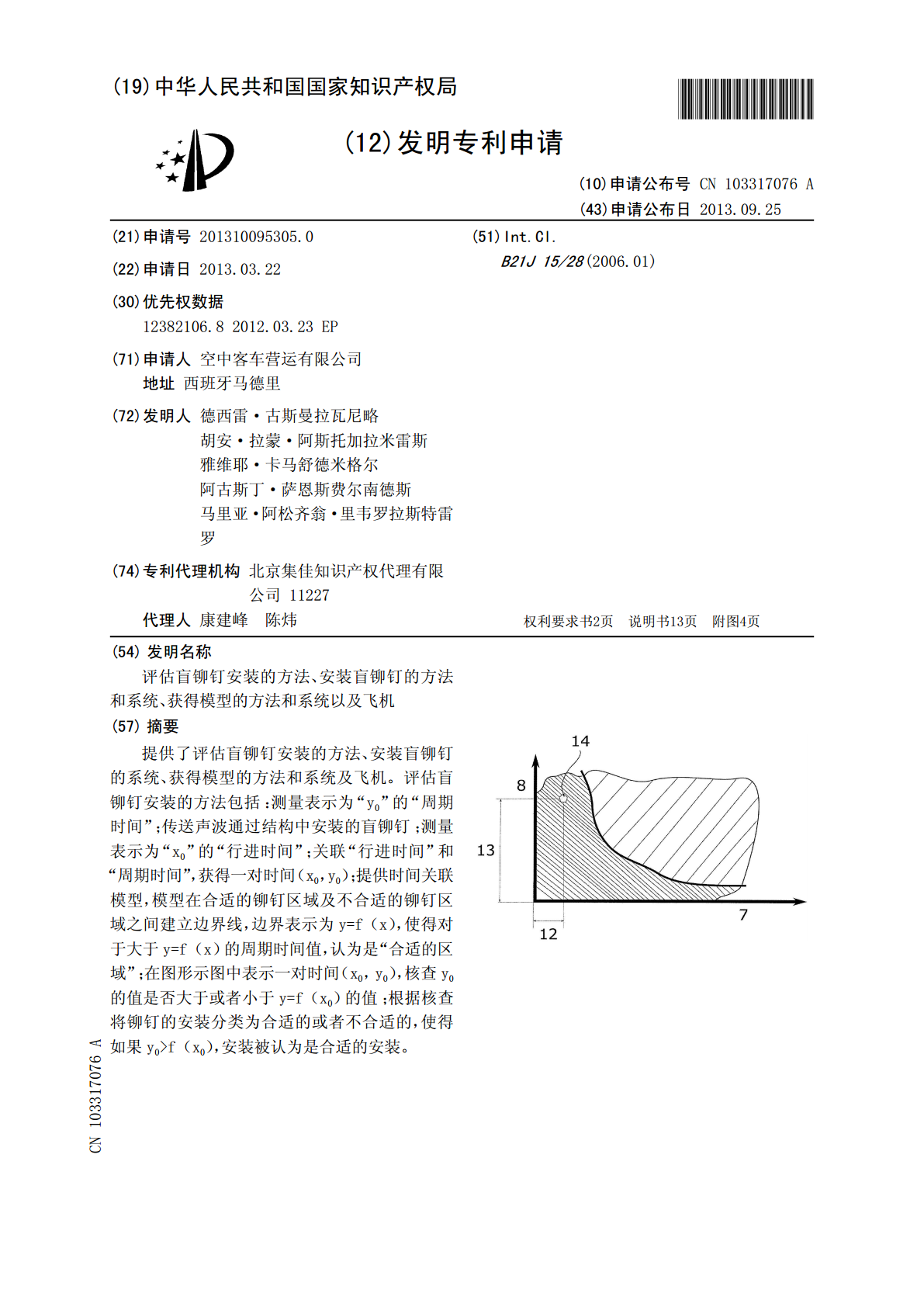
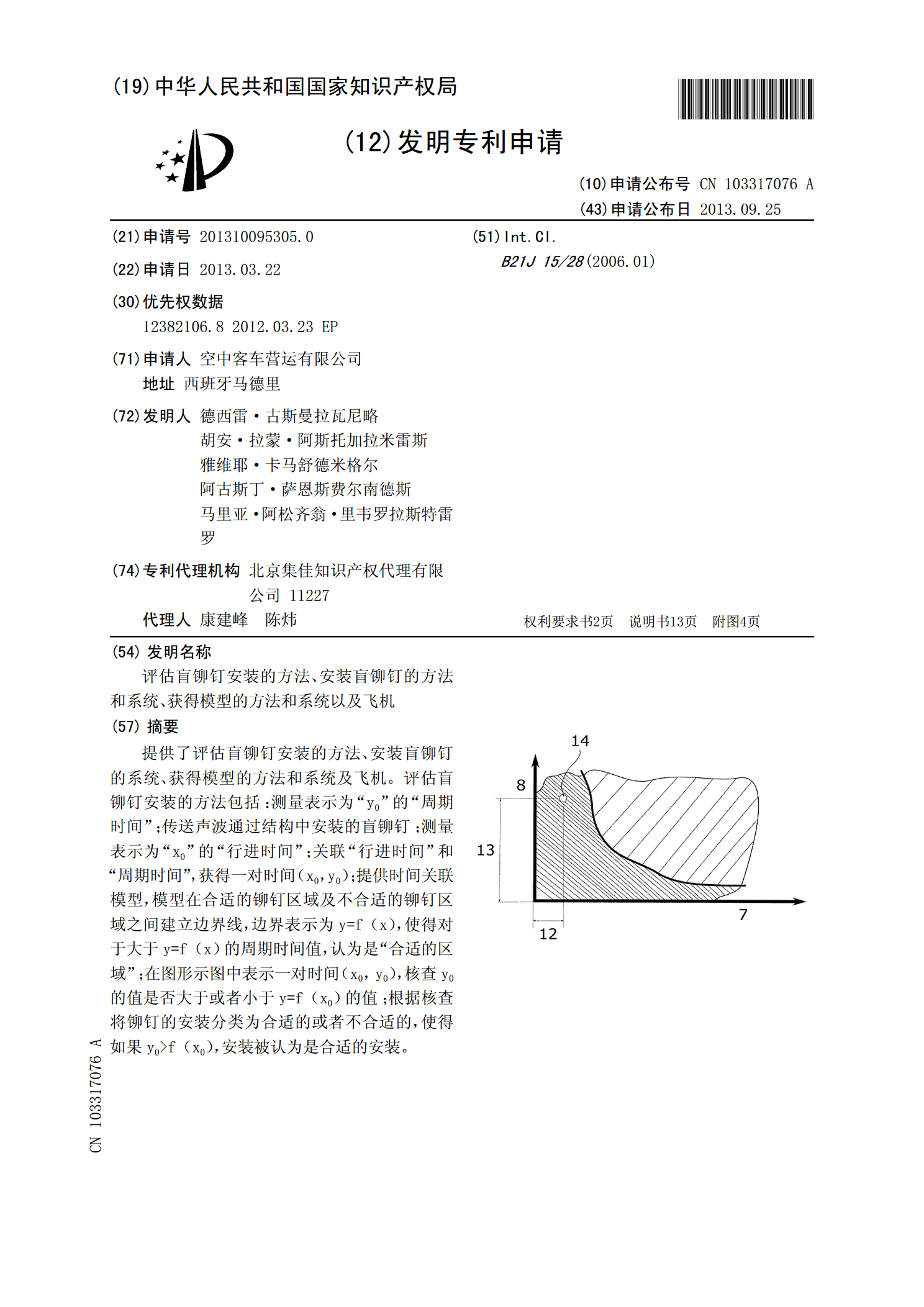
提供了评估盲铆钉安装的方法、安装盲铆钉的系统、获得模型的方法和系统及飞机。评估盲铆钉安装的方法包括:测量表示为“y0”的“周期时间”;传送声波通过结构中安装的盲铆钉;测量表示为“x0”的“行进时间”;关联“行进时间”和“周期时间”,获得一对时间(x0,y0);提供时间关联模型,模型在合适的铆钉区域及不合适的铆钉区域之间建立边界线,边界表示为y=f(x),使得对于大于y=f(x)的周期时间值,认为是“合适的区域”;在图形示图中表示一对时间(x0,y0),核查y0的值是否大于或者小于y=f(x0)的值;根据核
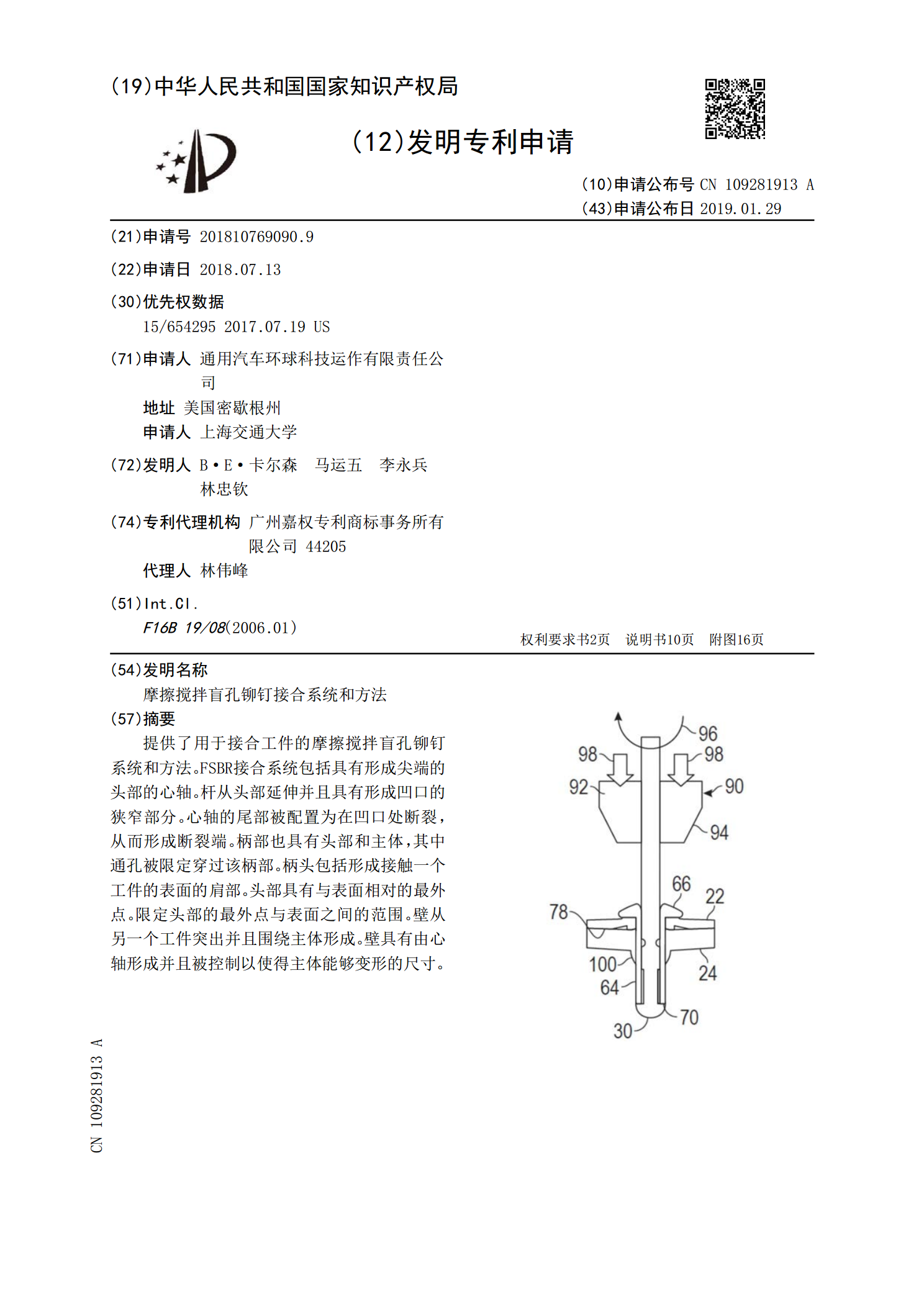
摩擦搅拌盲孔铆钉接合系统和方法.pdf
提供了用于接合工件的摩擦搅拌盲孔铆钉系统和方法。FSBR接合系统包括具有形成尖端的头部的心轴。杆从头部延伸并且具有形成凹口的狭窄部分。心轴的尾部被配置为在凹口处断裂,从而形成断裂端。柄部也具有头部和主体,其中通孔被限定穿过该柄部。柄头包括形成接触一个工件的表面的肩部。头部具有与表面相对的最外点。限定头部的最外点与表面之间的范围。壁从另一个工件突出并且围绕主体形成。壁具有由心轴形成并且被控制以使得主体能够变形的尺寸。
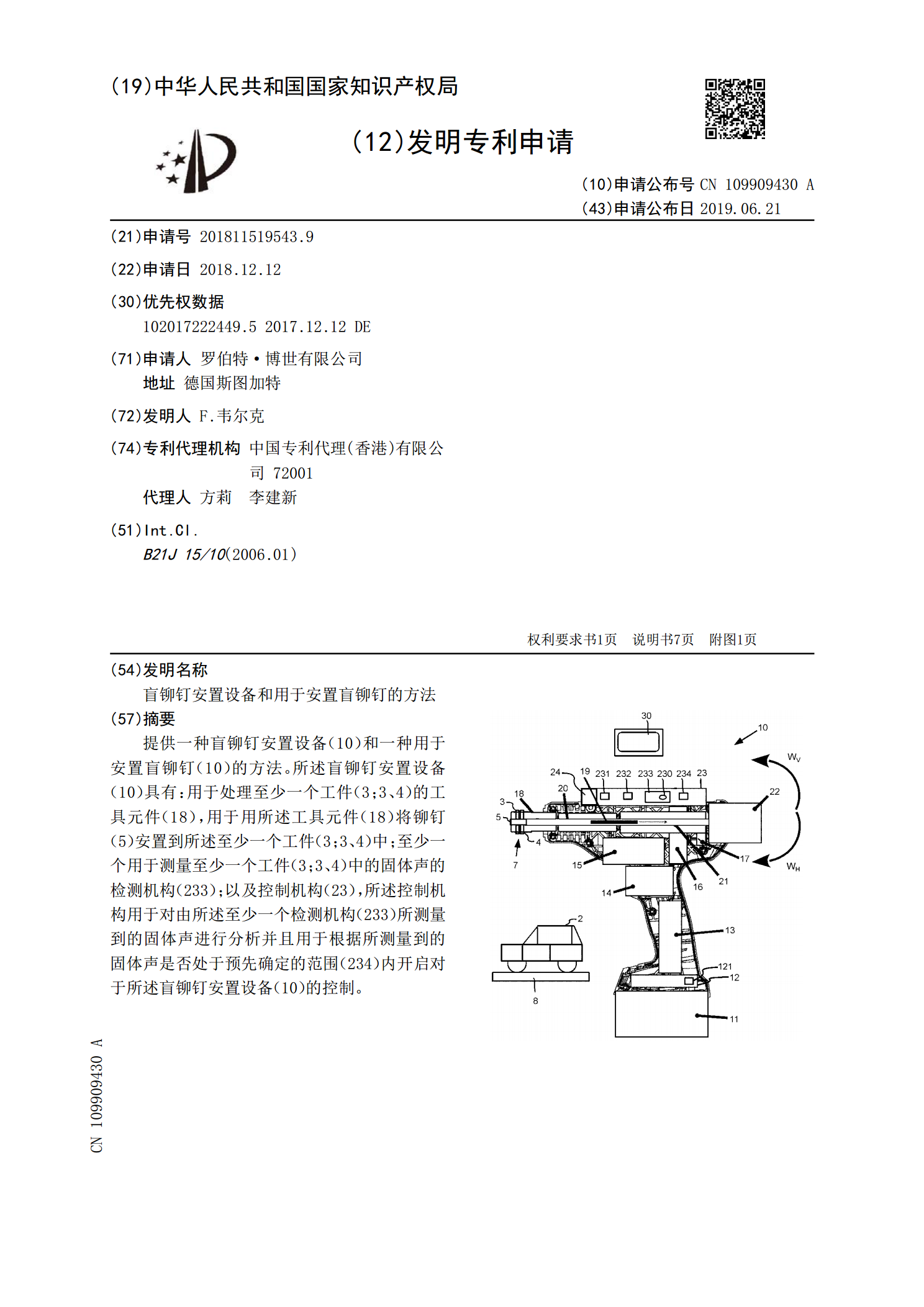
盲铆钉安置设备和用于安置盲铆钉的方法.pdf
提供一种盲铆钉安置设备(10)和一种用于安置盲铆钉(10)的方法。所述盲铆钉安置设备(10)具有:用于处理至少一个工件(3;3、4)的工具元件(18),用于用所述工具元件(18)将铆钉(5)安置到所述至少一个工件(3;3、4)中;至少一个用于测量至少一个工件(3;3、4)中的固体声的检测机构(233);以及控制机构(23),所述控制机构用于对由所述至少一个检测机构(233)所测量到的固体声进行分析并且用于根据所测量到的固体声是否处于预先确定的范围(234)内开启对于所述盲铆钉安置设备(10)的控制。

盲铆钉插入件、装有盲铆钉插入件的部件以及用于将其安装在部件开口中的方法.pdf
本发明涉及一种盲铆钉插入件,该盲铆钉插入件包括支撑头部和柄部。该支撑头部形成为环形凸缘,该柄部从支撑头部的下侧延伸并包括头部端、足部端和在长度方向上从头部端延伸到足部端的圆柱形孔,并且在足部端附近具有第一孔段,该第一孔段设置有内螺纹,以及靠近头部端的第二孔段,其直径大于第一孔段的直径。围绕第二孔段的壁部形成柄部的可变形区域。其中支撑头部的下侧包括环形头下凹槽,该环形头下凹槽与柄部同心地布置并且适于在盲铆钉插入件的安装状态下接收密封环。仅有一个环形的保持柄部槽围绕柄部周向延伸,其布置成邻近支撑头部的下侧,并
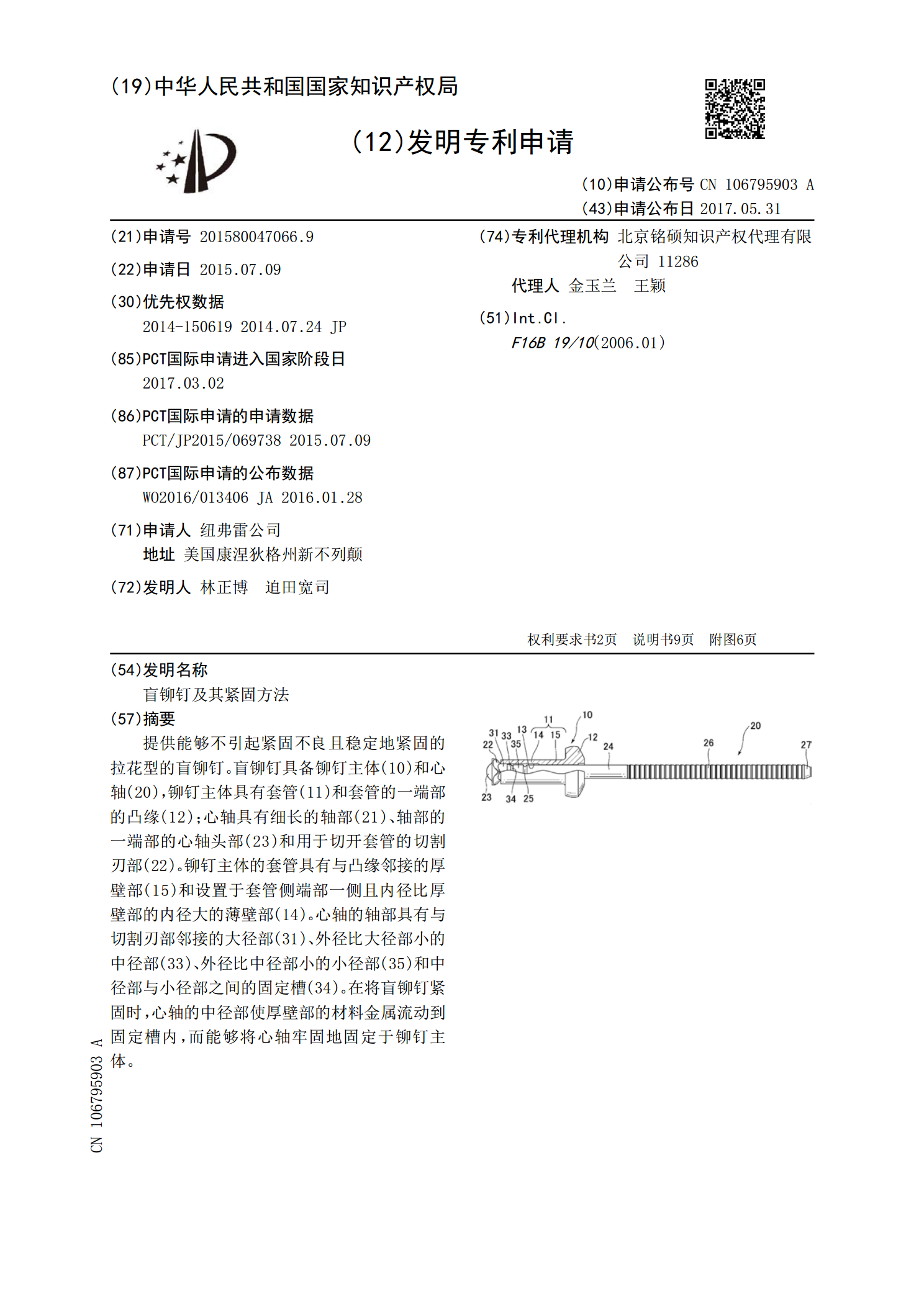
盲铆钉及其紧固方法.pdf
提供能够不引起紧固不良且稳定地紧固的拉花型的盲铆钉。盲铆钉具备铆钉主体(10)和心轴(20),铆钉主体具有套管(11)和套管的一端部的凸缘(12);心轴具有细长的轴部(21)、轴部的一端部的心轴头部(23)和用于切开套管的切割刃部(22)。铆钉主体的套管具有与凸缘邻接的厚壁部(15)和设置于套管侧端部一侧且内径比厚壁部的内径大的薄壁部(14)。心轴的轴部具有与切割刃部邻接的大径部(31)、外径比大径部小的中径部(33)、外径比中径部小的小径部(35)和中径部与小径部之间的固定槽(34)。在将盲铆钉紧固时,