
一种开槽螺塞切槽装置.pdf

书生****写意


1/8

2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种开槽螺塞切槽装置.pdf
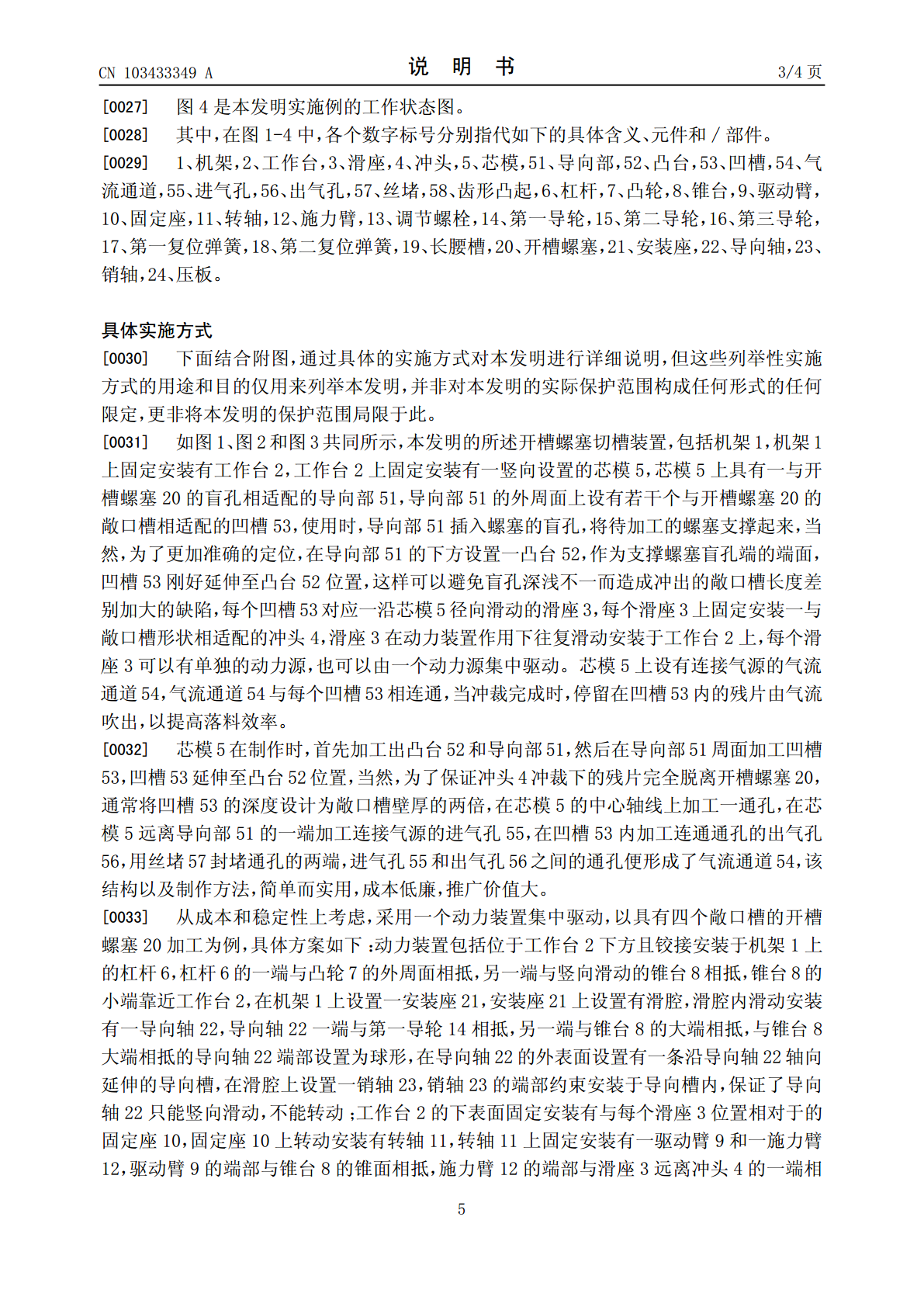
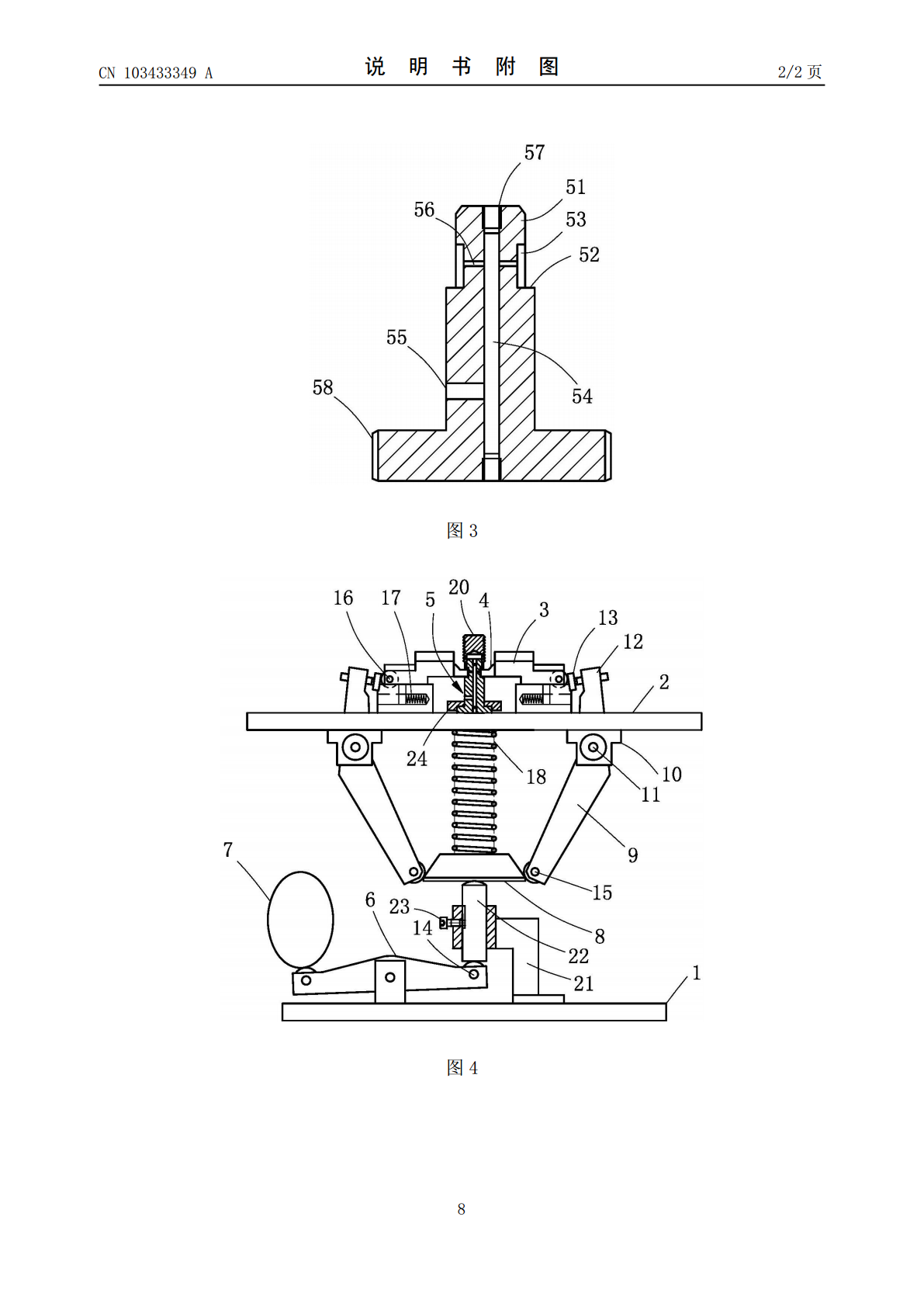
本发明公开了一种开槽螺塞切槽装置,属于紧固件加工设备技术领域,包括机架,所述机架上固定安装有工作台,所述工作台上固定安装有一竖向设置的芯模,所述芯模上具有一与开槽螺塞的盲孔相适配的导向部,所述导向部的外周面上设有若干个与开槽螺塞的敞口槽相适配的凹槽,每个凹槽对应一沿所述芯模径向滑动的滑座,每个所述滑座上固定安装一与敞口槽形状相适配的冲头,所述滑座在动力装置作用下往复滑动安装于所述工作台上;所述芯模上设有连接气源的气流通道,所述气流通道与每个所述凹槽相连通。本发明解决了传统方法加工开槽螺塞的敞口槽加工质量差

一种开槽螺塞全自动切槽机.pdf
本发明公开了一种开槽螺塞全自动切槽机,属于紧固件加工设备技术领域,包括机架,机架上设有振动盘、输料轨道和接料盘,振动盘与接料盘之间的机架上设有工作台,机架上设有芯模,芯模竖向滑动安装于工作台上,芯模上具有一与开槽螺塞的盲孔相适配的导向部,导向部的外周面上设有与开槽螺塞的敞口槽相适配的凹槽,凹槽对应一沿芯模径向滑动的滑座,每个滑座上固定安装一与敞口槽形状相适配的冲头,滑座在动力装置作用下往复滑动安装于工作台上;振动盘、气缸和动力装置均连接电控单元。本发明解决了传统方法加工开槽螺塞的敞口槽加工质量差、生产效率

一种制造钢丝螺套折断槽的开槽装置.pdf
本发明公开了一种制造钢丝螺套折断槽的开槽装置,所述开槽装置包括工作台、控制箱、开槽机和限位调节装置;开槽机包括电和与电机同轴链接的开槽磨片;所述限位调节装置包括圆柱调节杆、连接块、底座和支撑架;底座固定于工作台表面,连接块内置有轴承和连接轴,连接轴伸出连接块和底座的通孔,通过将钢丝螺套装在圆柱调节杆的导杆上,然后通过调节微调装置和调节部,精确的调节装入导杆上钢丝螺套与开槽机的距离,精确的保证了批量钢丝螺套的折断槽深浅、角度和位置。

一种管材外壁切槽器及切槽装置.pdf
本发明提供一种管材外壁切槽器及切槽装置,属于管材切削加工装置领域。管材外壁切槽器,包括:切槽组件,包括呈倒置U型结构的安装架,安装架设有刀盘。定位组件包括安装板,安装板的底部设有两组支撑轮组,支撑轮组之间的间距可调,两组定位组件的安装板设于安装架的外壁。侧板的外壁设有两根导杆,导杆沿竖直方向移动设置,安装板的两端均开设有与导杆配合的条形孔,导杆的末端设有锁紧螺母。侧板外壁的中部沿竖直方向开设有多个定位孔,安装板的中部穿设有定位螺杆,用于配合定位孔。切槽装置,包括旋转机构、机架以及上述的管材外壁切槽器。本发
一种锥螺切尾装置.pdf
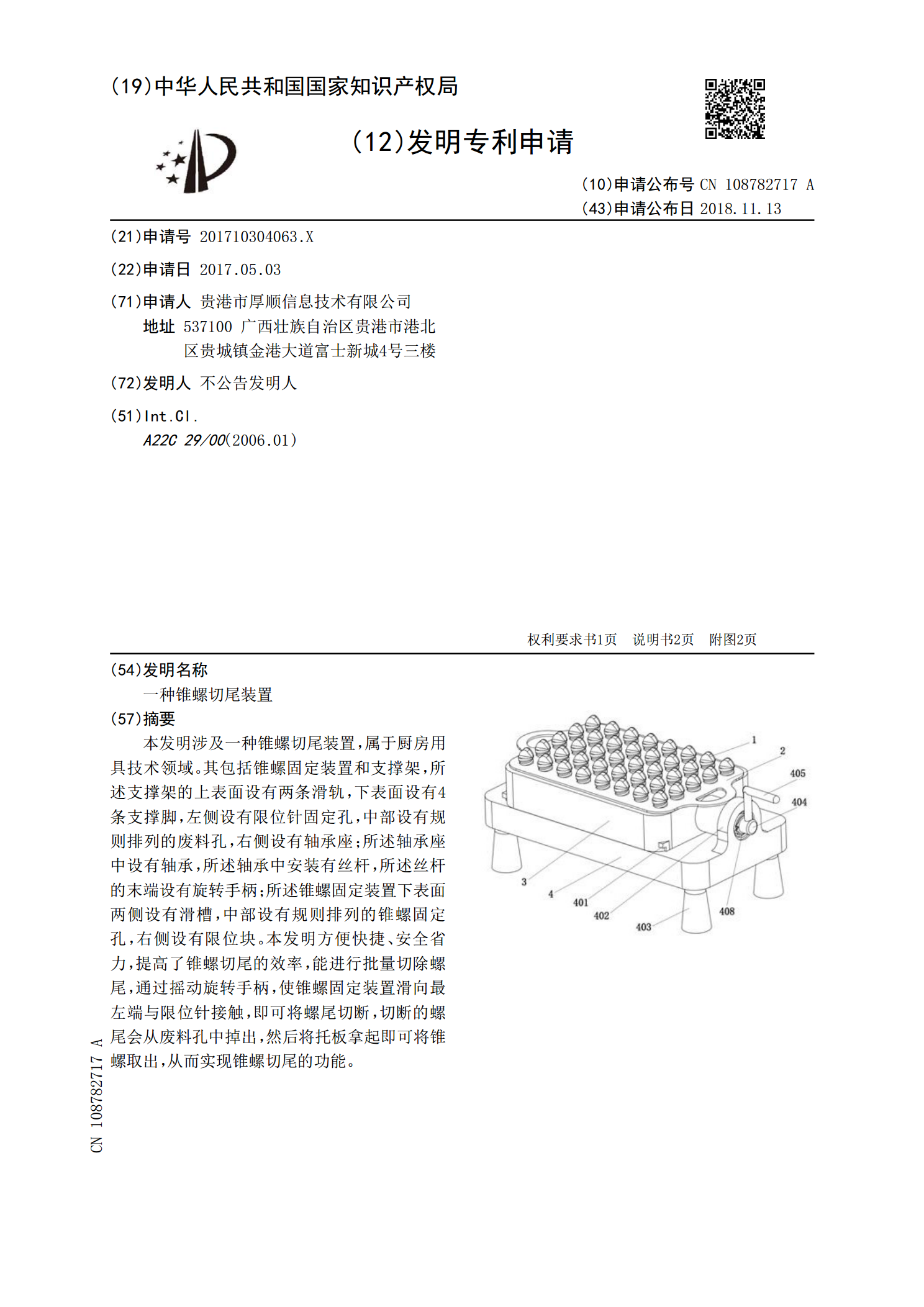
本发明涉及一种锥螺切尾装置,属于厨房用具技术领域。其包括锥螺固定装置和支撑架,所述支撑架的上表面设有两条滑轨,下表面设有4条支撑脚,左侧设有限位针固定孔,中部设有规则排列的废料孔,右侧设有轴承座;所述轴承座中设有轴承,所述轴承中安装有丝杆,所述丝杆的末端设有旋转手柄;所述锥螺固定装置下表面两侧设有滑槽,中部设有规则排列的锥螺固定孔,右侧设有限位块。本发明方便快捷、安全省力,提高了锥螺切尾的效率,能进行批量切除螺尾,通过摇动旋转手柄,使锥螺固定装置滑向最左端与限位针接触,即可将螺尾切断,切断的螺尾会从废料孔