
一种集装箱顶板辊压成型工艺及其设备.pdf

小长****6淑


1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种集装箱顶板辊压成型工艺及其设备.pdf
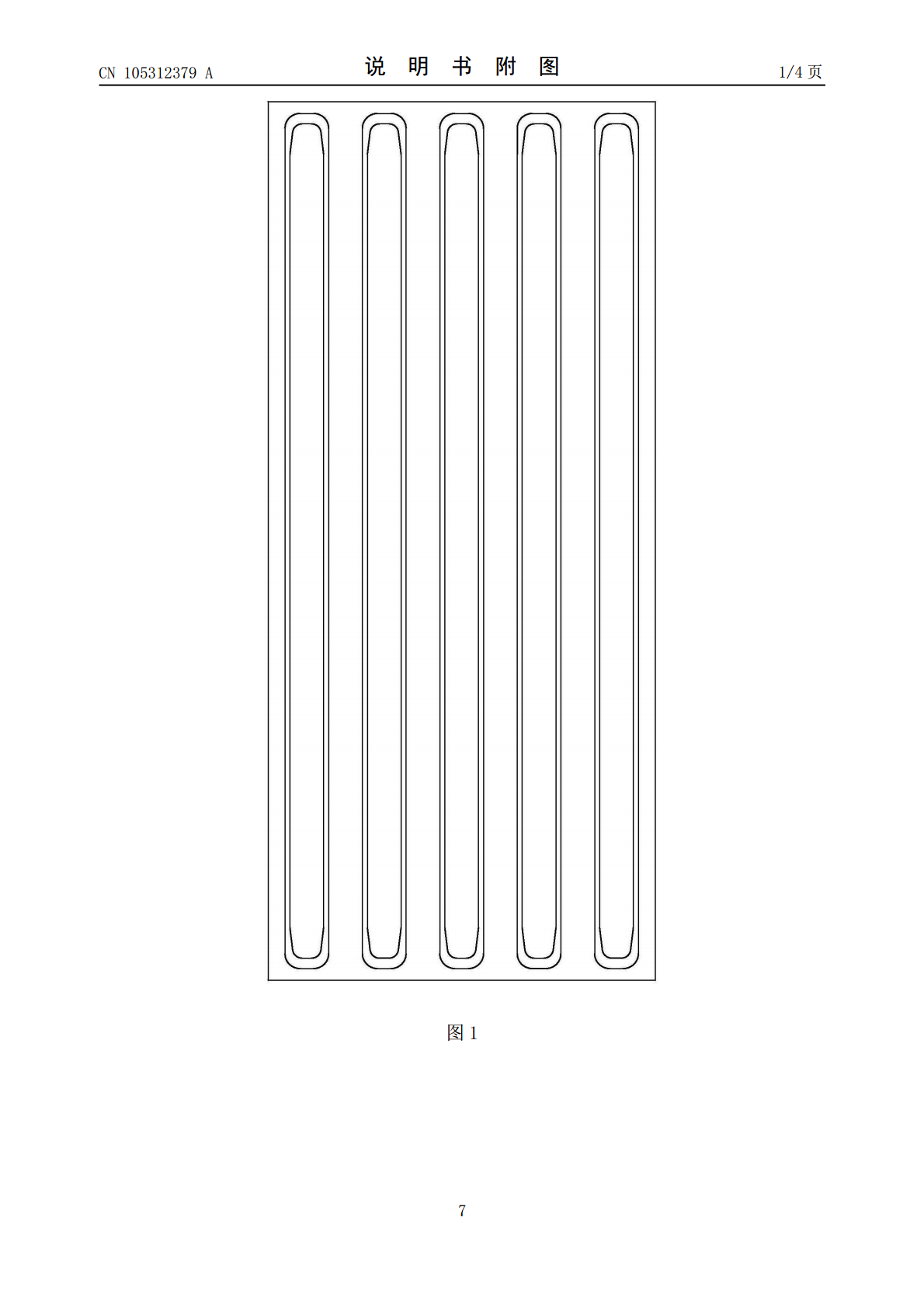
本发明公开了一种集装箱顶板辊压成型工艺,包括将钢卷连续地放卷下料,还包括以下步骤:a、将钢卷进行辊压成型;b、钢卷的拱度成型;c、定尺切断;d、修边;所述步骤a中的辊压成型所使用的辊的外周上设有缺口,所述辊的外周长等于集装箱顶板的长度。又提供了一种集装箱顶板辊压成型设备,包括放卷装置、传送装置,还包括有辊压机、拱度成型设备、剪切机与修边机。用本发明所提供的顶板成型方法,可以大大提高集装箱顶板的生产效率,钢板被放卷后先在钢板上辊压出所需的盲波,然后再对钢板进行拱度成型,最后再对钢板进行定尺寸切割。使得集装箱

一种集装箱顶板辊压模具.pdf
本发明公开了一种集装箱顶板辊压模具,所述辊压模具,包括有相互啮合的阴模与阳模,所述阴模上设有至少一个凹槽,所述凹槽围绕着阴模的外周,所述凹槽包括有起始端与结束端,所述起始端与结束端不重合;所述阳模上设有至少一个凸块,所述凸块围绕着阳模的外周,所述凸块包括有首端与末端,所述首端与末端不重合;所述凹槽与凸块一一对应。本发明通过两个相互啮合的模具进行辊压,由于模具的啮合面不是一个平面,当阴模的凹槽与阳模的凸块啮合的时候,就可以加工出集装箱顶板的盲波,当阴模的凹槽与阳模的凸块不啮合的时候,相当于集装箱顶板盲波两端
一种辊压成型工艺.pdf
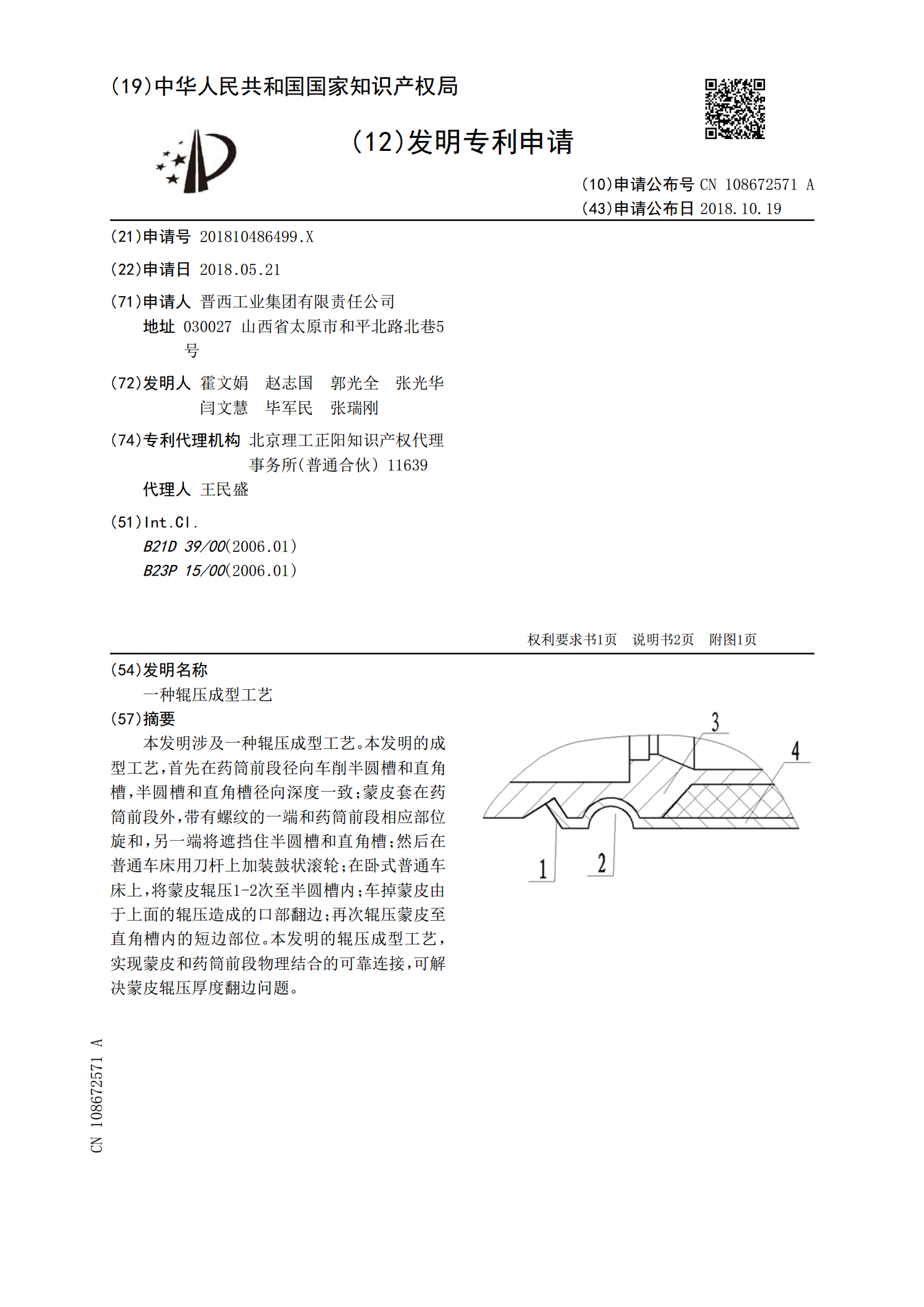
本发明涉及一种辊压成型工艺。本发明的成型工艺,首先在药筒前段径向车削半圆槽和直角槽,半圆槽和直角槽径向深度一致;蒙皮套在药筒前段外,带有螺纹的一端和药筒前段相应部位旋和,另一端将遮挡住半圆槽和直角槽;然后在普通车床用刀杆上加装鼓状滚轮;在卧式普通车床上,将蒙皮辊压1‑2次至半圆槽内;车掉蒙皮由于上面的辊压造成的口部翻边;再次辊压蒙皮至直角槽内的短边部位。本发明的辊压成型工艺,实现蒙皮和药筒前段物理结合的可靠连接,可解决蒙皮辊压厚度翻边问题。
一种辊压成型设备的可调式辊组.pdf
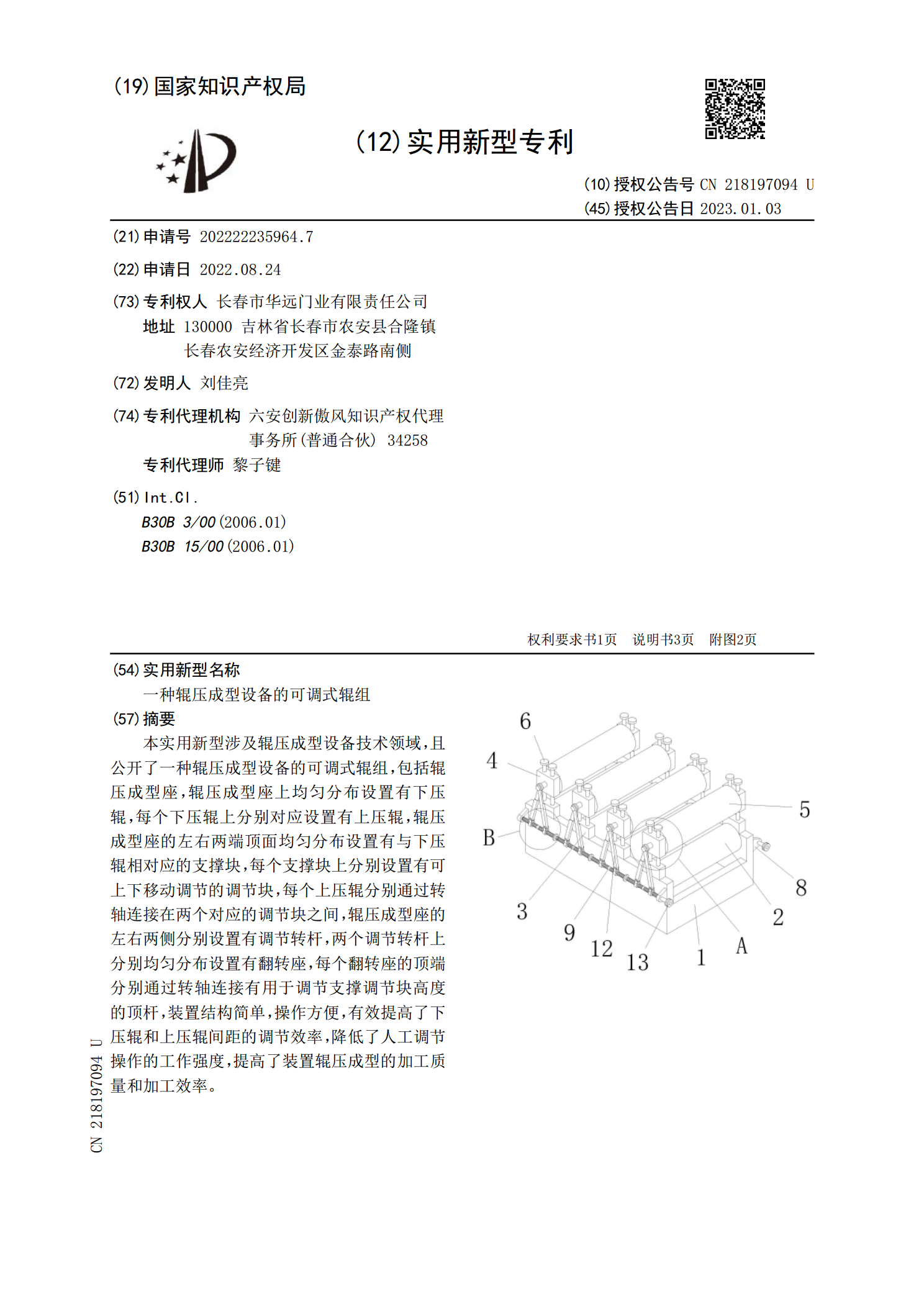
本实用新型涉及辊压成型设备技术领域,且公开了一种辊压成型设备的可调式辊组,包括辊压成型座,辊压成型座上均匀分布设置有下压辊,每个下压辊上分别对应设置有上压辊,辊压成型座的左右两端顶面均匀分布设置有与下压辊相对应的支撑块,每个支撑块上分别设置有可上下移动调节的调节块,每个上压辊分别通过转轴连接在两个对应的调节块之间,辊压成型座的左右两侧分别设置有调节转杆,两个调节转杆上分别均匀分布设置有翻转座,每个翻转座的顶端分别通过转轴连接有用于调节支撑调节块高度的顶杆,装置结构简单,操作方便,有效提高了下压辊和上压辊间

一种双向涡旋盘背压成型设备及其成型工艺.pdf
本发明涉及涡旋盘背压成型技术领域,具体为一种双向涡旋盘背压成型设备及其成型工艺,包括凹模、凸模、背压体、顶杆、顶板、油缸,凹模内滑动安装有背压体,背压体底部连接有顶板,顶板底部固定安装有顶杆,顶杆与油缸输出端固定连接,凹模底部固定安装有检测组件,检测组件用于检测背压体与凹模的配合间隙,检测组件包括固定安装在凹模底部的静环,静环内侧壁滑动安装有动环,动环底部固定安装有顶板。本发明通过静环、动环以及顶板将背压体包裹形成一个密闭空间,依靠向其中注射气体,使密封空间内气压升高,在通过气压检测器反馈的压力值判断背压