
一种加压条件下界面换热系数的测量方法.pdf

一只****iu

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种加压条件下界面换热系数的测量方法.pdf
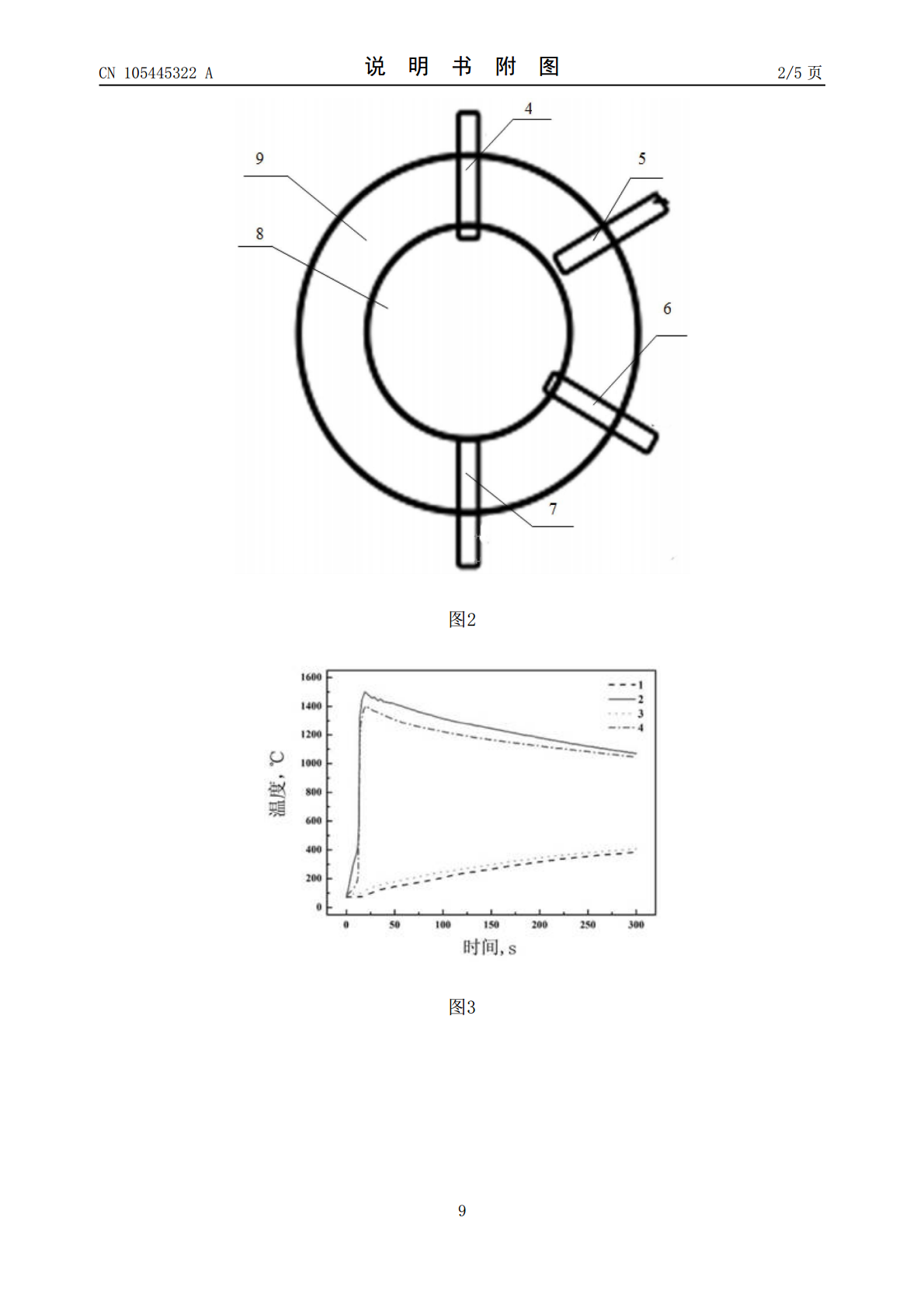
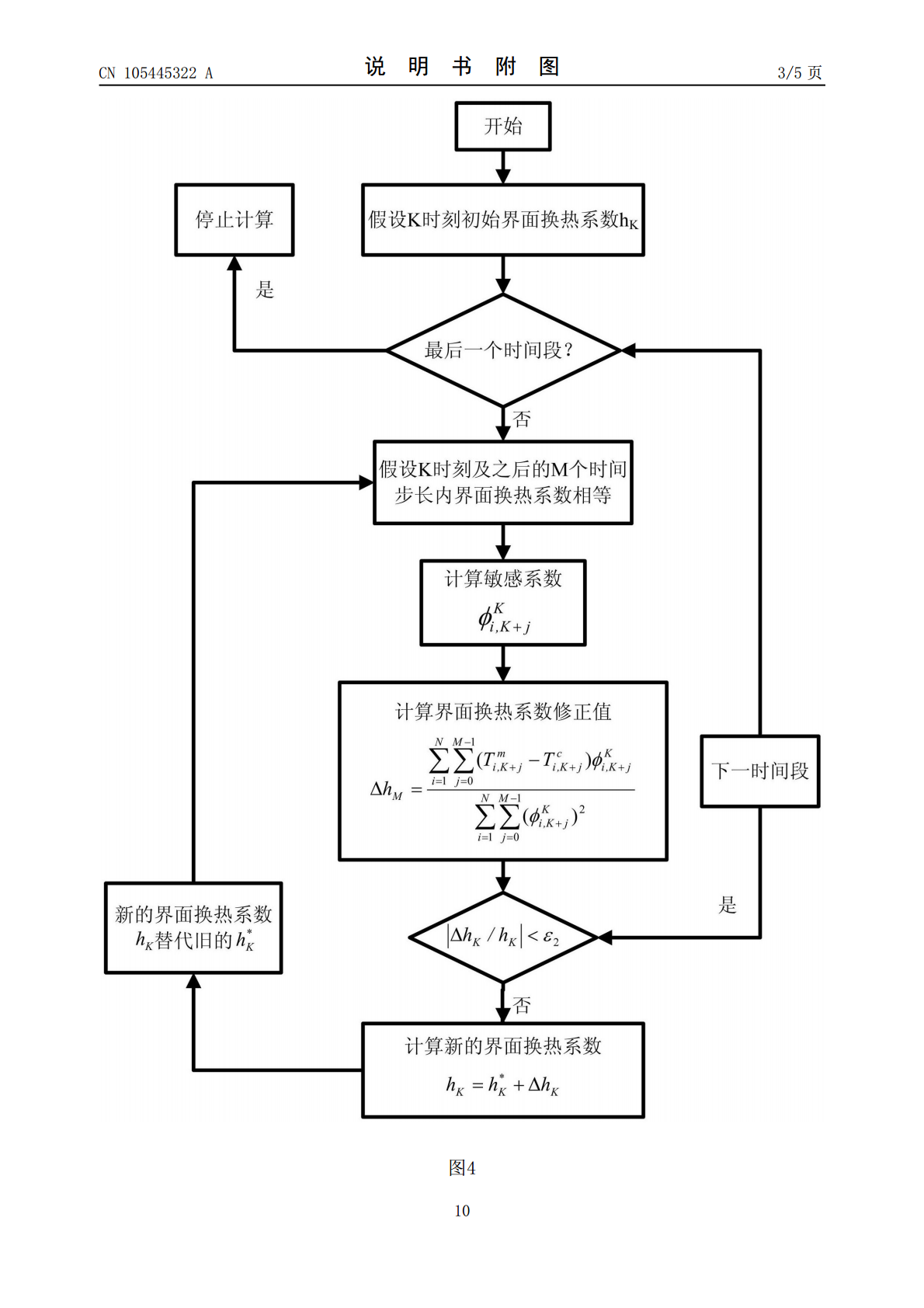
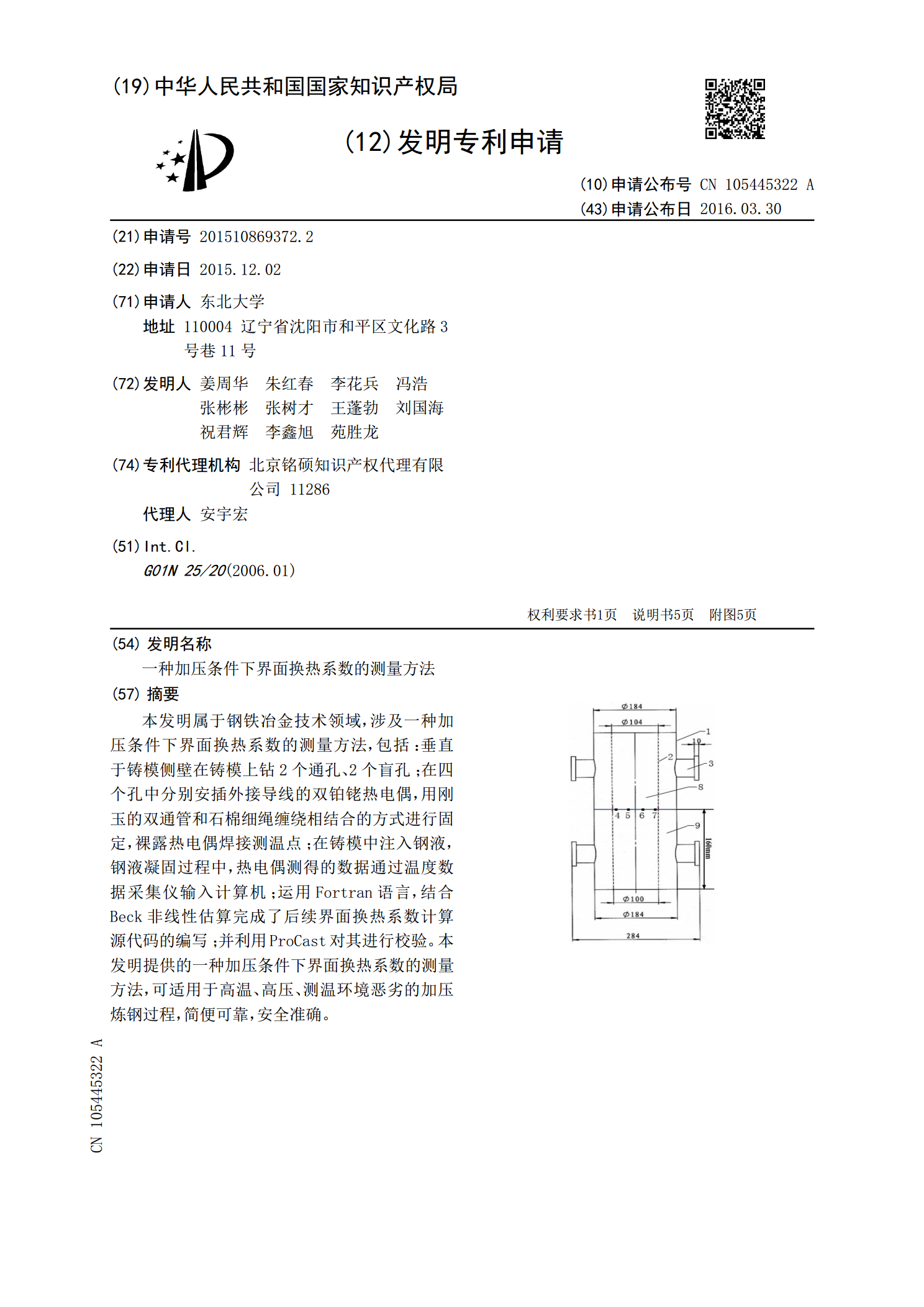
本发明属于钢铁冶金技术领域,涉及一种加压条件下界面换热系数的测量方法,包括:垂直于铸模侧壁在铸模上钻2个通孔、2个盲孔;在四个孔中分别安插外接导线的双铂铑热电偶,用刚玉的双通管和石棉细绳缠绕相结合的方式进行固定,裸露热电偶焊接测温点;在铸模中注入钢液,钢液凝固过程中,热电偶测得的数据通过温度数据采集仪输入计算机;运用Fortran语言,结合Beck非线性估算完成了后续界面换热系数计算源代码的编写;并利用ProCast对其进行校验。本发明提供的一种加压条件下界面换热系数的测量方法,可适用于高温、高压、测温环

一种界面换热系数的测量方法.pdf
本发明涉及一种界面换热系数的测量方法。所述测量方法包括如下步骤:(1)将待测样品用绝热材料进行绝热包覆,并留出至少一个裸露面;(2)将步骤(1)所得绝热包覆待测样品的内部嵌入内置热电偶,并置于密闭空间,在所述密闭空间的内部且绝热包覆待测样品的外部设置了外置热电偶;(3)对步骤(2)所述密闭空间内的流体进行阶梯式升温,并实时监测所述内置热电偶和外置热电偶的温度数据;(4)根据步骤(3)所得温度数据和步骤(1)所述待测样品的材料参数,计算得到所述待测样品和流体之间的界面换热系数。本发明所述测量方法既不会受温度

铸型界面换热系数的研究的开题报告.docx
金属型铸造凝固过程铸件/铸型界面换热系数的研究的开题报告题目:金属型铸造凝固过程铸件/铸型界面换热系数的研究一、研究背景及意义金属型铸造是一种高精度、高稳定性的铸造工艺。在金属型铸造过程中,铸件和铸型之间的换热过程对于铸件质量和生产效率具有重要影响。目前,通过数值模拟和试验研究得出的金属型铸造中铸件/铸型界面换热系数存在巨大的差异,因此有必要对其进行更深入的研究。二、研究内容及技术路线1.界面换热实验方法研究本研究计划采用薄膜数据采集技术和实时测量技术,通过建立实验样品的热传导模型,测量铸件和铸型的温度,
一种简便测量铸造界面换热系数的反算方法.pdf
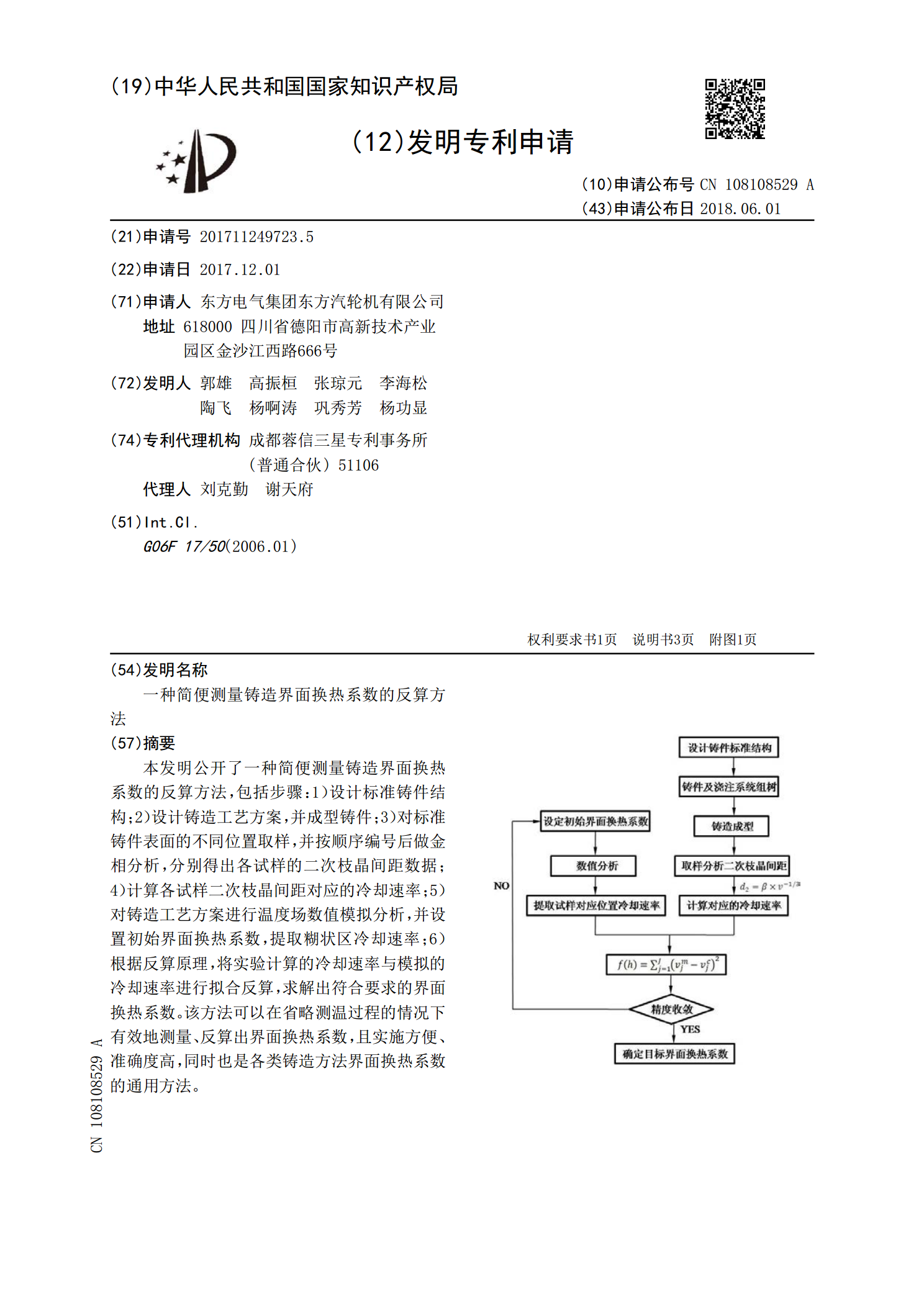
本发明公开了一种简便测量铸造界面换热系数的反算方法,包括步骤:1)设计标准铸件结构;2)设计铸造工艺方案,并成型铸件;3)对标准铸件表面的不同位置取样,并按顺序编号后做金相分析,分别得出各试样的二次枝晶间距数据;4)计算各试样二次枝晶间距对应的冷却速率;5)对铸造工艺方案进行温度场数值模拟分析,并设置初始界面换热系数,提取糊状区冷却速率;6)根据反算原理,将实验计算的冷却速率与模拟的冷却速率进行拟合反算,求解出符合要求的界面换热系数。该方法可以在省略测温过程的情况下有效地测量、反算出界面换热系数,且实施方

固体界面接触换热系数的实验研究的中期报告.docx
固体界面接触换热系数的实验研究的中期报告固体界面接触换热系数实验是研究固体界面之间热量传递的关键实验,本中期报告将介绍固体界面接触换热系数实验的进展情况。一、研究背景在许多工程领域,如加热器、换热器和锅炉等,固体界面接触换热系数是一个关键的参数。因此,研究固体界面接触换热系数的实验非常重要,对工业生产和科学研究都有着重要的意义。二、研究方法本实验使用方形加热板和方形冷却板进行实验。首先,在加热板上加热,冷却板上温度较低,在热平衡状态下,加热板和冷却板达到接触状态。在接触状态下,测量加热板和冷却板之间的温差