
一种镀锌钢板激光搭接焊接方法.pdf

St****12

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镀锌钢板激光搭接焊接方法.pdf
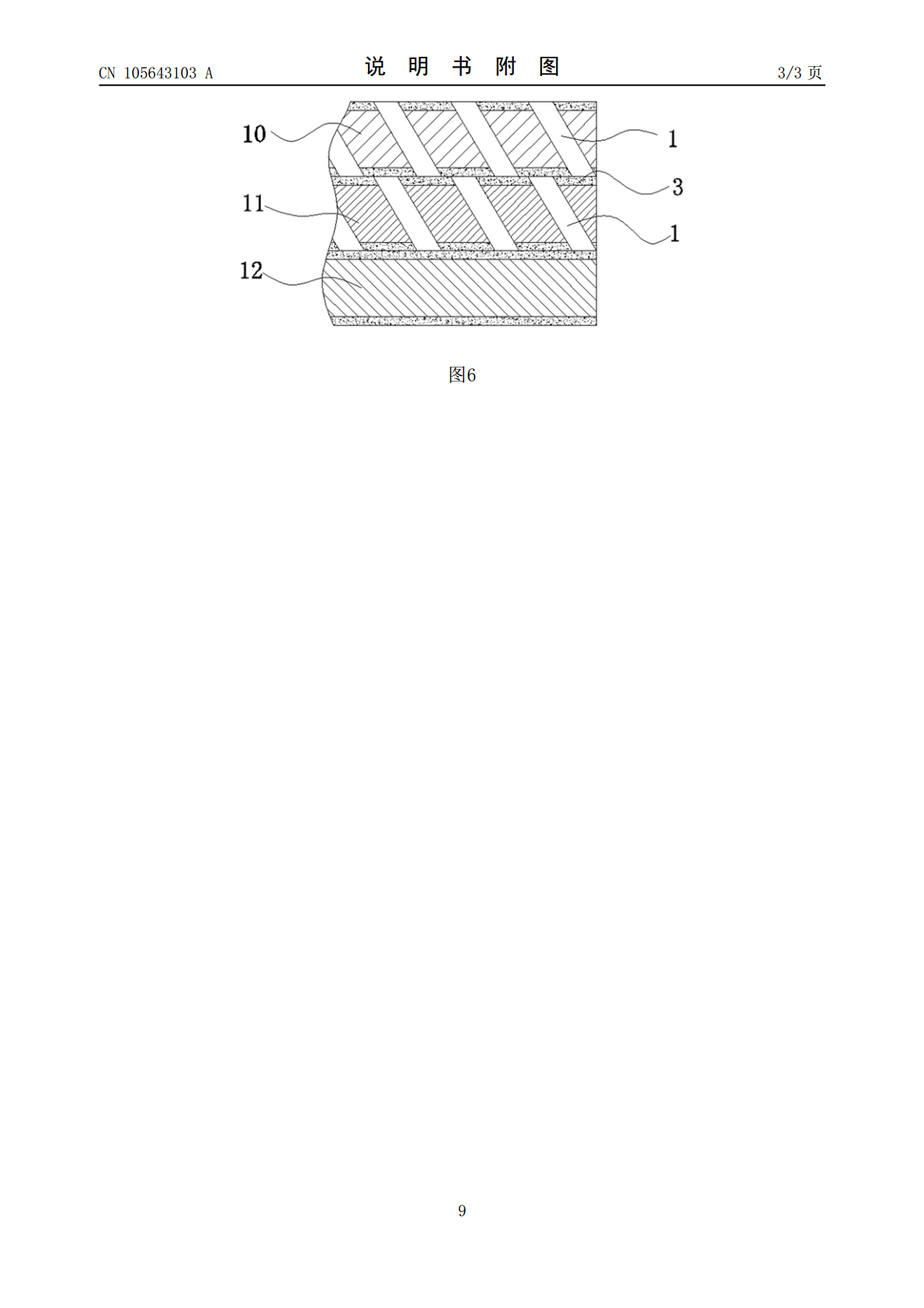
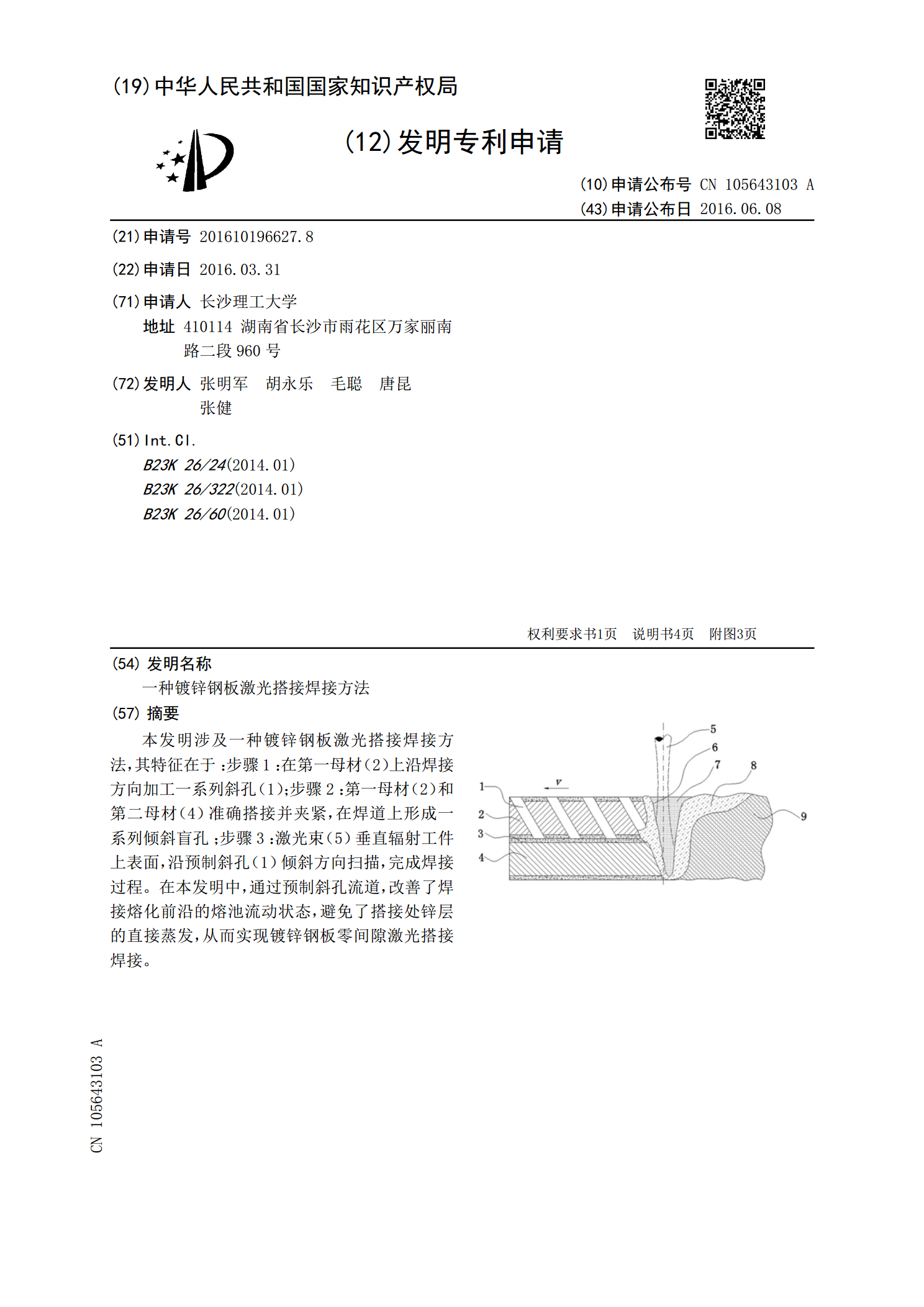
本发明涉及一种镀锌钢板激光搭接焊接方法,其特征在于:步骤1:在第一母材(2)上沿焊接方向加工一系列斜孔(1);步骤2:第一母材(2)和第二母材(4)准确搭接并夹紧,在焊道上形成一系列倾斜盲孔;步骤3:激光束(5)垂直辐射工件上表面,沿预制斜孔(1)倾斜方向扫描,完成焊接过程。在本发明中,通过预制斜孔流道,改善了焊接熔化前沿的熔池流动状态,避免了搭接处锌层的直接蒸发,从而实现镀锌钢板零间隙激光搭接焊接。
汽车热镀锌钢板激光搭接焊与电阻点焊接头拉剪性能对比研究.pptx
汇报人:目录PARTONE汽车工业中焊接技术的应用激光焊接与电阻点焊的特点拉剪性能在焊接中的重要性PARTTWO实验材料实验设备实验方法与步骤PARTTHREE激光搭接焊与电阻点焊接头的拉剪强度焊接接头微观组织结构分析焊接接头力学性能分析PARTFOUR结论总结对汽车工业的建议对未来研究的展望THANKYOU

汽车车身用高强度镀锌钢板的激光搭接焊工艺研究.docx
汽车车身用高强度镀锌钢板的激光搭接焊工艺研究随着汽车工业的发展,车身质量的重要性越来越明显。高强度镀锌钢板被广泛应用于汽车车身,因其具有良好的防锈性能和高强度。而激光搭接焊接技术,相比传统的点焊和线焊等技术,有着更高的质量、效率和经济性,因此也被广泛运用于汽车制造中。本文将对汽车车身用高强度镀锌钢板的激光搭接焊工艺进行研究。一、激光搭接焊接技术的基础原理激光搭接焊接技术是一种通过激光束加热材料表面,使其熔化并形成焊缝的技术。相较于传统的点焊和线焊等技术,激光搭接焊接技术具有以下的优点:1.精度高:激光束可

高强钢板的激光添粉搭接焊的研究.docx
高强钢板的激光添粉搭接焊的研究高强钢板的激光添粉搭接焊的研究摘要:激光添粉搭接焊是一种新型的焊接技术,能够实现高强钢板的高效连接。本文主要研究了激光添粉搭接焊在高强钢板上的应用情况,并对其焊接接头的性能进行了评估。结果表明,激光添粉搭接焊能够实现高强钢板的有效连接,并具有较高的焊接强度和良好的连接质量。关键词:激光添粉搭接焊;高强钢板;焊接接头;连接质量1、引言高强钢板在航空、航天、汽车及海洋工程等领域具有广泛的应用。传统的焊接方法在高强钢板上存在一定的困难,包括焊接接头热影响区的退火和变形等问题。为解决

高强钢板的激光添粉搭接焊的研究.docx
高强钢板的激光添粉搭接焊的研究摘要随着汽车工业的发展,对于高强度、高耐磨性的材料的需求越来越迫切。而激光添粉搭接焊正是满足这种需求的一种技术。本文主要介绍了高强钢板的激光添粉搭接焊工艺,并对其性能进行评估。结果显示,激光添粉搭接焊可在不影响高强钢板材料本身性能的情况下,实现材料的加强和耐磨性的提高。关键词:高强钢板;激光添粉搭接焊;加强;耐磨性引言高强度、高耐磨性的材料是汽车工业等高端行业的重要材料之一,其具有高强度、高韧性、高耐磨和抗疲劳等优点。对于汽车发动机盖、车身板等零部件来说,高强度、高韧性的需求