
一种嵌入锁紧式增压器涡轮转轴结构及其制造装配工艺.pdf

是你****平呀


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种嵌入锁紧式增压器涡轮转轴结构及其制造装配工艺.pdf
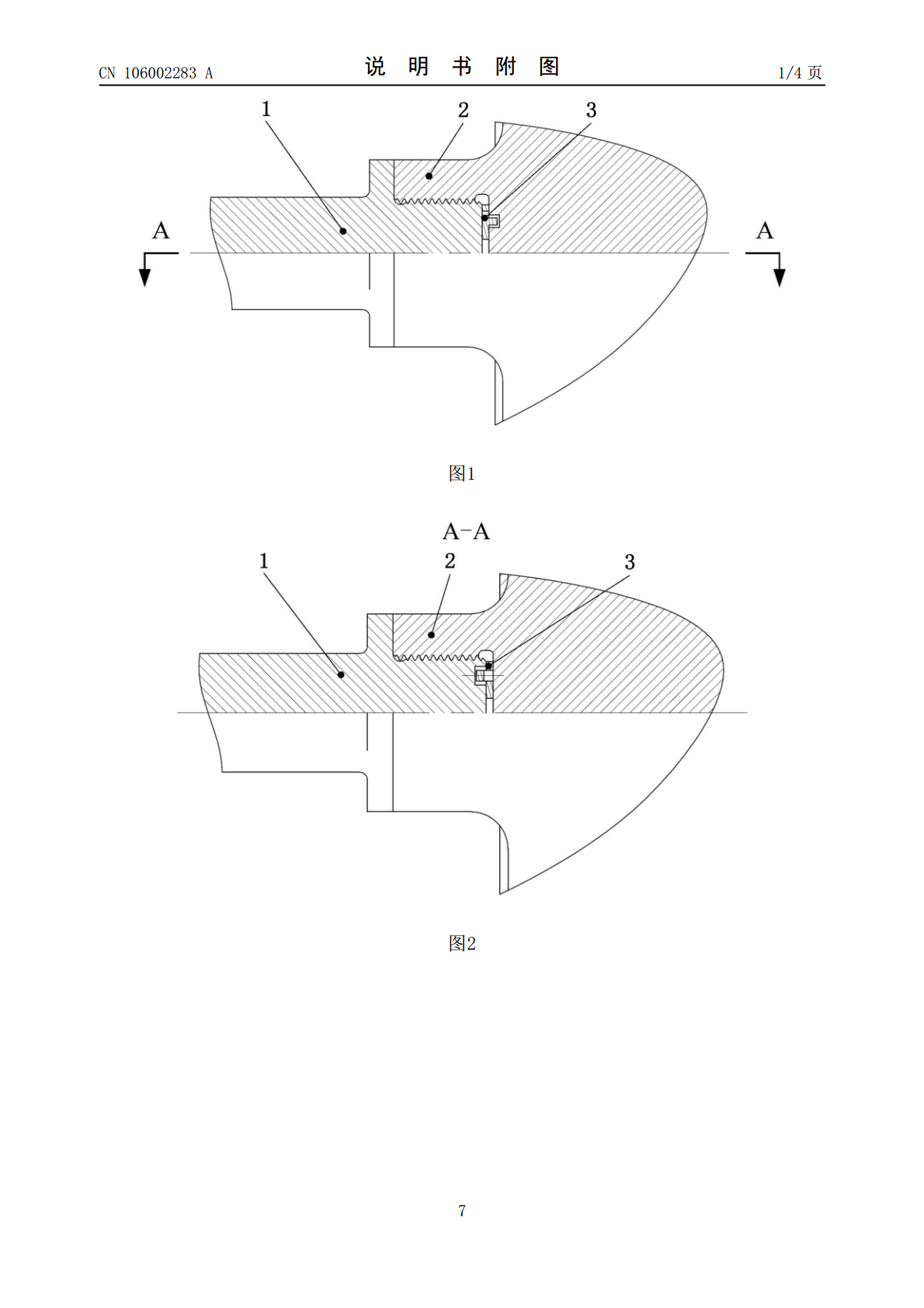
本发明涉及一种嵌入锁紧式增压器涡轮转轴结构,包括转轴、涡轮叶轮和弹性锁紧片,所述转轴的一端有外螺纹,外螺纹端面沿周向均布有盲孔;所述涡轮叶轮与转轴连接的轮毂上有内螺纹盲孔,内螺纹盲孔底部沿周向均布有盲孔;所述弹性锁紧片的一侧沿周向均布有凸台,另一侧沿周向均布有翘起的弹簧片,中心有工艺通孔;所述转轴和涡轮叶轮通过螺纹结构连接在一起并压紧弹性锁紧片;所述弹性锁紧片的凸台固定在涡轮叶轮的内螺纹盲孔底部沿周向均布的盲孔中,翘起的弹簧片弹入转轴外螺纹端面盲孔中,实现对转轴和涡轮叶轮螺纹连接结构的锁紧。

一种径流式增压器涡轮转轴结构及其成型工艺.pdf
本发明涉及一种径流式增压器涡轮转轴结构及其成型工艺,包括涡轮、转轴和自锁环,所述涡轮上有内螺纹盲孔、光孔、环槽和导向倒角,所述转轴上有外螺纹、定位轴肩、光轴、环槽,所述自锁环为弹性开口环并有导向倒角。通过合理确定涡轮、转轴和自锁环的结构尺寸,并进行涡轮、转轴和自锁环的加工,然后将涡轮、转轴和自锁环装配在一起,进而形成完整的涡轮转轴。该发明能够有效地解决增压器涡轮采用陶瓷、钛铝合金等新材料时所面临的涡轮转轴连接问题,可以实现增压器涡轮转轴的可靠连接,充分保证涡轮转轴的连接强度与刚度。

一种车用增压器涡轮转轴结构及其加工装配方法.pdf
本发明涉及一种车用增压器涡轮转轴结构,包括转轴、环形锁紧片和涡轮叶轮,所述转轴的一端有外螺纹和螺纹装配定位轴肩,轴肩平面上沿周向均布有盲孔;所述环形锁紧片一侧沿周向均布有凸台,另一侧沿周向均布有翘起的弹簧片;所述涡轮叶轮与转轴连接一端轮毂有和转轴装配的内螺纹盲孔,轮毂端面上沿周向均布有盲孔;所述转轴和涡轮叶轮通过螺纹结构连接在一起;所述环形锁紧片的凸台固定在转轴轴肩的盲孔中,翘起的弹簧片弹入涡轮叶轮轮毂端面的盲孔中;所述转轴和涡轮叶轮通过螺纹装配压紧环形锁紧片,形成完整的涡轮转轴。本发明可以有效保证增压器
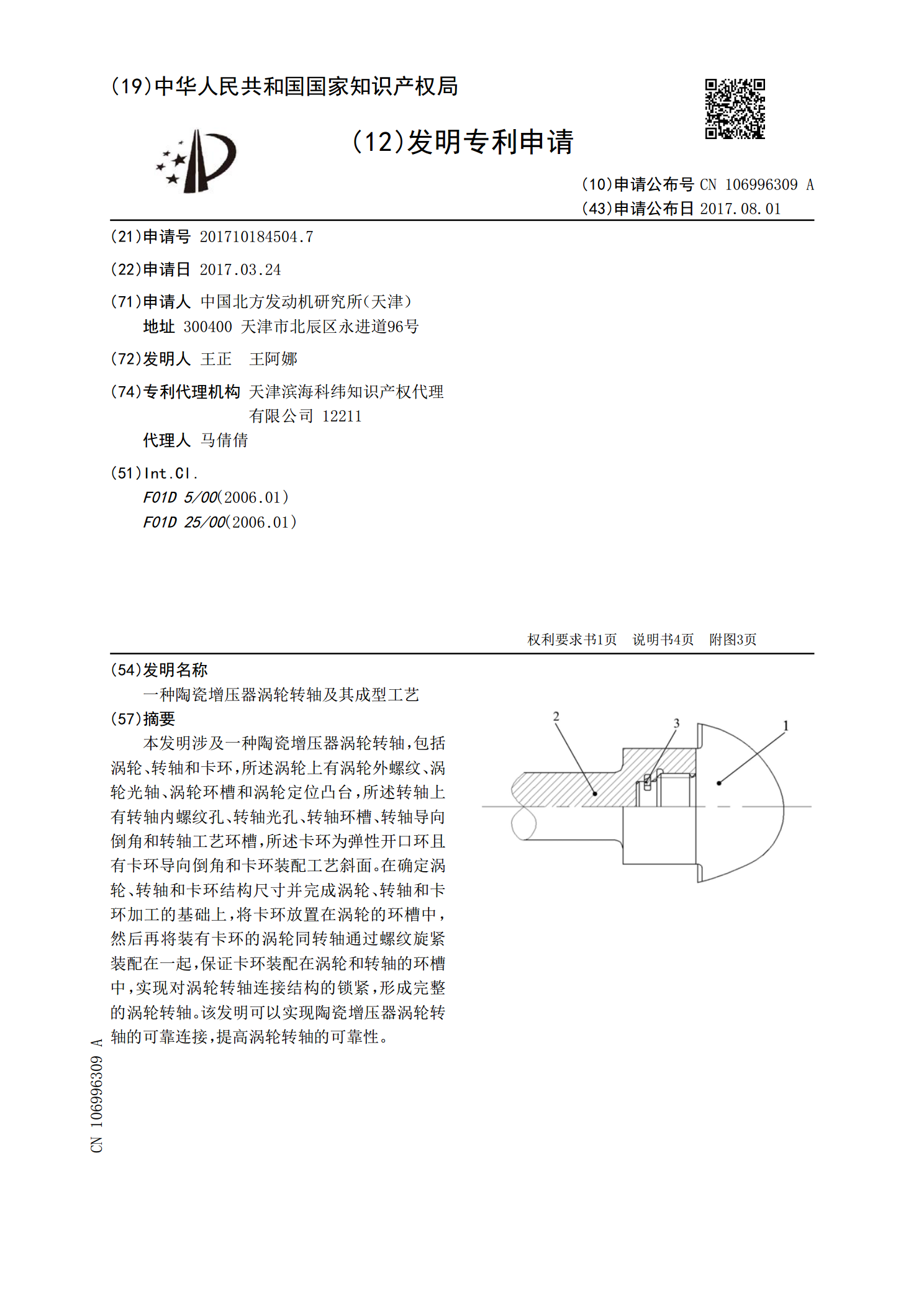
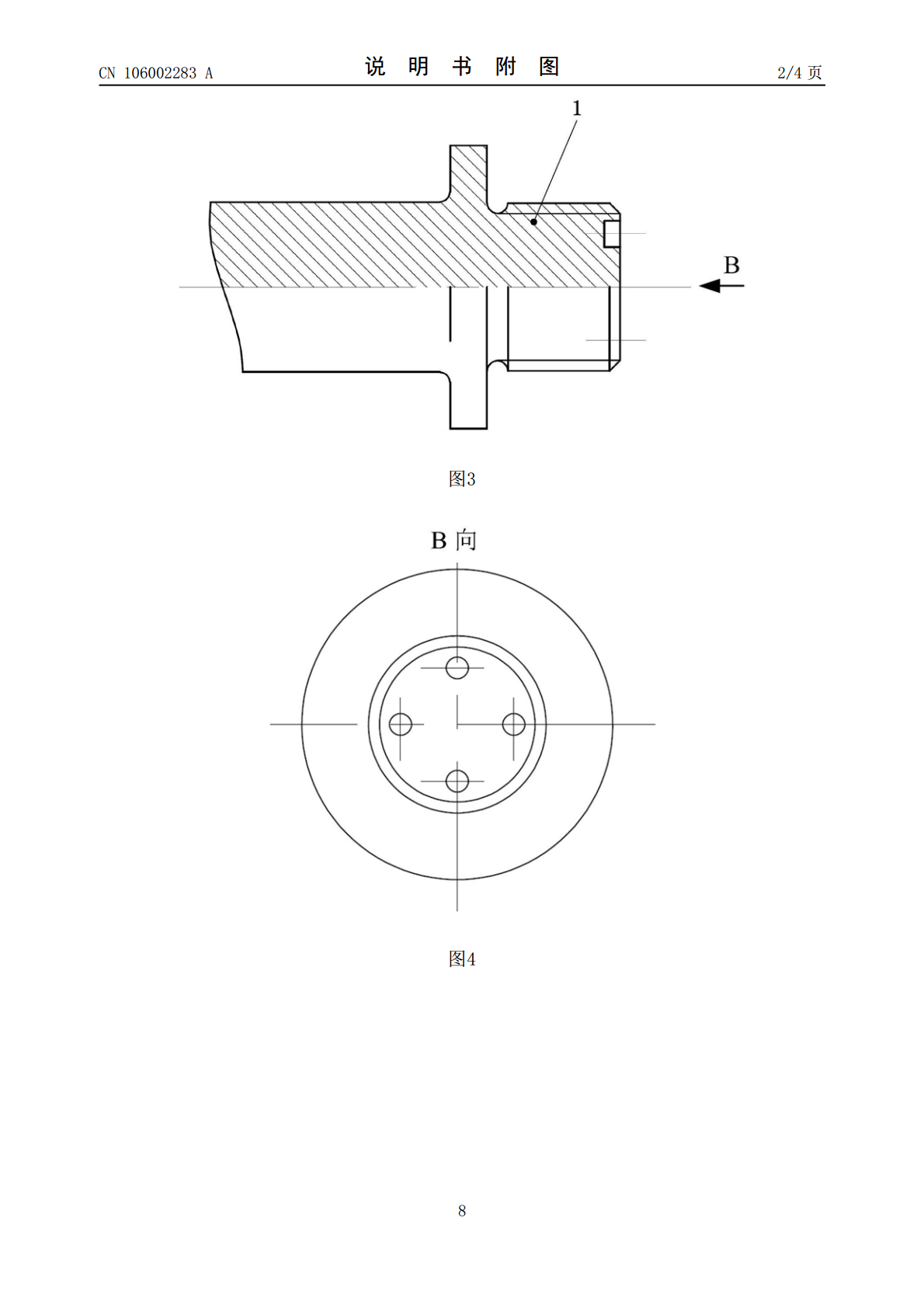
一种陶瓷增压器涡轮转轴及其成型工艺.pdf
本发明涉及一种陶瓷增压器涡轮转轴,包括涡轮、转轴和卡环,所述涡轮上有涡轮外螺纹、涡轮光轴、涡轮环槽和涡轮定位凸台,所述转轴上有转轴内螺纹孔、转轴光孔、转轴环槽、转轴导向倒角和转轴工艺环槽,所述卡环为弹性开口环且有卡环导向倒角和卡环装配工艺斜面。在确定涡轮、转轴和卡环结构尺寸并完成涡轮、转轴和卡环加工的基础上,将卡环放置在涡轮的环槽中,然后再将装有卡环的涡轮同转轴通过螺纹旋紧装配在一起,保证卡环装配在涡轮和转轴的环槽中,实现对涡轮转轴连接结构的锁紧,形成完整的涡轮转轴。该发明可以实现陶瓷增压器涡轮转轴的可靠
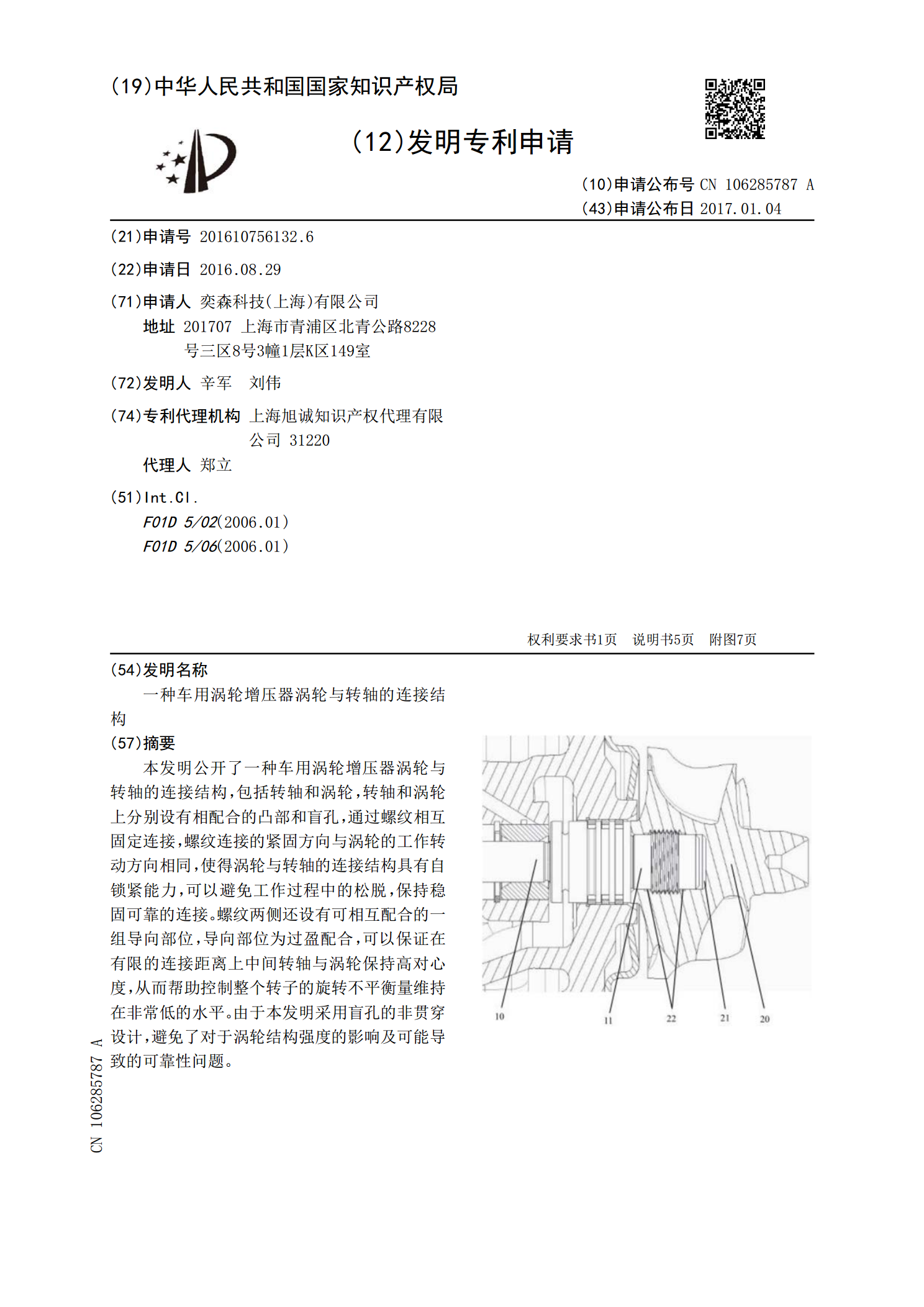
一种车用涡轮增压器涡轮与转轴的连接结构.pdf
本发明公开了一种车用涡轮增压器涡轮与转轴的连接结构,包括转轴和涡轮,转轴和涡轮上分别设有相配合的凸部和盲孔,通过螺纹相互固定连接,螺纹连接的紧固方向与涡轮的工作转动方向相同,使得涡轮与转轴的连接结构具有自锁紧能力,可以避免工作过程中的松脱,保持稳固可靠的连接。螺纹两侧还设有可相互配合的一组导向部位,导向部位为过盈配合,可以保证在有限的连接距离上中间转轴与涡轮保持高对心度,从而帮助控制整个转子的旋转不平衡量维持在非常低的水平。由于本发明采用盲孔的非贯穿设计,避免了对于涡轮结构强度的影响及可能导致的可靠性问题