
塑胶产品注塑成型工程验证手册__基础.ppt

念珊****写意


1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
塑胶产品注塑成型工程验证手册__基础.ppt
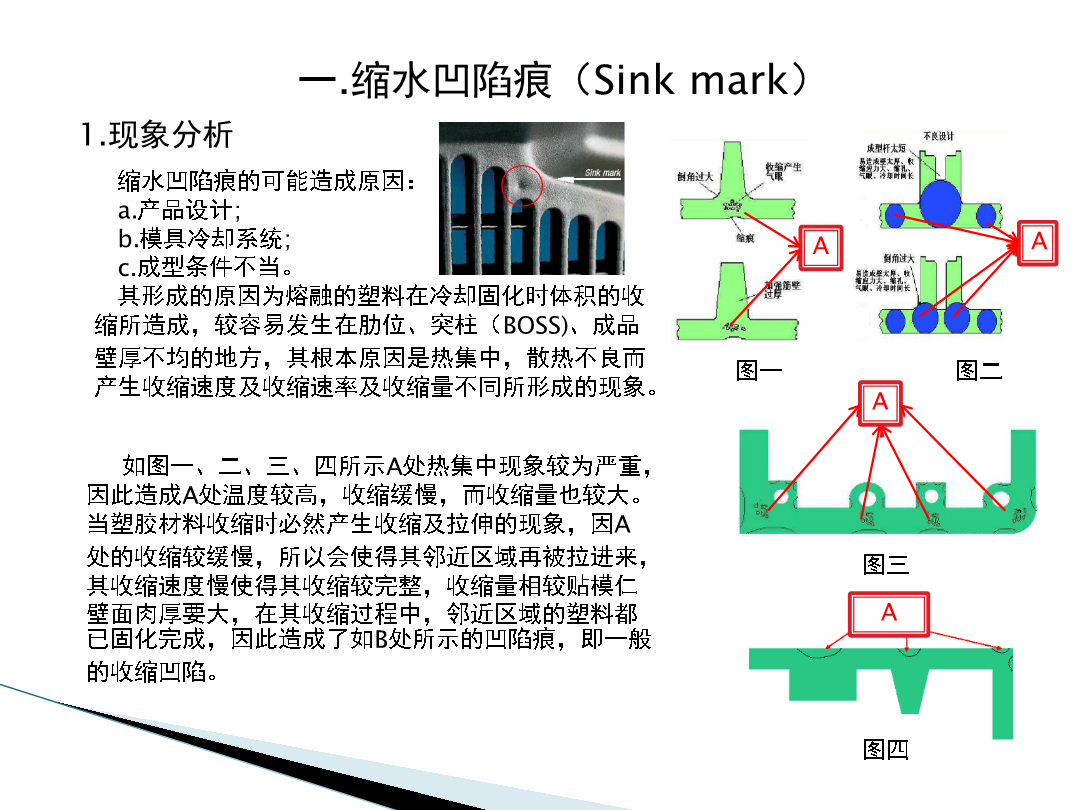
塑胶产品注塑成型工程验证手册---基础篇序言注塑模具失效原因与对策之---基础篇目录A2.相关对策2.相关对策2.相关对策二.结合线(Weldingline)相关对策三.银条纹(Sliverstreak)四.毛边、披锋、飞边(Flash)1.>产品设计a.避免复杂分型面产品设计时要考量模具如何分型前期避免相邻面的小台阶;b.在产品分型面处设

塑胶产品注塑成型工艺.doc
塑胶产品注塑成型工艺塑胶类零件制造过程,根据需要先要进行塑胶成型、加工成各类塑胶半成品或部件,注塑成型是塑胶零件主要的成型方法之一。注塑成型必须借助注塑机等成型设备和注塑模具才能完成,对于注塑原理与工艺流程以及注塑模具结构和原理等理论内容在其他有关资料中都有详尽的描述,在此不必重复。本章主要介绍在塑胶产品制造过程中常涉及的实际内容和问题。2.1概述塑胶产品制造过程中,塑胶件成型是其中十分重要内容之一。塑胶件成型是将各种形态(粉料、粒料、熔料和分散体)的塑料制成所需形状的制品或坯件的过程。塑胶件成型是以注塑

塑胶产品注塑成型工艺.doc
塑胶产品注塑成型工艺塑胶类零件制造过程,根据需要先要进行塑胶成型、加工成各类塑胶半成品或部件,注塑成型是塑胶零件主要的成型方法之一。注塑成型必须借助注塑机等成型设备和注塑模具才能完成,对于注塑原理与工艺流程以及注塑模具结构和原理等理论内容在其他有关资料中都有详尽的描述,在此不必重复。本章主要介绍在塑胶产品制造过程中常涉及的实际内容和问题。2.1概述塑胶产品制造过程中,塑胶件成型是其中十分重要内容之一。塑胶件成型是将各种形态(粉料、粒料、熔料和分散体)的塑料制成所需形状的制品或坯件的过程。塑胶件成型是以注塑

塑胶产品注塑成型常见问题及改善对策.doc
塑胶产品注塑成型常见问题及改善对策.txt大人物的悲哀在于他们需要不停地做出选择;而小人物的悲哀在于他们从来没有选择的机会。男人因沧桑而成熟,女人因成熟而沧桑。男人有了烟,有了酒,也就有了故事;女人有了钱,有了资色,也就有了悲剧。做为结构设计工程师,在跟模及试模时经常会看到产品注塑成型不良现像,虽然注塑不良是由调机人员来改善,但做为一名有经验的结构设计工程师,还是得了解一些常见的注塑成型不良问题及其改善对策的!模塑缺点和反常现象最终集中在注塑制品的质量上反映出来。注塑制品缺点可分成下列几点:(1)产品注射
塑胶产品注塑成型常见问题及改善对策.doc
塑胶产品注塑成型常见问题及改善对策.txt大人物的悲哀在于他们需要不停地做出选择;而小人物的悲哀在于他们从来没有选择的机会。男人因沧桑而成熟女人因成熟而沧桑。男人有了烟有了酒也就有了故事;女人有了钱有了资色也就有了悲剧。做为结构设计工程师在跟模及试模时经常会看到产品注塑成型不良现像虽然注塑不良是由调机人员来改善但做为一名有经验的结构设计工程师还是得了解一些常见的注塑成型不良问题及其改善对策的!模塑缺点和反常现象最终集中在注塑制品的质量上反映出来。注塑制品缺点可分成下列几点:(1)产品注射不足;(2)产